Изобретение относится к производству абразивного инструмента, а именно к составам для пропитки шлифовальных кругов, предназначенных для обработки режущих деталей вырубных штампов из высоколегированных штамповых сталей марок Х12М, Х12Ф1, Х12МСТ. Х6ФЧМ. ПХ4В2С2ФЗМ на машиностроительных предприятиях.
Целью изобретения является повышение режущих свойств инструмента и производительности при обработке некаленных штамповых сталей.
Предлагаемый состав для пропитки абразивного инструмента содержит фенол- формальдегидную смолу, ацетон, этиловый спирт, щавелевую кислоту и этилцеллозольв
при следующем соотношении ингредиентов, мас.%:
Фенолформальдегидная смола1.5-6,0
Щавелевая кислота4,0-13.0
Этилцеллозольв35,0-58,0
Этиловый спирт4,5-10,0
Ацетон22,5-40,3
Этот пропитанный состав обеспечивает создание на поверхности шлифовального круга пленки, обладающей высокой абляционной стойкостью (стойкостью к механической, термической и термоокислительной деструкции). Сравнительно невысокое содержание фенолформальдегидной смолы способствует снижению вязкости пропиточоел со ю
00
ю
ного состава,
Введение в состав этилцеллозольва обеспечивает высокую смачивающую способность составу и равномерное обволакивание абразивных зерен слоем пленкообразователя, замедляет процесс испарения легколетучих растворителей (ацетона и этилового спирта), что необходимо для равномерного распределения состава по всему объему шлифовального круга.
Щавелевая кислота в сочетании с фе- нолформальдегидной смолой при повышенной температуре в зоне шлифовки уменьшает коэффициент трения шлифовальных кругов.
С уменьшением силы трения (Pz) снижается температура в зоне резания, вследствие чего устраняются прижоги и улучшается качество обработанной поверхности.
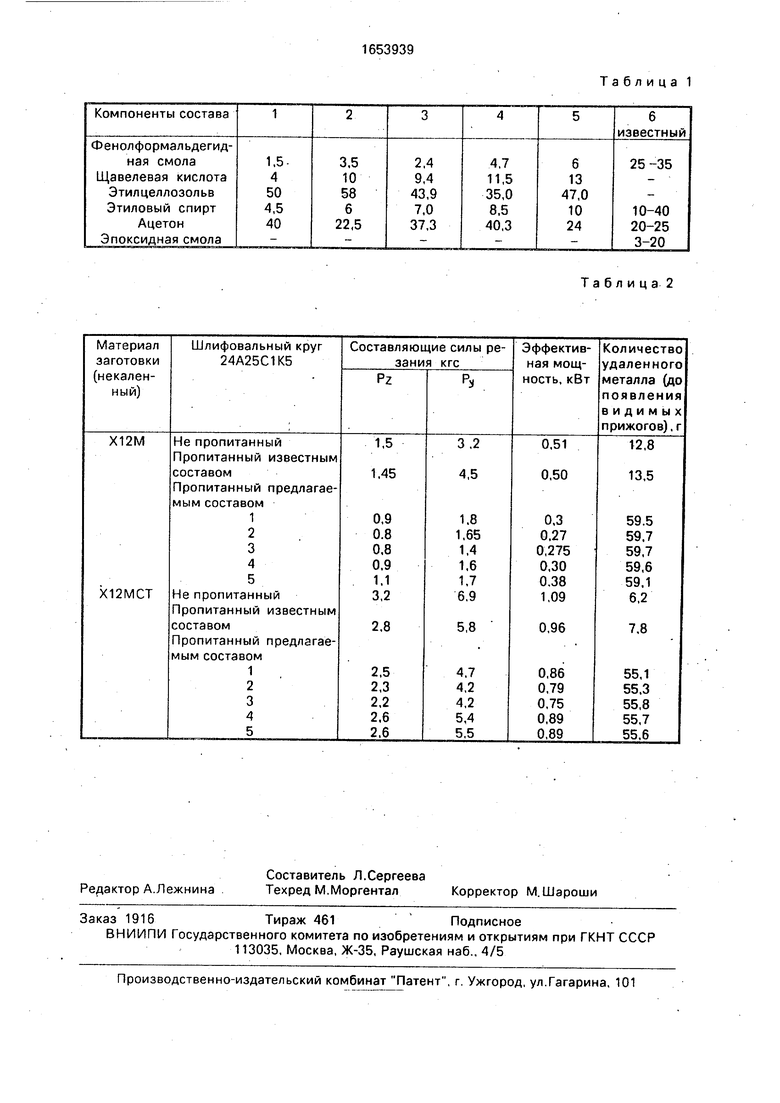
Примеры составов приведены в табл.1. Технология пропитки абразивных кругов предлагаемым составом заключается в следующем.
Абразивный круг периферией погружают в ванну с импрегнирующим составом на толщину рабочего слоя, которая выбирается из условия эксплуатации круга,
Медленным вращением круга в ванне производят пропитку в течение 1-2 мин при комнатной температуре. Вращение может осуществляться вручную. Пропитку можно осуществить в автоматическом режиме полным погружением его в ванну на 4-5 с с последующей сушкой при температуре 50- 80° С в течение 0,5-1,0 ч.
