2.Автооператор по п. 1, отличающийся тем, что привод выполнен в виде силового цилиндра.
3.Автооператор по п. 1, отличающийся тем, что длина Е продольных пазов, выполненных в корпусе, определена из соотношения
Изобретение относится к холодной обработке металлов давлением и может быть использовано для подачи командного сигнала на прекращение последующих операций при возникновении возможности подачи, например, в штамп двух или нескольких слипшихся заготовок.
Цель изобретения - расширение технологических возможностей путем обеспечения контроля наличия заготовок.
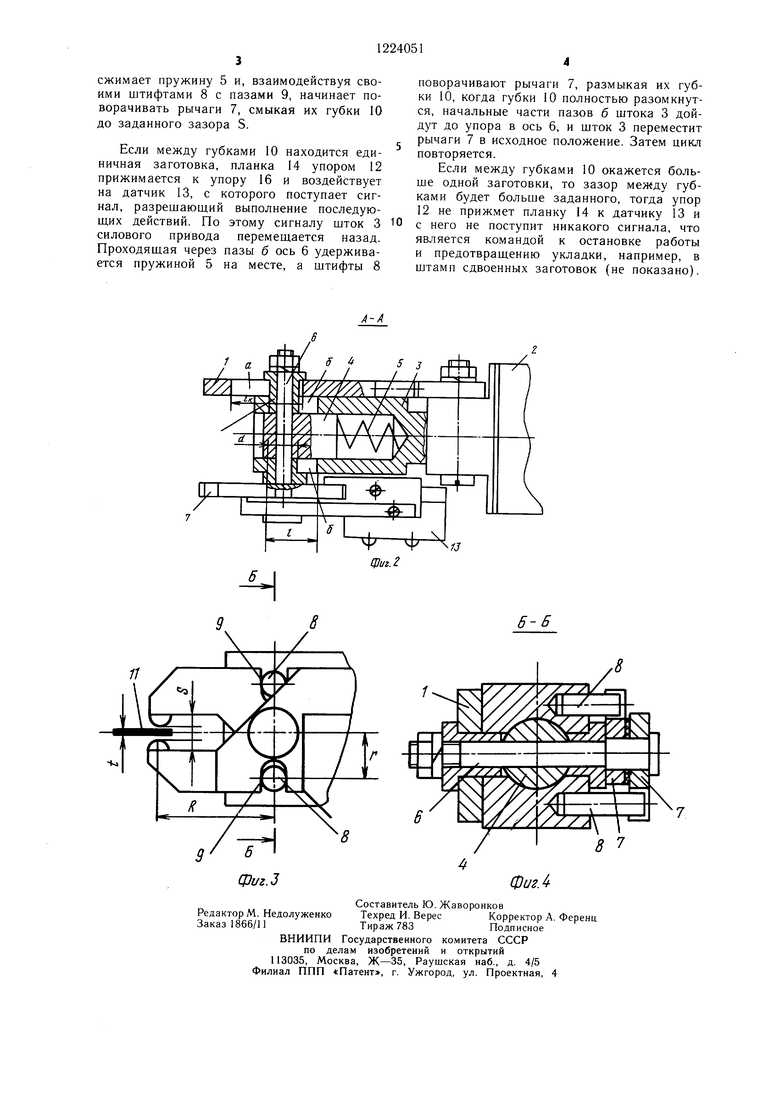
На фиг. 1 изображено устройство для зажима заготовок; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - захватные органы; на фиг. 4 - разрез Б-Б на фиг. 3.
Автооператор содержит корпус 1, в котором закреплен привод, выполненный в виде силового цилиндра 2, полый шток 3, связанный с силовым цилиндром 2 и установленный в корпусе 1, ползупшу 4, смонтированную в полости штока 3, пружину 5, установленную .между ползущкой 4 и штоком 3, ось 6, закрепленную в ползушке 4, захватные органы, выполненные в виде двуплечих рычагов 7, механизм поворота двуплечих рычагов 7. Двуплечие рычаги 7 установлены на оси 6. Механизм поворота двуплечих рычагов 7 выполнен в виде штифтов 8, закрепленных на полом штоке 3 и входящих в пазы 9, выполненные в двуплечих рычагах 7. На концах рычагов 7 закреплены зажимные губки 10 для зажима заготовок 11.
В корпусе 1 и в боковых стенках полого штока 3 выполнены продольные пазы а и б соответственно.
Ось 6 установлена с возможностью перемещения по пазам а и б.
