Изобретение относится к сварке, а более конкретно - к конструкции зажимных устройств, в частности к автоматам для сварки неповоротных стыков труб, и может быть использовано в хи мической, энергетической и других отраслях машиностроения, где широко применяется автоматическая сварка труб.
Целью изобретения является повьше ние производительности за счет сокращения вспомогательного времени на установку и съем устройства с изделия.
На чертеже представлено устройство, общий вид.
Зажимное устройство содержит корпус 1, в котором размещен механизм настройки, содержащий винт 2, несущий на своем хвостовике клин 3. В корпусе 1 закреплена ось 4, на которой установлены основные зажимные двуплечие рычаги 5, плечи 6 которых контактируют с клином 3, а на концах плеч 7 размещены контактные ролики 8. Рычаги 5 подпружинены между собой пружиной 9. Центр оси 4 расположен на оси винта 2. В корпусе 1 закреплена также ось 10, на которой установлен дополнительный зажимной эле- .мент, выполненный в виде двуплечего рычага 11, на одном плече 12 которого размещен собственно контактный ролик 13, а второе плечо 14 через шарнир 15 связано с рукояткой 16 быстродействующего механизма зажима 17. Рукоятка 16 через шарнир 18 связана с серьгой 19. На оси 20, закрепленной в рукоятке 16, смонтирован поджатый к ней пружиной 21 - ры- чаг 22, имеющий выступ 23, контактирующий с серьгой 19. Вторым концом через шарнир 24 серьга 19 связана с плечом 6 одного из основных зажимных рычагов 5.
Оси 4 и 10 крепления рычагов 5 и 11 размещены на одной окружности, имеющей диаметр D. Расстояние между осями 4 и 10 равно сумме расстояний между шарнирами 15, 18 и 18, 24 и составляет L, а расстояние между осью 4 и шарниром 24 равно расстоя- нто между осью 10 и шарниром 15 и составляет f . Благодаря этому при рабочем положении устройства оси 4. и 10 и шарниры 15 и 24 образуют параллелограмм. Плечи 7 и 12 рычагов 5 и 11 выполнены одинаковой длины г.
0
5
5 0 5
0 5
0
Устройство работает следующим образом.
Для ,настройки механизма на нужный диапазон диаметров труб вращают винт 2, При этом клин 3 перемещается вниз и раздвигает плечи 6 рычагов 5. Плечи 7 сдвигаются до упора элементов 8 в зажимаемую трубу. Одновремен но с этим серьга 19, связанная с рукояткой 16, перемещается вместе с ней и шарниром 15 вниз, разворачивая до.полнительный рычаг It на оси 10, т.е. перемещает плечо 14 вниз, а плечо 12 вместе с за)1дамнь м элементом 13 вверх.
Посколькзг расстояния между 10 и 4 и шарнирами 15 и 24 попарно равны L и Е, шарниры 15 и 24 пере- . мещаются на один угол, а зажимные элементы 8 и 13 за счет того, что плечи / -и 12 рычагов 5 и 11 одинаковы и равны г, перемещаются к центру на одну и ту же величину. Механизм фиксируется на трубе быстродейст ву- ющим механизмом 17, При установке автомата на трубу механизм зажима 17 занимает положение, показанное на чертеже щтрих-пунктирными линиями.
Для того, чтобы закрепить механизм на трубе, перемешдют рычаг 22 вместе с рукояткой 16 к корпусу 1, При этом.рычаг 11 разворачивается на оси 10 до тех пор, пока элемент 13.не зшрется в трубу. При дальней шем движении рукоятки 16 и рычага 22 к корпусу 1 рукоятка 16 и серьга 19 проходят мертвую точку, и меха7
низм фиксируется на трубе.
Чтобы снять механизм с трубы, рычаг 22 перемещают к корпусу 1 При этом рычаг 22 давит выступом 23 на серьгу 19 и разворачивается вокруг выступа 23. Ось 20 вместе с рукояткой 16 идет влево. Рукоятка 16 тянет за собой серьгу 19. Рукоятка 16 и серьга 19 проходят мертвую точку а прулдана 9 откидьшает рукоятку 16 в положение, показанное пунктиром. При этом рычаг 11 разворачивается и отходит от трубы, занимая вертикальное относительно оси устройства положение, Таким образом обеспечивается надежная фиксация трубы и съем автомата с изделия в стесненных условиях, так как зажимные элементы в нерабочем положении располагаются вдоль оси устройства.
