Изобретение относится к порошковой металлургии, в частности к пресс-формам для гидростатического прессования крупногабаритных трубчатых изделий, например фильтр- элементов.
Цель изобретения - повышение надежности и производительности прессования.
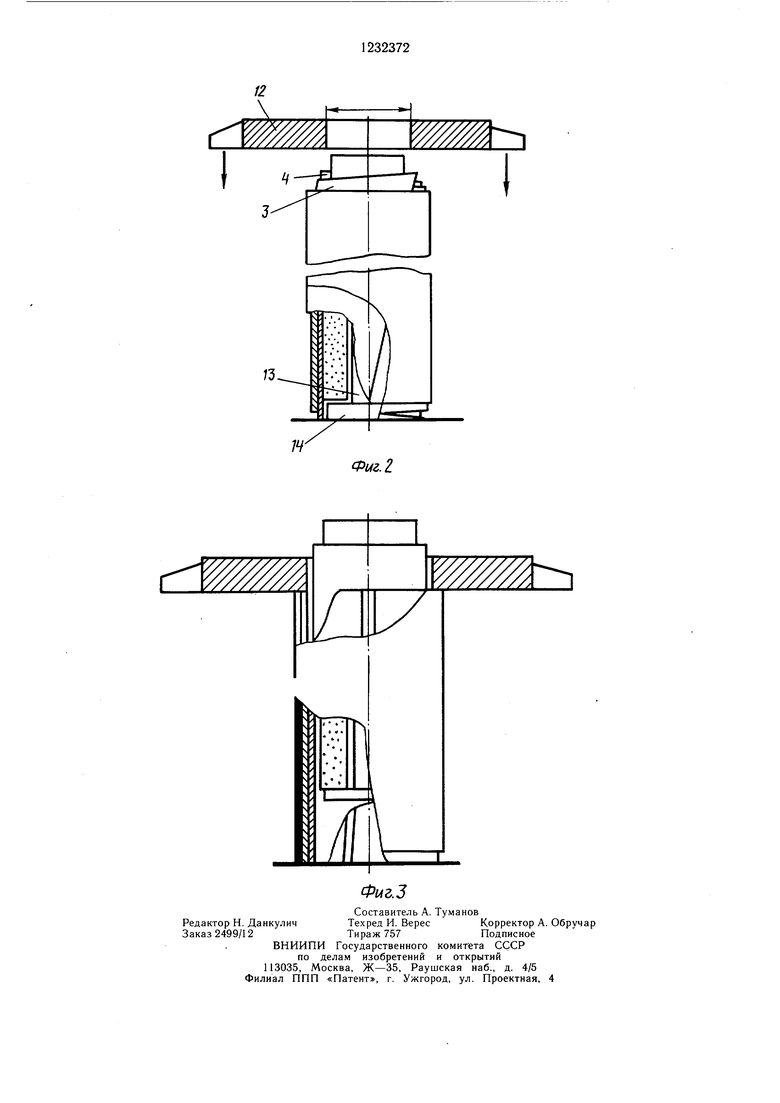
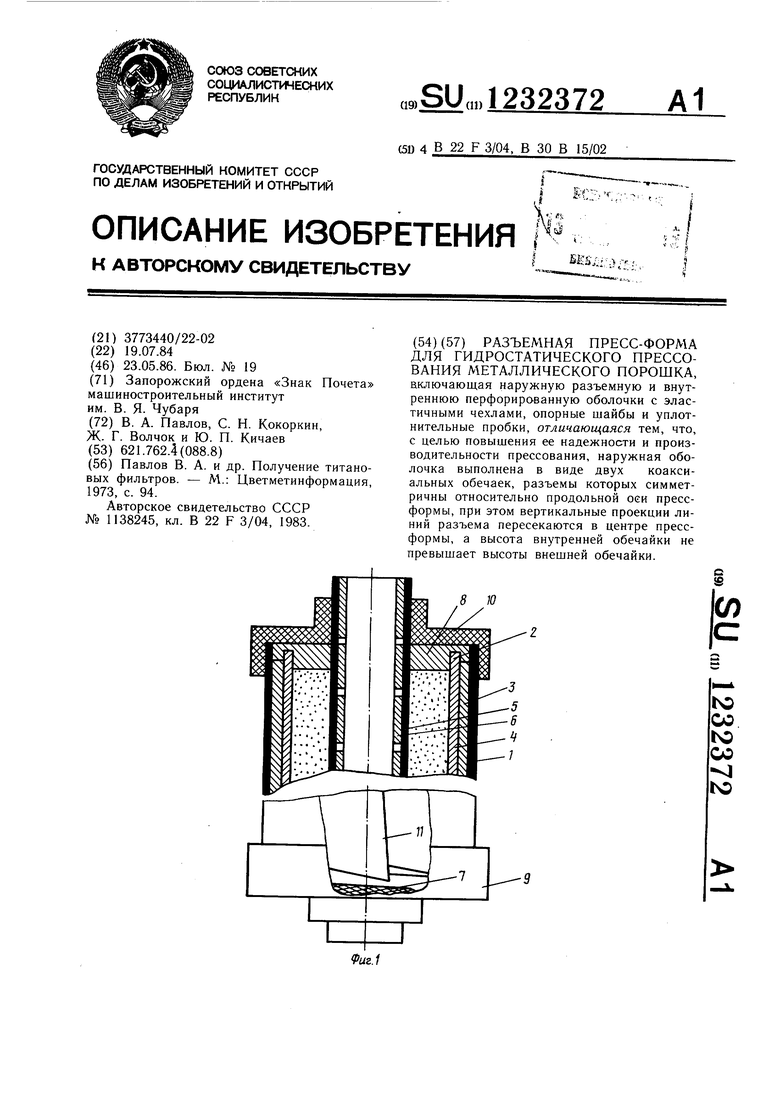
На фиг. 1 показана пресс-форма, общий вид; на фиг. 2 - то же, на стенде извлечения до распрессовки; на фиг. 3 - то же, в момент извлечения изделия.
Пресс-форма включает резиновый чехол 1, наружную разъемную оболочку 2, состоящую из внешней 3 и внутренней 4 обечаек, резиновый чехол 5, внутреннюю перфорированную оболочку 6, опорные центрирующие шайбы 7 и 8 и уплотнительные эластичные пробки 9 и 10. Разъемы 11 обечаек 3 и 4 выполнены симметрично относительно продольной оси пресс-формы.
Для извлечения заготовки пресс-форму помещают на стенд, содержащий траверсу 12, съемный кондуктор 13 с опорной плитой 14.
Пресс-форму собирают следующим образом.
Обечайки 3 и 4 помещают одна в другую таким образом, что вертикальные проекции линии разъема пересекаются между собой в средней части пресс-формы. Линии разъема обечаек смещают одна относительно другой в радиальной плоскости на величину 180°.
На собранную таким образом оболочку надевают чехол 1 из резины. Нижний торец заглущают центрирующей щайбой 7. Внутрь наружной разъемной оболочки 2 вставляют перфорированную оболочку 6, на нее надевают резиновый чехол 5. Затем надевают эластичную пробку 9. Пресс-форму устанавливают на вибростол, на котором производят засыпку порошка с одновременным виброуплотнением. По окончании процесса засыпки устанавливают верхнюю пробку 10.
Пресс-форма работает следующим образом.