Автооператор содержит также механизм контроля наличия сдвоенных заготовок, выполненный в виде регулируемого упора 12, установленного на конце одного из двуплечих рычагов 7, на одном из концов другого двуплечего рычага 7 закреплен датчик 13 паличия сдвоенных заготовок 11, планку 14, шарнирно закрепленную при
+ d,
д
расстояние между осью и точкой зажима заготовки концами двуплечих рычагов;
расстояние между осью и штифтом; длина хода конца рычага, взаимодействующего с заготовкой; диаметр оси.
помощи оси 15. В планку 14 ввернут регулируемый упор 16. Планка 14 подпружинена относительно двуплечего рычага 7 пружиной 17. Длина пазов б выбирается из условия обеспечения поворота рычагов 7 на угол, достаточный для зажима заготовки 11 губками 10.
Корпус 1 закреплен на упругой подвеске 18. Длина ЕК паза а определяется по уравнению ,
где L-длина хода двуплечих рычагов 7 или оси 6 относительно корпуса 1; d - диаметр оси 6.
5 Длина Е пазов б выбирается из неравенства
-h + d, п
где г - расстояние между осью 6 и штиф0том 8;
h - длина хода зажимной губки относительно оси 6;
R - длина концов рычагов 7, несущих зажимные губки 10.
5 Устройство работает следующим образом.
Регулируемым упором 12 задается зазор S между зажимными губками 10 t, где -толщина заготовки 11. В исходном положении губки 10 раскрыты. Щток 3 и
0 ползушка 4 взаимно раздвинуты друг относительно друга пружиной 5. При подаче воздуха в рабочую полость силового цилиндра перемещаются щток 3 и ползущка 4 на требуемое расстояние L d в направлении заготовки 11. При этом ось 6 скользит из конечной части паза а корпуса 1 в его начальную часть. Переместившись в начальную часть паза 8, ось 6, а следовательно, ползущка 4, в которую она запрессована, останавливается, полый щток 3,
40 продолжая перемещение относительно остановившейся оси 6 на расстояние (-d).
сжимает пружину 5 и, взаимодействуя своими штифтами 8 с пазами 9, начинает поворачивать рычаги 7, смыкая их губки 10 до заданного зазора S.
Если между губками 10 находится единичная заготовка, планка 14 упором 12 прижимается к упору 16 и воздействует на датчик 13, с которого поступает сигнал, разрешающий выполнение последую- ш,их действий. По этому сигналу шток 3 силового привода перемеш,ается назад. Проходящая через пазы б ось б удерживается пружиной 5 на месте, а штифты 8
поворачивают рычаги 7, размыкая их губки 10, когда губки 10 полностью разомкнутся, начальные части пазов б штока 3 дойдут до упора в ось 6, и шток 3 переместит рычаги 7 в исходное положение. Затем цикл повторяется.
Если между губками 10 окажется больше одной заготовки, то зазор между губками будет больше заданного, тогда упор 12 не прижмет планку 14 к датчику 13 и с него не поступит никакого сигнала, что является командой к остановке работы и предотвращению укладки, например, в штамп сдвоенных заготовок (не показано).
| название | год | авторы | номер документа |
|---|---|---|---|
| Клещевая головка хобота ковочного манипулятора | 1983 |
|
SU1133013A1 |
| Станок для обработки заготовок ручек ножей | 1985 |
|
SU1308476A1 |
| Захват промышленного робота | 1985 |
|
SU1313705A1 |
| Устройство к штампу для подачи длинномерных заготовок | 1982 |
|
SU1080906A1 |
| Автомат для резки капиллярных труб | 1986 |
|
SU1360919A1 |
| ЧЕТЫРЕХЗАХВАТНЫЙ АВТООПЕРАТОР | 1973 |
|
SU390917A1 |
| Станок для обработки деревянных заготовок | 1988 |
|
SU1569240A2 |
| Устройство для подачи листового материала в зону обработки | 1987 |
|
SU1442301A1 |
| Гибкий производственный модуль | 1988 |
|
SU1673395A1 |
| Станок для обработки деревянных заготовок | 1983 |
|
SU1155445A1 |

Ф-
J
-Ч
Ц1иг.2
77
6-6
8 7
фигЛ
Редактор М. Недолуженко Заказ 1866/11
Составитель Ю. Жаворонков Техред И. ВересКорректор А. Ференц
Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
| Атооператор | 1974 |
|
SU562411A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
