1
(21)4617297/08
(22)07.12.88
(46) 30.08.91.Бюл. №32
(71)Научно-производственное объединение Атом кот л ома ш
(72)Г.И.Гаврилко, В.Г.Плякин, В.М.Склифа- совский, В.А.Безрядин и С.В.Кузьмин
(53)62-229.7(088.8)
(56)Авторское свидетельство СССР № 1541017. кл. В 23 Q 41/02. 1987.
(54)ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ
(57)Изобретение относится к машиностроению, в частности к гибким производственным модулям для механической обработки деталей. Цель изобретения - повышение производительности. Это достигается тем. что автооператор 14 закреплен на вертикальной стенке защитного кожуха 13 инструмента 9. За счет этого автооператор имеет возможность совместного перемещения с инструментом и взаимодействия своим схватом с отрезаемой частью заготовки. Автооператор выполнен в виде вертикально установленного силового цилиндра, на штоке которого закреплен схват. Опорная поверхность пластины схвата параллельная поверхности обрабатываемой заготовки. Одна губка закреплена на пластине неподвижно, а другая выполнена поворотной. 9 ил.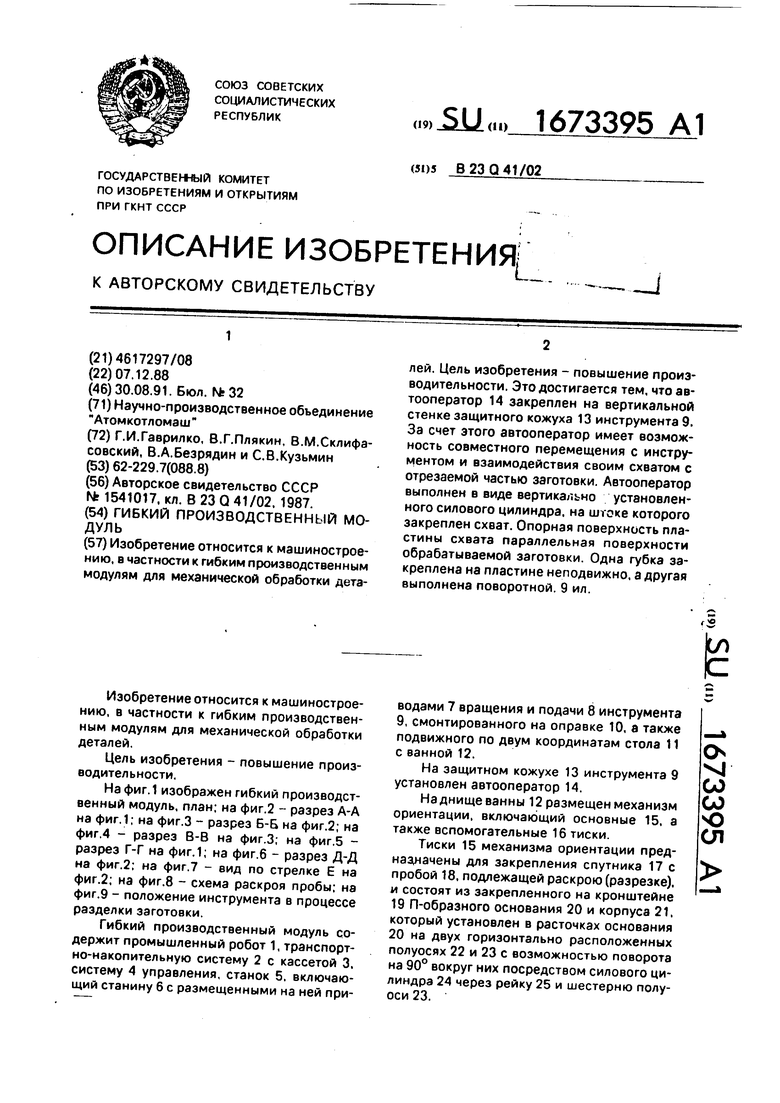

| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль | 1987 |
|
SU1541017A1 |
| Гибкий производственный модуль | 1989 |
|
SU1754421A2 |
| Гибкий производственный модуль | 1989 |
|
SU1782705A1 |
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |
| Гибкий технологический модуль | 1986 |
|
SU1586825A1 |
| Агрегатный модуль с ЧПУ для автоматической линии | 1988 |
|
SU1673391A1 |
| Гибкий производственный модуль | 1988 |
|
SU1516312A1 |
| Гибкая производственная система | 1989 |
|
SU1673397A1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Зубообрабатывающий модуль | 1986 |
|
SU1364442A1 |
Изобретение относится к машиностроению, в частности к гибким производственным модулям для механической обработки деталей. Цель изобретения - повышение производительности. Это достигается тем, что автооператор 14 закреплен на вертикальной стенке защитного кожуха 13 инструмента 9. За счет этого автооператор имеет возможность совместного перемещения с инструментом и взаимодействия своим схватом с отрезаемой частью заготовки. Автооператор выполнен в виде вертикально установленного силового цилиндра, на штоке которого закреплен схват. Опорная поверхность пластины схвата параллельна поверхности обрабатываемой заготовки. Одна губка закреплена на пластине неподвижно, а другая выполнена поворотной. 9 ил.
Изобретение относится к машиностроению, в частности к гибким производственным модулям для механической обработки деталей.
Цель изобретения - повышение производительности.
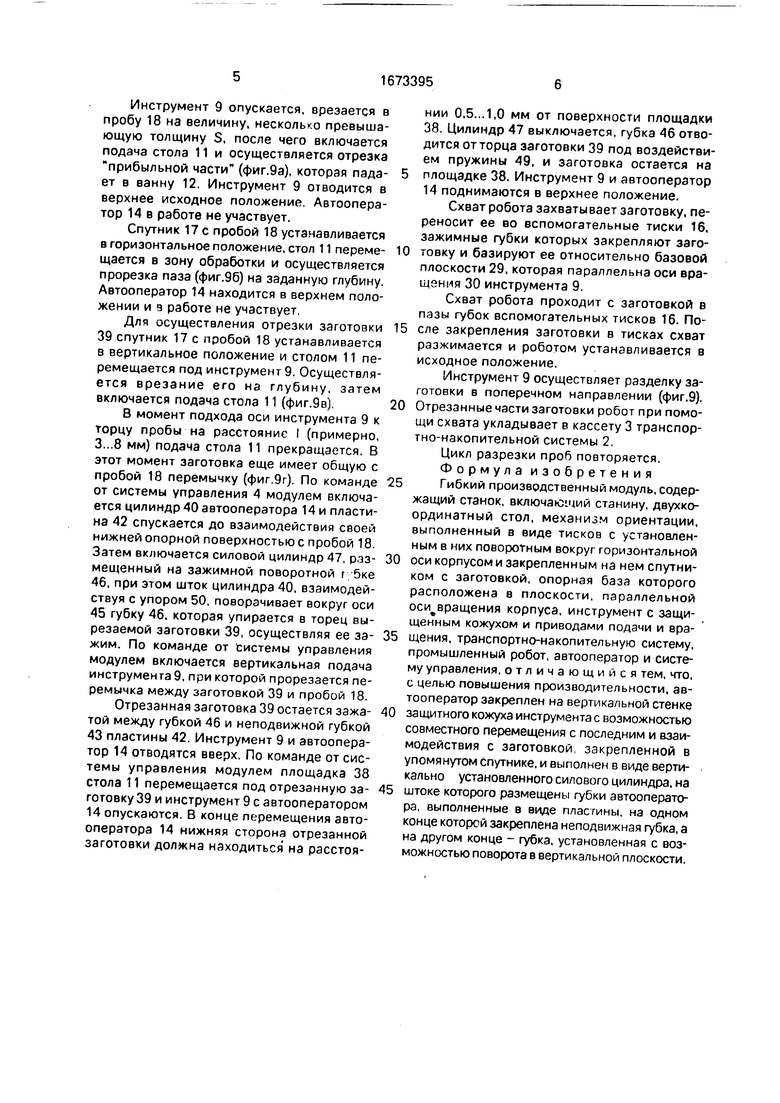
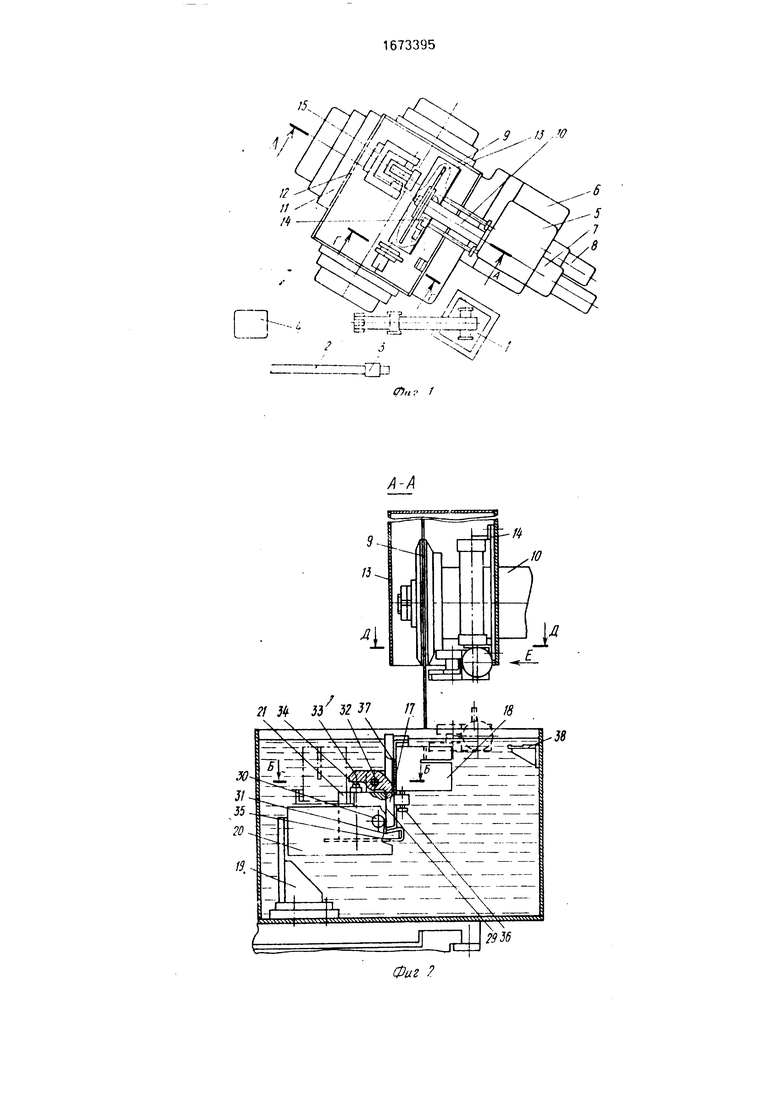
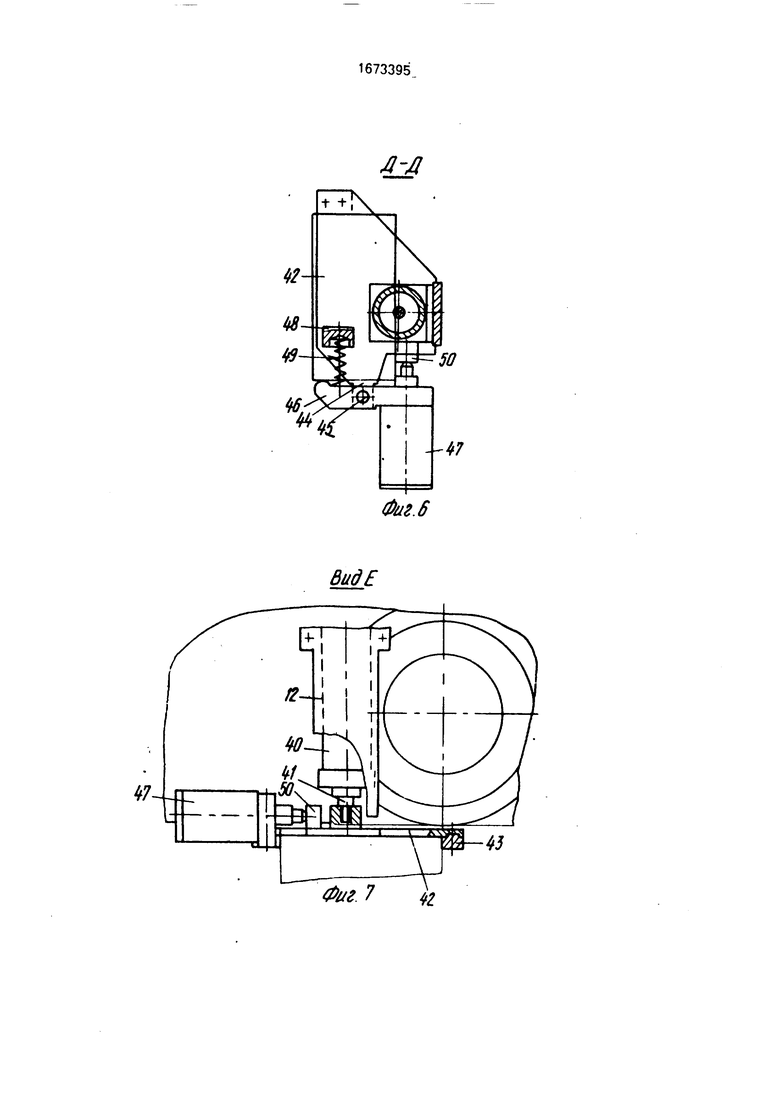
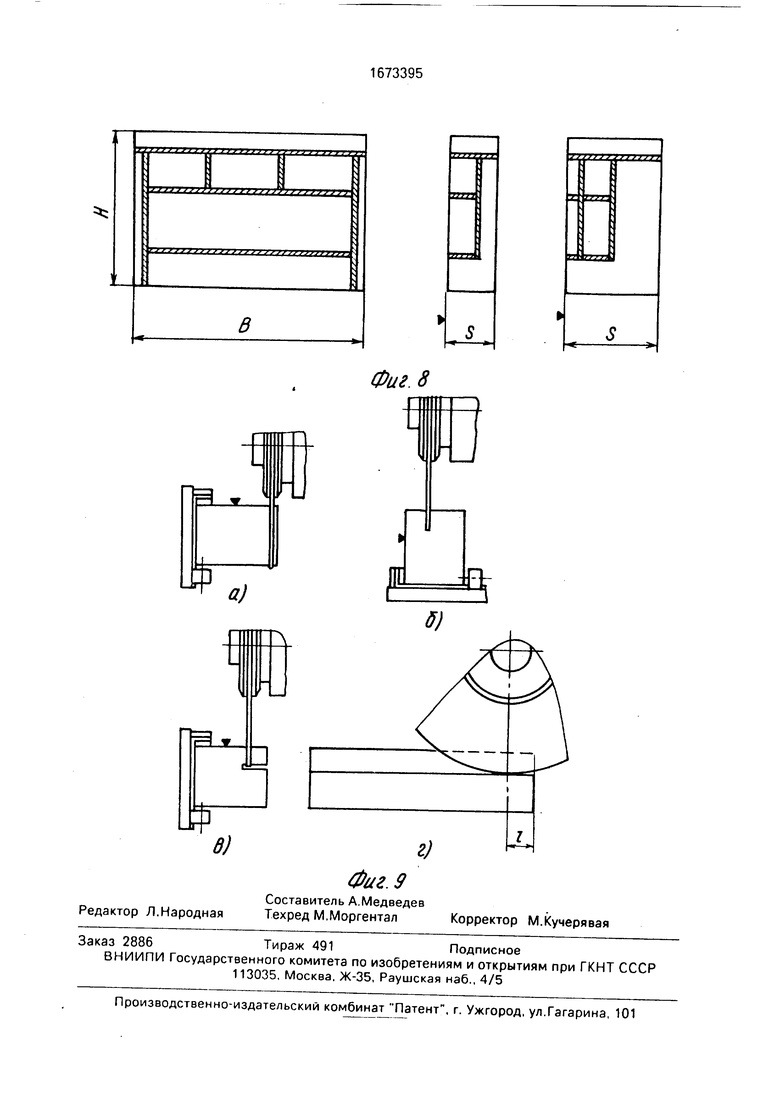
На фиг.1 изображен гибкий производственный модуль, план; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - разрез В-В на фиг.З; на фиг.5 - разрез Г-Г на фиг.1; на фиг.6 - разрез Д-Д на фиг.2; на фиг.7 - вид по стрелке Е на фиг.2; на фиг.8 - схема раскроя пробы; на фиг.9 - положение инструмента в процессе разделки заготовки.
