Изобретение относится к порошковой мстал., 5 частности к пресс-формам ,лля гидростатического прессования порошка.
Цель изобретения - расширение тех- но.км и чески X гиэзможиоетей пресс-формы, 11овьп:1е;1ие ее надежности, упрощение конструкции и увеличение производительности ироцессов.
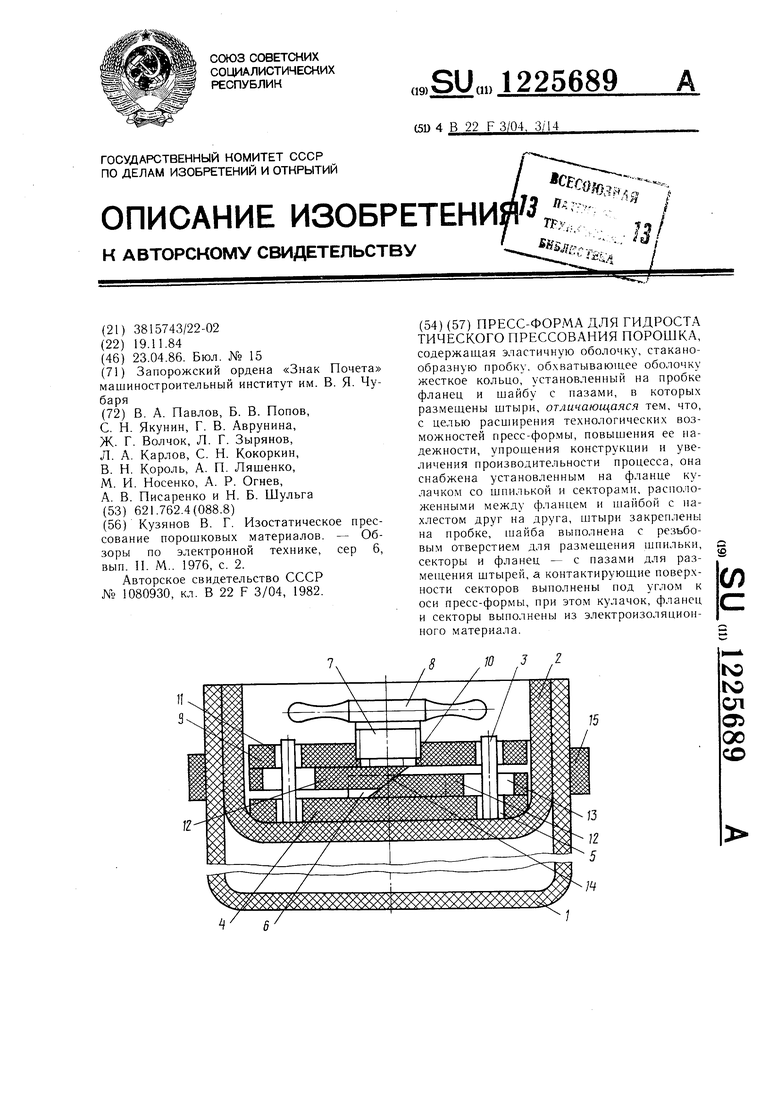
На чертеже изображена схема нресс(|)().
Пресс-форма состоит из эластичной оболочки 1 и стакаиообразной нробки 2, на которой закре.1е;1ы штыри 3 и расположен фланец 4 из электроизоляционного материала, например текстолита, с пазами 5. На фланце 4 .ien кулачок 6, вы- полпснпый из электроизоляционного мате- риа.ма, iiaiipHMcp, текстолита. Кулачок соеди- ен со пшилькой 7, и:а которую одет 1итурза,1 8. На ишильку 7 иакручеиа .наиба 9 с резьбовым отверст ием 10 н пазами И. Между шайбой 9 и фланцем 4 размещены внахлест сектора 12 из элек- т)оизоляционного материала, например, из текстолита с пазами 13, контактиру О1цие поверхности 14 которых выполнены под углом к оси цресс-формы. Эластичную оболочку 1 обхватываег жесткое кольцо 15, установленное иаиротив секторов 12.
Пресс-форма работает следующим образом.
