Изобретение относится к устройствам для обработки металлов давлением, в частности к изотермическому деформированию, и может быть использовано для изготовления точивпс заготовок полых деталей.
Цель изобретения - повьшение качества получаемых изделий,
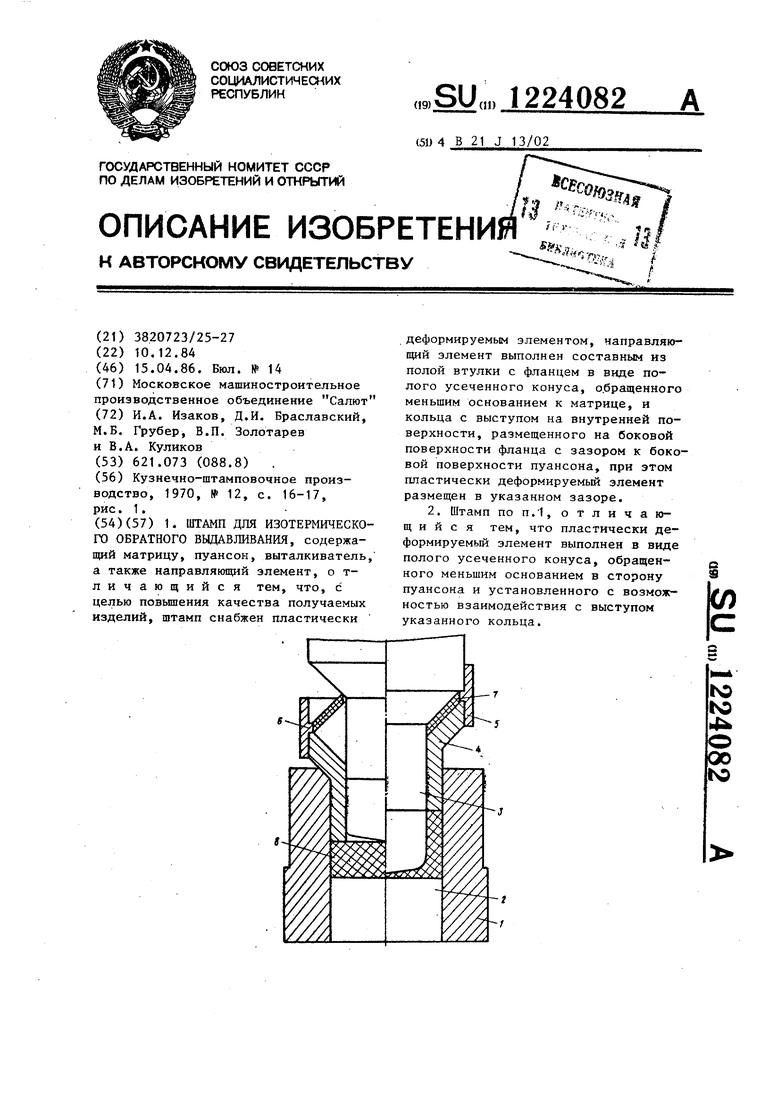
На чертеже представлен штамп,вертикальный разрез (слева - в момент начала процесса выдавливания; справа - в момент окончания процесса вьщавливания).
Штамп содержит матрицу 1., выталкиватель 2, пуансон 3, направляющую втулку с фланцем 4, кольцо 5 с внутренним выступом 6 и пластически деформируемый элемент 7 в виде кольца.
Штамп работает следуюпщм образом
Нагретую исходную заготовку 8 укладывают в матрицу 1 на выталкиватель 2. Затем в матрицу 1 вставляют направляющую втулку 4, на нее устанавливают направляющее кольцо 5 имеющее на внутренней поверхности выступ 6, вместе с пластически деформируемым коническим элементом 7. Дпя предотвращения схватывания элемента 7 с втулкой 4 и пуансоном 3 элемент 7 покрывают слоем нитрида бора.В начале вьздавливания или в некоторый заданный момент процесса (в зависиСоставитель В. Бещеков Редактор Л. Пчелинская Техред И.Попович Корректор М.Самборская
1868/12
Тираж 655 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-33, Раушская наб., д. 4/5
Филиал ШШ Патент, г. Ужгород, ул. Проектная,4
мости от того, начиная с какого момента необходимо противодавление) пуансон 3 своей конической поверхностью нажимает на пластически де- формируемый элемент 7 сверху, в
то же время верхний торец вьщавлива- емой заготовки 8, подн:дааясь, давит на направляющую втулку 4, а та в свою очередь своей конической поверхностью фланца нажимает снизу на пластически двформируем1)й элемент 7, который таким образом пластически деформируется и в конце вьщавливания приобретает исходную форму
и занимает положение, показанное на чертеже справа от оси, т.е. положение, симметричное исходному относительно средней плоскости направляющего кольца 5, которое предотвращает движение наружного диаметра элемента 7. После обратного хода пуансона 3 выдавленное изделие,направляющая втулка 4 и кольцо 5 и пластическое коническое кольцо 7 поднимаются с помощью выталкивателя 2. При вьщавливании следующего изделия направляющее кольцо 5 вместе с элементом 7 переворачивают на 180 , меняя местами торцы. Передав- ливание элемента 7 до толщины меньшей, чем исходная, предотвращается кольцевым выступом на внутренней поверхности направляющего кольца 5.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для выдавливания | 1979 |
|
SU804168A1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| Штамп для выдавливания деталей типа ролика | 1985 |
|
SU1276415A2 |
| Штамп для радиальной калибровки изделий | 1988 |
|
SU1581457A1 |
| Штамп для радиальной калибровки изделий | 1989 |
|
SU1706777A2 |
| Способ изготовления полых изделий | 1983 |
|
SU1148672A1 |
| Способ изготовления изделий типа стержня с фланцем | 1979 |
|
SU1171174A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ РАБОЧИХ КОЛЕС ТУРБОМАШИН С ЛОПАТКАМИ СЛОЖНОГО АЭРОДИНАМИЧЕСКОГО ПРОФИЛЯ И МНОГОРАЗЪЕМНЫЙ РАЗБОРНЫЙ ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2016693C1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| Штамп для изготовления конических деталей с отогнутым фланцем | 1980 |
|
SU958013A1 |
| Кузнечно-штамповочное производство, 1970, № 12, с | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