Гибкий производственный модуль содержит промышленный робот 1, транспорт- но-накопительную систему 2 с кассетой 3. систему 4 управления, станок 5. включающий станину 6 с размещенными на ней приИ
водами 7 вращения и подачи 8 инструмента 9, смонтированного на оправке 10, а также подвижного по двум координатам стола 11 с ванной 12.
На защитном кожухе 13 инструмента 9 установлен автооператор 14.
На днище ванны 12 размещен механизм ориентации, включающий основные 15, а также вспомогательные 16 тиски.
Тиски 15 механизма ориентации предназначены для закрепления спутника 17 с пробой 18, подлежащей раскрою (разрезке). и состоят из закрепленного на кронштейне
19П-образного основания 20 и корпуса 21. который установлен в расточках основания
20на двух горизонтально расположенных полуосях 22 и 23 с возможностью поворота на 90° вокруг них посредством силового цилиндра 24 через рейку 25 и шестерню полуоси 23.
О
ч|
CJ
со о ел
Корпус 21 имеет выступ 26. При повороте корпуса выступ 26 ограничивается упорами 27 и 28 стойки основания 20,
На боковой поверхности корпуса 21 закреплен спутник 17 с пробой 18, представляющий собой неподвижную губку, базовая плоскость 29 которой параллельна оси 30 вращения корпуса 21, и выступ 31, опорная плоскость которого расположена под углом (например, 82° и меньше) к плоскости 29 неподвижной губки, что обеспечивает самоторможение спутника при зажиме.
На оси 32,параллельной оси 30 поворота корпуса 21,установлен рычаг 33 с возможностью взаимодействия одного его конца с уступом спутника 17, а другого - со штоком 34 силового цилиндра, размещенного в кор- пусе21, при этом ось цилиндра параллельна базовой плоскости 29 спутника 17. На поверхности выступа 31 закреплена медная пластина 35 для обеспечения подвода электрического тока.
Проба 18 прижата винтами 36 к расположенному на конце спутника 17 выступу, на другом конце спутника выполнен под углом к опорной поверхности скос, обеспечивающий самоторможение при зажиме (например, 82° и менее) Между пробой 13 и спутником 1/. также ич скосе закреплена меднэя пластина 37 Но противоположной пробе 1Р стороне спчтника 17 выполнен уступ, взаимодействующий с концом ричага 33.