Применение предлагае мого устройства позволяет повысить качество сварного соединения за счет исключения погрешности при центрировании и уменьшить время на переналадку с одного диапазона диаметров труб на другой и их зажим, так как перенастройка осуществляется только поворотом винта, а зажим - одним перемещением рукоятки за счет связи дополнительного зажимного элемента с основными рычагами через рукоятку и серьгу.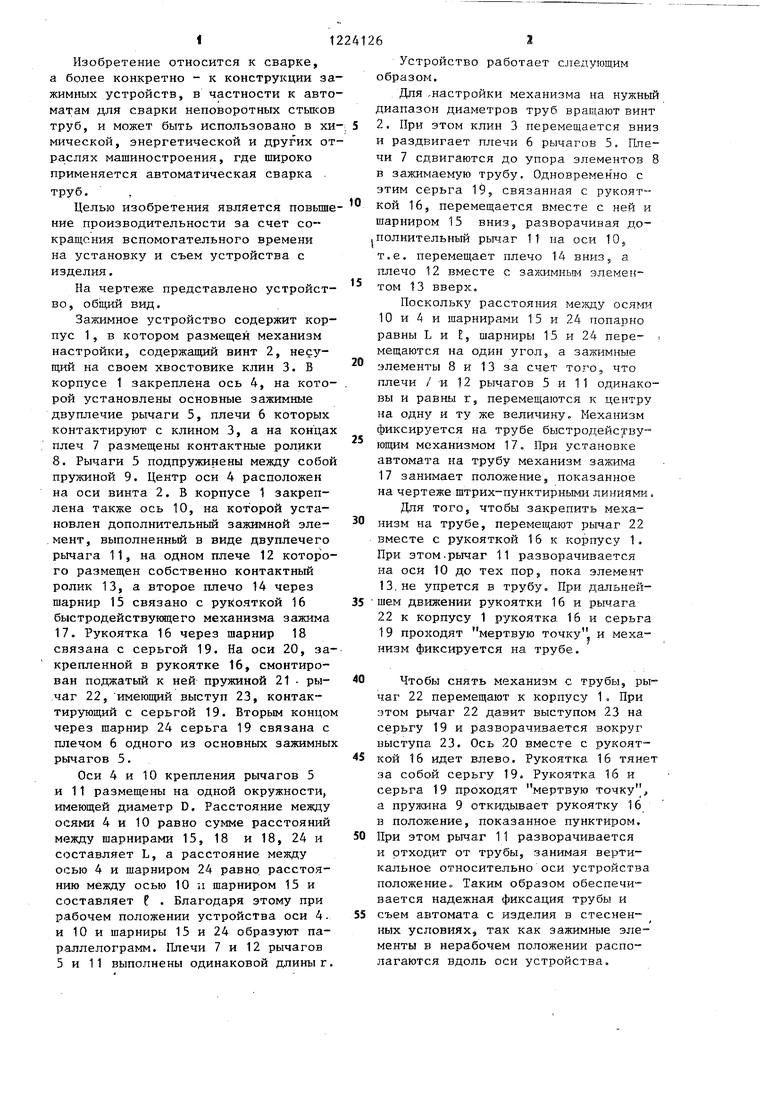
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сварки неповоротных стыков труб | 1976 |
|
SU593865A1 |
| Автомат для сварки неповоротных стыков труб | 1986 |
|
SU1412917A1 |
| Устройство для дуговой обработки | 1988 |
|
SU1523291A1 |
| Устройство для сварки неповоротных стыков труб | 1985 |
|
SU1275852A1 |
| Автомат для сварки неповоротных стыков труб | 1980 |
|
SU944842A1 |
| Устройство для колебания сварочной горелки по дуге окружности | 1978 |
|
SU766786A1 |
| Устройство для размотки рулонного материала | 1986 |
|
SU1315373A1 |
| Устройство для сварки неповоротных стыков труб | 1985 |
|
SU1305987A1 |
| Устройство для сборки раструбного соединения труб | 1988 |
|
SU1594130A1 |
| Устройство для сварки труб из термопластов | 1979 |
|
SU876472A1 |
Составитель -М.Буянов Редактор А.Гулько Техред А.Алиев Корректор Е.Сирохман
Заказ 1872/14 Тираж 1001 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
| Автомат для сварки неповоротных стыков труб | 1980 |
|
SU944842A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для сварки неповоротных стыков труб | 1980 |
|
SU959959A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
