«
Изобретение относится к обработке металлов давлением, а именно к объемной штамповке многогранных деталей.
Целью изобретения является по- вьппение качества получаемых деталей.
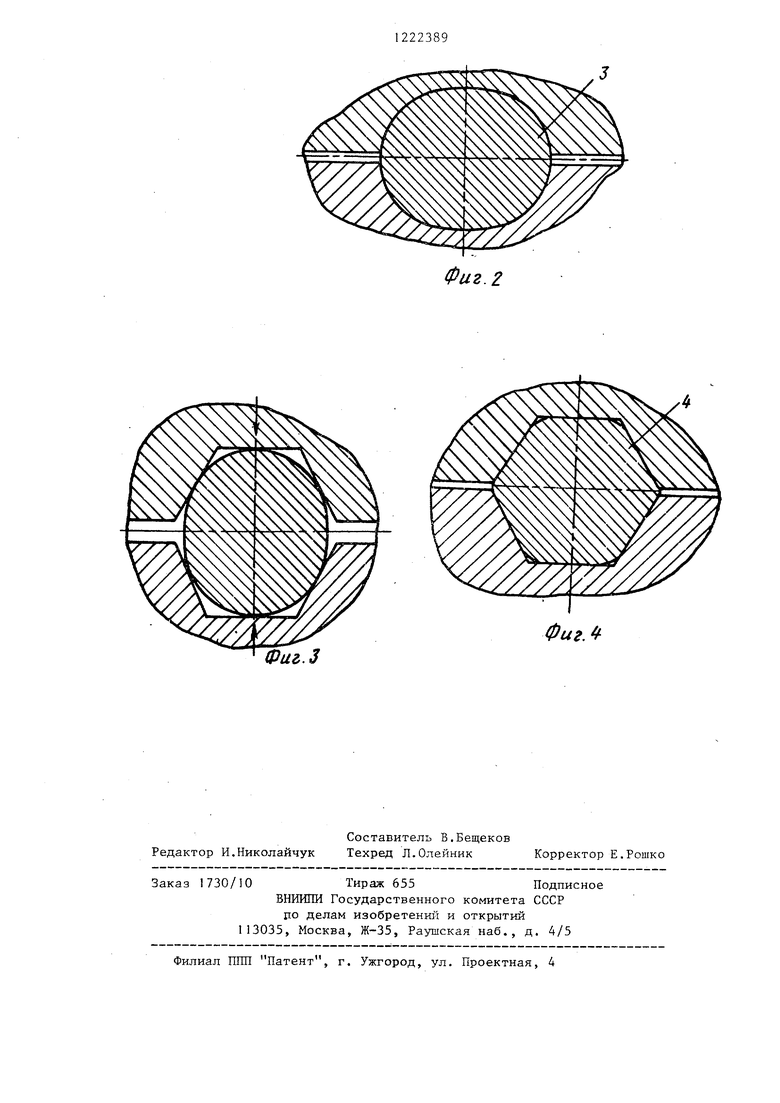
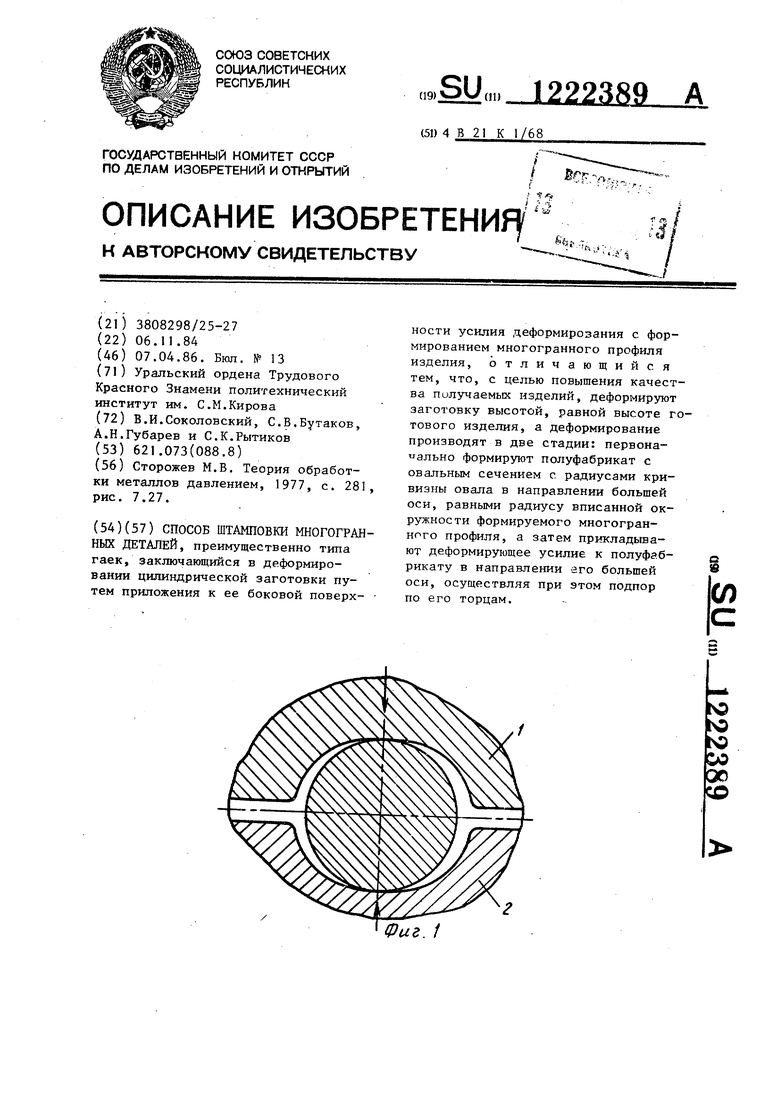
На фиг. 1 представлена начальная стадия процесса деформирования заготовки на фиг. 2 - заключительная стадия формообразования полуфабриката в виде овала} на фиг. 3- начальная стадия штамповки многогранного профиля детали; на фиг.4- заключительная стадия штамповки многогранного профиля детгши.