Состав для пропитки готовят следующим образом.
Фенолформальдегидную смолу растворяют в бинарном растворителе (этиловый спирт и этидцеллозольв), после полного растворения засыпают в раствор щавелевую -кислоту и при постоянном перемешивании приливают необходимое количество ацетона. Перемешивание продолжается до полного растворения щавелевой кислоты. Состав представляет собой истинный раствор оранжевого цвета, Жизнестойкость - неограниченное время.
При изменении количества фенолфор- мальдегидной смолы в большую сторону по сравнению с указанным содержанием происходит засаливание круга, изменение в меньшую сторону способствует появлению прижогов.
Изменение количества щавелевой кислоты в сторону увеличения или уменьшения приводит к усилению прижогов.
Изменение количества этилцеллозольва, этилового спирта и ацетона в сторону увеличения приводит к з а теканию пропиточного состава в одну сторону при сушке круга, изменение количества этилцеллозольва и этилового спирта в. сторону уменьшения увеличивает время
сушки.
Изменение количества ацетона в сторону уменьшения приводит к неравномерности распределения пропитки в круге, так как вязкость состава повышается,
0Исследования работоспособности пропитанных и непропитанных кругов проводят на станке мод. ЗГ7Ш кругами прямого профиля 250x20x76 характеристики 24А 25CI К5 по схеме многопроходного плоского
5 шлифования при режимах резания: V 35 м/с, Зпрод 16 м/мин, t - 0,020 мм/дв. ход. Некаленные заготовки из сталей марок Х12М и Х12МСТ изготовлены размерами 21x21x60 мм.
0Тангенциальная Pz и радиальная Ру составляющие силы резания замеряют с помощью динамометра.
Составляющие силы резания, эффективная мощность шлифования, количество
5 удаленного металла (до появления видимых прижогов) пропитанных и непропитанных кругов приведены в табл.2.
Данные эксперимента позволяют утверждать, что пропиточный состав оказыва0 ет существенное влияние не только на улучшение режущих свойств шлифовального круга, но и на производительность шлифования некаленных заготовок.
Если непропитанным кругом с заготов5 ки из стали Х12МСТ удается снять 6.2 -г с заготовки из стали Х12М - 12,8 г, то после пропитки шлифовального круга предлагаемым составом количество снятого металла повышается соответственно до 55,1 и 59,7 г.
0При этом круг работает мягко. Это объясняется снижением составляющих силы резания и эффективной мощности (см. табл.2).
Формула изобретения
5Состав для пропитки абразивного
инструмента, содержащий фенолформаль- дегидную смолу, ацетон и этиловый спирт, отличающийся тем, что, с целью повышения режущих свойств производи0 тельности абразивного инструмента при обработке некаленных штамповых сталей, он дополнительно содержит щавелевую кислоту и этилцеллозольв при следующем соотношении ингредиентов, мас.%:
5 Фенолформальдегидная
смола1,5-6,0
Щавелевая кислота4,0-13,0
Этилцеллозольв35.0-58,0
Ацетон22.5-40.3
Этиловый спирт4,5-10,0
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пропитки абразивного инструмента | 1984 |
|
SU1222520A1 |
| Состав для пропитки абразивных инструментов | 1981 |
|
SU1016336A1 |
| Состав для пропитки абразивного инструмента | 1990 |
|
SU1715563A1 |
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1321566A1 |
| Состав для импрегнирования абразивных инструментов | 2022 |
|
RU2781936C1 |
| Состав для пропитки абразивного инструмента | 1985 |
|
SU1315271A1 |
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1349983A1 |
| Способ изготовления абразивного инструмента | 1983 |
|
SU1131640A1 |
| Способ импрегнирования абразивного инструмента | 1981 |
|
SU1028494A1 |
| Состав для изготовления абразивного инструмента | 1986 |
|
SU1509239A1 |
Изобретение относится к производству абразивного инструмента, а именно к составам для пропитки шлифовальных кругов, предназначенных для обработки режущих деталей вырубных штампов из высоколегированных штамповых сталей на машиностроительных предприятиях. Целью изобре- тения является повышение режущей способности и производительности абразивного инструмента при обработке некаленных штамповых сталей. Для этого состав для пропитки абразивного инструмента содержит фенол форма л ьдегид ну ю смолу, ацетон, этиловый спирт, щавелевую кислоту и этилцеллозольв при следующем соотношении ингредиентов, мас.%: щавелевая кислота 4-13; фенолформальдегидная смола 1,5-6,0; этилцеллозольв 35-58; ацетон 22,5- 40,3; этиловый спирт 4.5-10,0. Указанный пропиточный состав обеспечивает создание на поверхности абразивного круга пленки, обладающей высокой абляционной стойкостью (стойкостью к механической, термической и термоокислительной деструкции). 2 табл. v Ё
Таблица 2
| Состав для импрегнирования абразивных инструментов | 1976 |
|
SU631325A1 |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
