2. Устройство по п. 1, отличающееся тем, что фиксаторы каретки выполнены в виде электромагнитов.
Изобретение относится к устройствам для подачи заготовок к обрабатывающей машине, преимущественно к прессу, и может быть использовано при автоматизации щтам- повочного производства.
Цель изобретения - повышение производительности и расширение технологических возможностей устройства путем его снабжения амортизаторами и фиксаторами, снабжения каретки сбрасыват елем отходов и выполнения кинематической связи в виде подпружиненных толкателей и механизма вывода толкателей.
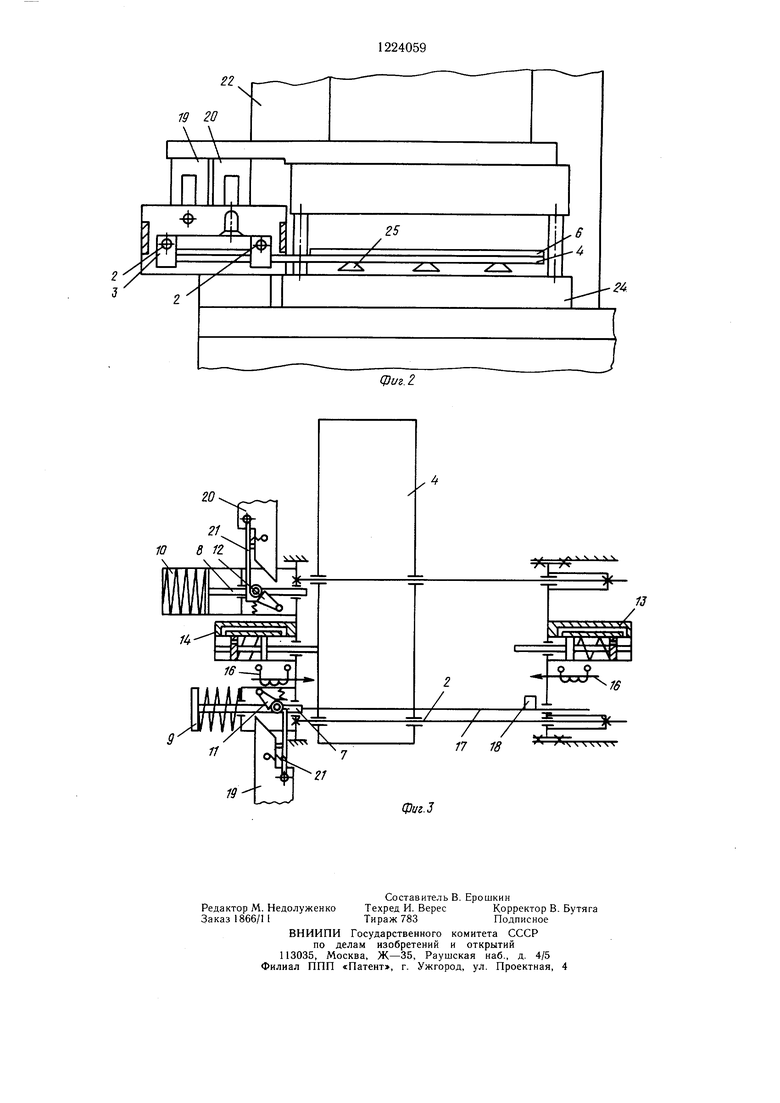
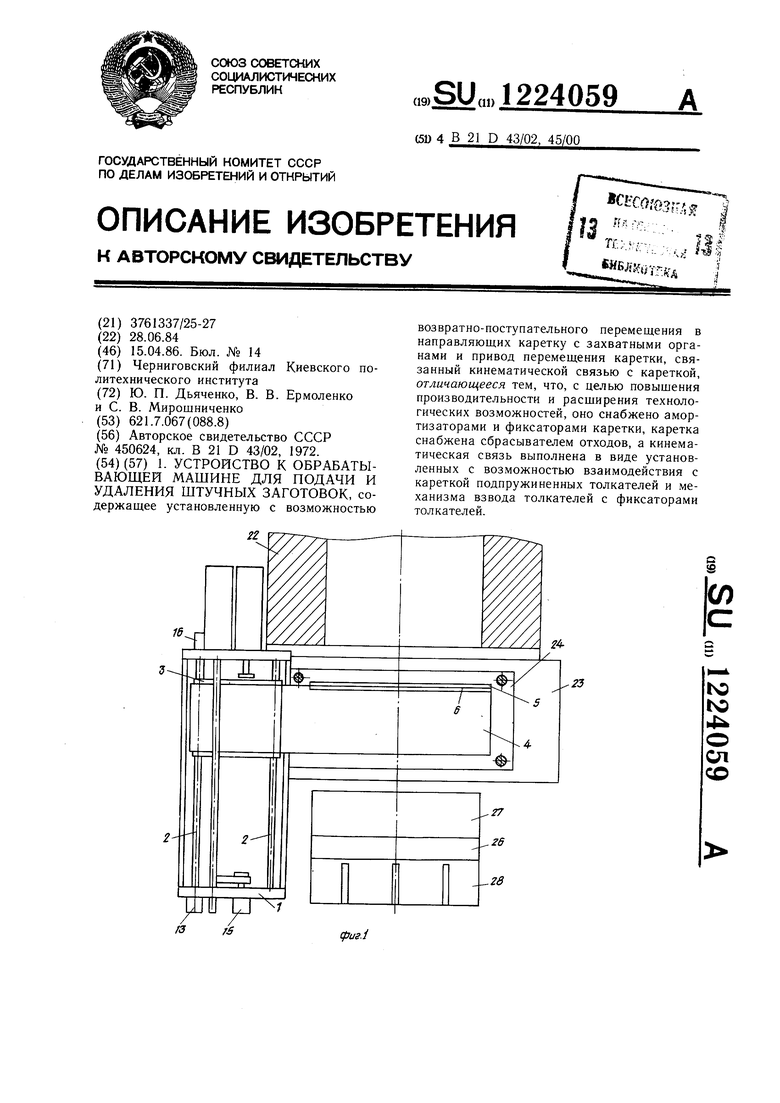
На фиг. 1 показано устройство, вид сверху; на фиг. 2 - то же, вид сбоку; на фиг. 3 - кинематическая схема устройства,
Устройство для загрузки и выгрузки штучных заготовок содержит корпус 1, в корпусе 1 установлены направляющие 2, на которых установлена с воздможностью возвратно-поступательного перемещения каретка 3. На каретке закреплен лоток 4, на котором установлены сбрасыватель отходов 5 и фиксирующая планка 6. В корпусе 1 установлены толкатели 7 и 8, подпружиненные пружинами 9 и 10, фиксаторы толкателей 11 и 12, гидравлические амортизато- ры 13 и 14, фиксаторы каретки 15, выполненные в виде электромагнитов 16 и тяги 17 с упором 18. Толкатели 7 и 8 снабжены механизмами взвода, состоящими из копиров 19 и 20 и подпружиненных планок 21. Копиры 19 и 20 установлены на