Способ осуществляется следующим образом.
Цилиндрическую заготовку (фигЛ) размещают между верхней 1 и нижней
2половинами штампа и, прилагая деформирующее усилие к ее боковой поверхности, формируют полуфабрикат
3овальной формы с радиусами кривизны в направлении большей оси, равными радиусу вписанной окружности получаемого многогранного профиля детали. Затем полуфабрикат 3 переносят в другой штамп (фиг, 3), где окончательно штампуют, прикладывая деформирующее усилие к боко- вой поверхности полуфабриката в направлении большей оси овала, производя при этом оформление многогранного профиля 4 на боковой поверхности полуфабриката, получая изделие,
а к торцам заготовки прилагают усилие подпора.
Для устранения заусенца и обеспечения качественного заполнения углов многогранника необходимо, что- 6fc в процессе деформирования сначала произошло заполнение углов в полости штампа, а затем в плоскости разъема. Это достигается в том случае, если путь, преодолеваемый ме- таллом при заполнении углов в полости штампа, меньше, чем в плоскости разъема. Использование заготовки в виде овала позволяет уменьшить путь течения металла при заполнении углов в полости штампа и увеличить в плоскости разъема, причем направление большей оси овала должно совпадать с направлением движения штампов (направлением приложения деформирующего усилия). Радиус кривизны поверхности заготовки, контактиру223892
ющей с поверхностью штампа (т.е. радиус кривизны в направлении большей оси), должен равняться радиусу вписанной окружности получаемого
S многогранника, так как в этом случае для всех углов в полости штампа расстояние между поверхностью заготовки и вершиной угла многогранника одинаково и равно разности диуса описанной и радиуса вписанной окружностей многогранника, кроме того, точка контакта поверхности заготовки и штампа находится в середине грани многогранника, т.е. сме 5 щение Точки приложения усилия к плоскости разъема отсутствует. В том случае, если радиус кривизны в направлении большей оси больше радиуса вписанной окружности, заготовка
20 по форме близка к цилиндpичecкoй поэтому заполнение углов в .полости штампа и устранения заусенца достичь невозможно.
В случае, когда радиус кривизны
25 овальной заготовки в направлении большей оси меньше радиуса вписанной окружности, получение шестигранных изделий невозможно, так как при установке заготовки в штамп она рас30 полагается по диагонали, потому, что это единственное устойчивое положение, а это приводит к искажению формы изделия и поломкам инструмента. Лрименение подпора торцовых по35 верхностей заготовки в процессе обработки устраняет перемещение металла в направлении продольной оси, тем самым высота заготовки остается постоянной в процессе всей де40 формации, а металл течет только в радиальном направлении, которое определяет форму изделия.
Пример. Производят штампов- 45 ку шестигранной гайки Ml О с размером под ключ 17 мм. От прутка диаметром 17,8 мм отрезают заготовку высотой 8 мм. После этого деформируют заготовку в радиальном направ- 50 Ленин до формы овала с радиусами кривизны в направлении наибольшей оси 8,48-8,50 мм. Затем овахгьчую заготовку помещают в штамп и обжимают до шестигранной формы с размером в;5 под ключ 17 ,мм. Штамповые операции осуществляют в закрытых штампах для исключения течения металла в осевом направлении.
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для высадки болтов | 1985 |
|
SU1488098A1 |
| Способ штамповки болтов с многогранной головкой | 1985 |
|
SU1402405A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ | 2001 |
|
RU2203157C2 |
| Способ формирования многогранных головок болтов | 1989 |
|
SU1764757A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, ИМЕЮЩИХ МНОГОГРАННОЕ СЕЧЕНИЕ | 2001 |
|
RU2200642C2 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2013 |
|
RU2538132C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ФИГУРНЫМ ПРОФИЛЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2271893C2 |
| Способ изготовления гаек | 1988 |
|
SU1655650A1 |
| Способ изготовления крепежных деталей с многогранным стержнем | 1990 |
|
SU1759517A1 |
| Способ изготовления полых деталей из трубной заготовки | 2018 |
|
RU2703010C2 |
Фиг.З
Фиг.
Редактор И.Николайчук
Заказ 1730/10Тираж 655Подписное
ВНИИПИ Государственного комитета СССР
ро делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
Составитель В.Бещеков Техред Л.Олейник
Корректор Е.Рошко
| Сторожев М.В | |||
| Теория обработки металлов давлением, 1977, с | |||
| ПАРОПЕРЕГРЕВАТЕЛЬ ДЛЯ ТРУБЧАТЫХ ПАРОВЫХ КОТЛОВ С ЭЛЕМЕНТАМИ, СОСТОЯЩИМИ ИЗ ДВУХ ПЕТЕЛЬ, ВВОДИМЫХ В ПРОГАРНЫЕ ТРУБЫ КОТЛА | 1916 |
|
SU281A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