В .ластичную оболочку 1 помегцают сыпучую промежуточную среду и порон1ковую заг отовку (ие но ;азаны), закрывают станко- образиой пробкой 2 и устанавливают кольцо 15. Вран,епием И1турвала 8 вращают шлильку 7 и кулачок 6, который раздвигает сектора 12, уплотняя пресс-форму. При этом шайба 9 за счет вращения шпильки 7 по резьбовому отверстию 10 опускается впиз и прижимает сектора 12 к ф ланпу 4, а за счет трения удерживает сектора па месте. Штыри 3 и пазы 5, 11 и 13 пе позволяют прокручиваться шайбе 9 и секторам 12. При разжатии секторов 12 кулачком 6 иервые сменхаются в радиа.ть- пом направлении, скользя но поверхностям 14, и н разомкнутом виде имеют форму круга без зазоров но боковой поверх- -иости.
0
0
5
0
5
Q
5
После герметизации пресс-формы начинают индукционный нагрев заготовки до заданной температуры и последующее горячее 1 идростатическое прессование. После окончания процееса прессования пггурвалом 8 врашение.м шпильки 7 в обратную сторону отодвигают шайбу 9 вверх и сектопа 12 снимают свою радиальную нагрузку через эластичные элементы пресс-формы ir,, ко.ть- по 15. Тробку 2 В1 1нимают и изг лекь;()т готовое изделие.
Такое конструктивное решение пресс-фсф- мы позволяет за счет применения всех элементов пресс-формы из элект)оизоли- циоппых материалов повысить температуру нагрева порошковой заготовки, 1 ем самьг , создать возможность прессовани;я cavi,x гоплавких nopOHJKOB, т. е. расн ирит ;. тс х пологические возможности нресс-(Ьормь с o.i- иовременным повы| 1ением 1 адежности ее :ia счет повышения надежиости герметизап.чи, которое достигается двойным возл,ействие : па сектора - от кулачка и от niafi6i)i. Герметизация преее-формы неметаллп.ески- ми электроизоляцио1шыми еекторами нозво- ляет обеспечить надежность работы пресс- формы при многократном испо;1ьзованич, что невозможно при значительном -:агрев(. с использовапием в известном уст 1ойстг1е металлической куполообразной упругой П1ай- бьг, так как при пагреве ее упругие свойства теряют и происходит необратимая деформация. Выполпение cc-KTOix;rs внахлест и с контактирующими повср н-:ос- тями под углом к оси позволяет обес -печить г ерметизацию пресс-формы .чо всей окружности без разрывов, тем са.мым повысив }1адежность нресс-4)ормьг Замена куполообразной шайбы на сектора позволяет па 5--10 см уменьшить высоту затвора, что в конечном итоге позволит при прочих равных условиях уве.тичить высоту пресс-формы, а следовательно, уве;1ичить высоту прессуемой заг отовки, а с ней и производительность процесса прессования. Bin- полпение нресс-формы без теплоизолирующих элементов, а также замена куполообразной упругой мeтa,лли ecкoй шайбы на электроизоляционные сектора позволяет упростить как конструкцию, так и технологию изготовления пресс-формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изостатического прессования порошка | 1985 |
|
SU1242305A1 |
| Пресс-форма для гидростатического прессования порошка | 1982 |
|
SU1080930A1 |
| Пресс-форма для горячего гидростатического прессования из порошка изделий с внутренней полостью | 1986 |
|
SU1405969A1 |
| Пресс-форма для гидростатического прессования порошка | 1987 |
|
SU1502197A1 |
| Пресс-форма для прессования металлических порошков | 1979 |
|
SU863179A1 |
| ЗАТВОР ПОВЫШЕННОЙ ГЕРМЕТИЧНОСТИ И ВИБРАЦИОННОЙ СТОЙКОСТИ ДЛЯ СОСУДОВ И АППАРАТОВ, РАБОТАЮЩИХ ПОД ВНУТРЕННИМ ИЛИ НАРУЖНЫМ ДАВЛЕНИЕМ | 2004 |
|
RU2268428C1 |
| Автоматическая линия для изготовления изделий из порошковых материалов | 1989 |
|
SU1733250A1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ КОЛЬЦЕВОЙФОРМЫ | 1970 |
|
SU268880A1 |
| Пресс-форма для изготовления бетонных и железобетонных криволинейных элементов | 1986 |
|
SU1433805A1 |
| Разъемная пресс-форма для гидростатического прессования металлического порошка | 1984 |
|
SU1232372A1 |
| Кузянов В | |||
| Г | |||
| Изостатическое прессование порошковых материалов | |||
| - Обзоры по электронной технике, сер 6, вып | |||
| И | |||
| М. | |||
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Пресс-форма для гидростатического прессования порошка | 1982 |
|
SU1080930A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