На вертикальней стенке ванны 12 закреплена горизонтальная площадка 38, которая предназначена для размещения на ней вырезанной из пробы 18 заготовки 39 перед устанопкой ее во вспомогательные тиса-, 16
Автооперс тор 14 выполнен в виде установленного на вертикальной стенке кожуха 13 гжевматического цилиндра 40, ось которого пррпендикулярна столу 11 станка 5. На штоки ч1 ипиндра 49 акрсплен схват в виде пластины 42, в нижней части которой размещена неподвижная губка 43 Противоположный неподвижной губке 43 конец пла- стины 42 снабжен выступом 44, в вертикальной расточке-которого размещена ось 45. На оси установлена с возможностью поворота вокруг нее зажимная губка 46. при этом выступ 44 пластины 42 входит в паз губки 46. Один конец губки 46 снабжен силовым цилиндром 47, шток которого при выдвижении имеет возможность взаимодействия с размещенным на пластине 42 упором 48, а противоположный конец губки имеет возможность взаимодействие с пружиной 49, размещенной между губкой 46 и упором 50 пластины 42
Исходным положением автооператора является ею верхнее положение.
Гибкий производственный модуль работает следующим образом.
Проба 18 с размерами BxHxS (например, В 220 мм, Н 130 мм, S 26...107 мм) поступает для разделки на гибкий производственный модуль.
В соответствии с картой раскроя пробы
(фиг.8) в общую систему 4 управления гибкого производственного модуля вводится управляющая программа определяющая технологию резки (режимы резания в зависимости от материала пробы, число вырезаемых заготовок-образцов, координаты их размещения в пробе) и порядок работы робота, трансгортно-наколительной системы 2 и станка 5. Оператор, обслуживающий гибкий производственный модуль, вручную устанавливает и закрепляет винтами 36 пробу 18 в спутнике 17. Спутник с пробой устанавливается в поворотный корпус 21 основных тисков 15 до упсра скоса спутника в выступ 31 корпуса 21, при этом медные пластины
35 и 37 совмещаются Включается силовой цилиндр корпуса 21, шток 34 поворачивает вокруг оси 32 рычаг 33,который,упираясь в уступ спутника 17, осуществляет прижим скоса спутника к сыступ Kopnvca 31.
Командой от общей системы управле-имя f гибкий производственный модуль вво- ди;ся в работу в азтоматическом режиме.
На фиг.96 показан пример последовательности вырезки из пробы заготовки образца при вертикальном и горизонтальном расположении корпуса 21 спутника 17.
Автооператор 14 предназначен для удеожания отрезанной от пробы 18 заготовки 39 за торцы и перемещения ее на площадку 38 ванны 12, с которой робот переносит заготовку либо на вспомогательные тиски 16, либо в кассету 3 транспортно- накопительной системы 2.
Для предотвращения падания заготовки
5 на дно ванны 12 в конце хода инструмента 9 пластина 42 автооператора 14 цилиндром 40 опускается до упора в базовую поверхность пробы 39, после чего поворотная губка 46 автооператора 14 прижимает заготовку 39 к
0 неподвижной губке 43 пластины 42 автоопе- ратора 14 за торцы.
Ванна 12 наполняется электролитом. Включается привод 7 вращения инструмен- 5 та 9, смонтированного на оправке 10 и размещенного на станине б станка 5.
Спутник 17 с пробой 18 устанавливается в вертикальное положение. Система управления модулем перемещеэт по двум координатам лтэл 11 с пробой 18 в зону обработки.
Инструмент 9 опускается, врезается в пробу 18 на величину, несколь.о превышающую толщину S, после чего включается подача стола 11 и осуществляется отрезка прибыльной части (фиг.Эа), которая лада- ет в ванну 12. Инструмент 9 отводится в верхнее исходное положение. Автооператор 14 в работе не участвует.
Спутник 17с пробой 18 устанавливается в горизонтальное положение, стол 11 переме- щается в зону обработки и осуществляется прорезка паза (фиг.96) на заданную глубину. Автооператор 14 находится в верхнем положении и э работе не участвует.