ползуне пресса 22, на столе 23 которого установлен штамп 24. На каретке 3 установлены вакуумные захваты 25. Перед ползуном пресса 22 установлен магазин 26, имеющий секцию 27 для заготовок и секцию 28 для готовых деталей.
Устройство работает следующи.м образом.
В начальный момент времени лоток 4 расположен над магазином 26 вне зоны штампа. Вакуумные захваты 25 захватывают листовую заготовку из секции 27 магазина 26. При ходе ползуна вверх планка 21 отводит фиксатор 11, освобождающий пру3. Устройство по по. 1 и 2, отличающееся тем, что захватные органы выполнены в виде вакуумных захватов.
0
s
5 0
0
жину 9, которая через тягу 17 и упор 18 передает движение каретке 3.
Во время перемещения каретки в зону штампа отходы от предыдущего цикла штамповки удаляются в полость между ползуном пресса 22 при помощи сбрасывателя 5. В зоне штампа каретка тормозится гидравлическим амортизатором 14 и фиксируется электромагнитом 16. От датчика конечного положения каретки в зоне штамповки система управления отключает вакуумные захваты, и заготовка падает на матрицу штампа 24. Одновременно с этим отштампованная деталь, захваченная пуансонами штампа при ходе ползуна вверх, сбрасывается на лоток 4 при помощи съемника, работающего от неподвижной траверсы (не показано).
В начале хода ползуна вниз с помощью планки 21 выключается фиксатор толкателя 12 и приводится в действие пружина 10, которая через толкатель В передает движение каретке.
Каретка вне зоны штампа тормозится амортизатором 13 и фиксируется электромагнитом 16. Датчик конечного положения каретки блокирует датчик промежуточного положения ползуна. В противном случае, если не сработал датчик конечного положения каретки, датчик промежуточного.положения ползуна через систему управления производит аварийный останов. При торможении готовая деталь под действием сил инерции соскальзывает с гладкой поверхности лотка 4 и попадает в секцию 28 магазина 26. Затем включаются вакуумные захваты от датчика и захватывают заготовку. Пружина 10 запасает энергию от копира 20 при ходе ползуна вниз после срабатывания пружины. Пружина 9 запасает энергию от копира 19 при ходе ползуна вверх, после срабатывания пружины.
Изобретение позволяет повысить скорость перемещения захватного органа, что обеспечивается использование.м аккумуляторов механической энергии в виде пружин сжатия и гидравлических амортизаторов, а также высокой жесткостью и малой относительной массой подвижного органа.
19 20 Jv
х
У
j л
и
/
25
2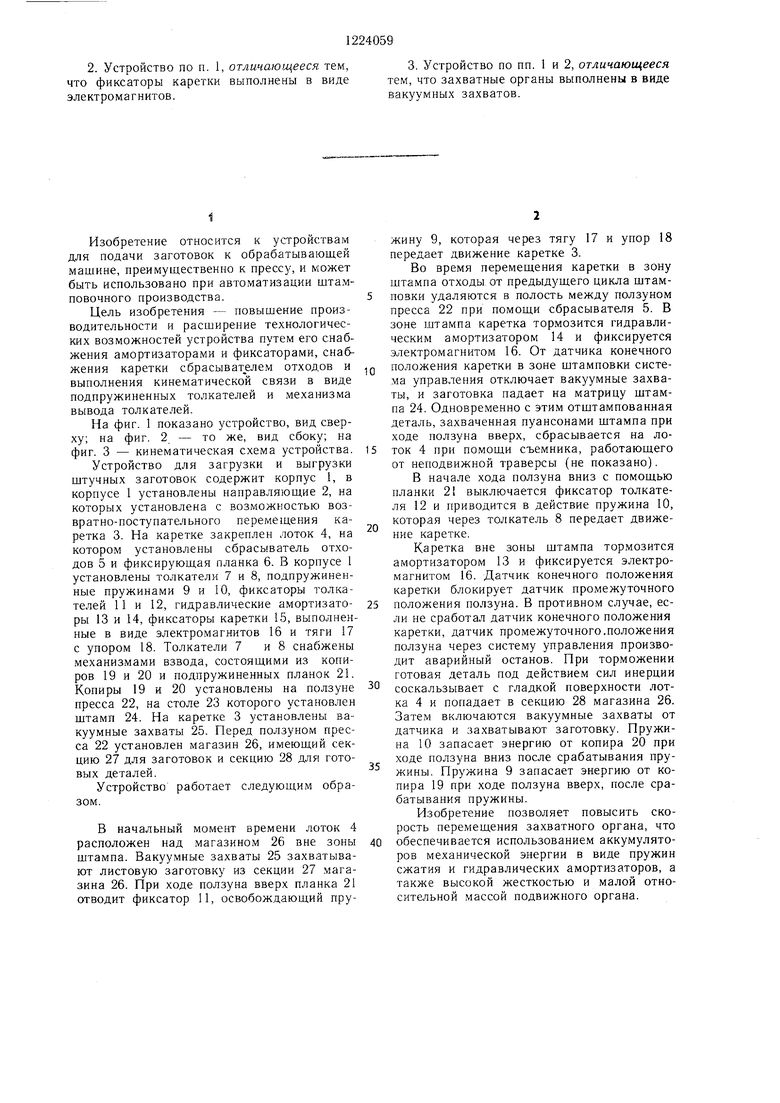
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная линия штамповки деталей | 1986 |
|
SU1389914A1 |
| Устройство для подачи и удаления заготовок из рабочей зоны пресса | 1981 |
|
SU986550A1 |
| Установка для динамического горячего прессования деталей из порошковых заготовок | 1981 |
|
SU984682A1 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1980 |
|
SU946733A1 |
| Штамп для чистовой пробивки отверстий в штучных заготовках | 1978 |
|
SU778872A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ЗАГОТОВОК В ПРЕСС | 1993 |
|
RU2063287C1 |
| Устройство для подачи штучных заготовок в рабочую зону пресса | 1988 |
|
SU1551455A1 |
| Робот к листоштамповочному прессу | 1988 |
|
SU1542672A1 |
| Устройство для подачи листовых заготовок | 1981 |
|
SU1018762A1 |
19
Фиг.З
| Устройство к прессам для подачи и удаления штучных заготовок | 1972 |
|
SU450624A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