Для осуществления отрезки заготовки 39 спутник 17 с пробой 18 устанавливается в вертикальное положение и столом 11 перемещается под инструмент 9. Осуществляется врезание его на глубину, затем включается подача стола 11 (фиг.Эв).
В момент подхода оси инструмента 9 к торцу пробы на расстояние I (примерно, 3...8 мм) подача стола 11 прекращается. В этот момент заготовка еще имеет общую с пробой 18 перемычку (фиг.9г). По команде от системы управления 4 модулем включается цилиндр 40 автооператора 14 и пластина 42 спускается до взаимодействия своей нижней опорной поверхностью с пробой 18. Затем включается силовой цилиндр 47, р.зз- мещенный на зажимной поворотной г 5ке 46, при этом шток цилиндра 40, взаимодействуя с упором 50, поворачивает вокруг оси 45 губку 46. которая упирается в торец вырезаемой заготовки 39, осуществляя ее за- жим. По команде от системы управления модулем включается вертикальная подача инструмента 9, при которой прорезается перемычка между заготовкой 39 и пробой 18.
Отрезанная заготовка 39 остается зажа- той между губкой 46 и неподвижной губкой 43 пластины 42. Инструмент 9 и автооператор 14 отводятся вверх. По команде от системы управления модулем площадка 38 стола 11 перемещается под отрезанную за- готовку 39 и инструмент 9 с автооператором 14 опускаются. В конце перемещения автооператора 14 нижняя сторона отрезанной заготовки должна находиться на расстоянии 0.5... 1,0 мм от поверхности площадки 38. Цилиндр 47 выключается, губка 46 отводится от торца заготовки 39 под воздействием пружины 49, и заготовка остается на площадке 38. Инструмент 9 и автооператор 14 поднимаются в верхнее положение.
Схват робота захватывает заготовку, переносит ее во вспомогательные тиски 16. зажимные губки которых закрепляют заготовку и базируют ее относительно базовой плоскости 29, которая параллельна оси вращения 30 инструмента 9.
Схват робота проходит с заготовкой в пазы губок вспомогательных тисков 16. После закрепления заготовки в тисках схват разжимается и роботом устанавливается в исходное положение.
Инструмент 9 осуществляет разделку заготовки в поперечном направлении (фиг.9). Отрезанные части заготовки робот при помощи схвата укладывает в кассету 3 транспор- тно-накопительной системы 2.
Цикл разрезки проб повторяется, Формула изобретения Гибкий производственный модуль, содержащий станок, включающий станину, двухко- ординатный стол, механизм ориентации, выполненный в виде тисков с установленным в них поворотным вокруг горизонтальной оси корпусом и закрепленным на нем спутником с заготовкой, опорная база которого расположена в плоскости, параллельной оси вращения корпуса, инструмент с защищенным кожухом и приводами подачи и вращения, транспортно-накопительную систему, промышленный робот, автооператор и систему управления, отличающийся тем, что, с целью повышения производительности, автооператор закреплен на вертикальной стенке защитного кожуха инструмента с возможностью совместного перемещения с последним и взаимодействия с заготовкой, закрепленной в упомянутом спутнике, и выполнен в виде вертикально установленного силового цилиндра, на штоке которого размещены губки автооператора, выполненные в виде пластины, на одном конце которой закреплена неподвижная губка, а на другом конце - губка, установленная с возможностью поворота в вертикальной плоскости.
8ЈV
Г
т
Н
I о Ј7
/
Ot ft
Geeem
v NN
Ll LЈ К /К К V
1,
V
(1 6
si
2 20
28
Т
Фиг. 4
5-6
22
Фиг. 5
t + ;
BudE
Фиг. 7 м
д-д
Фиг. 6
{- -rf-r -T-f jr - - -fflff -f -ff7
Ш
«/
t
«/
Редактор Л.Народная
Составитель А.Медведев Техред М.Моргентал
Фиг. 8
Фиг. 9
Корректор М.Кучерявая