Собранную пресс-форму помещают в гидростат и осуществляют прессование по любому заданному закону.
После окончания цикла прессования пресс-форму извлекают из гидростата и осуществляют ее демонтаж. Снимают эластичные пробки 9 и 10, опорные центрирующие шайбы 7 и 8 и извлекают перфорированную оболочку 6 с чехлом 5. Затем наружную оболочку 2 с эластичным чехлом 1 и спрессованной заготовкой помещают на стенд извлечения. Диаметр отверстия в траверсе 12 стенда извлечения (фиг. 2) превышает наружный диаметр спрессованной заготовки.
Пресс-форму устанавливают вертикально на съемный кондуктор 13 таким образом,
чтобы нижний торец заготовки был расположен над опорной плитой 14 кондуктора. При перемещении вниз траверсы 12 осуществляется извлечение фильтра из пресс- формы за счет упругой деформации в осе вом сечении и соответствующей пропорциональной радиальной раздачи разрезных обечаек на определенную величину.
Для гарантированного обеспечения первоначального деформирования наружной разрезной обечайки ее высота должна быть
0 больще или равна высоте внутренней обечайки. При условии, когда высоты обечаек равны между собой, осуществляется совместное пропорциональное деформирование обечаек.
После этого осуществляется извлечение через отверстие в подвижной траверсе 12 съемного кондуктора 13 с расположенной на его опорной плите 14 заготовкой фильтр- элемента. После выноса заготовки траверса 12 устройства извлечения поднимается вверх
д и наружная разъемная оболочка 2 с надетым на нее эластичным чехлом 1 готова к последующему повторному использованию. Предлагаемая пресс-форма для гидростатического прессования позволяет ликвидировать ручной труд на операции извлечения
за счет устранения поддержки вручную пресс-форм в первый момент упругого деформирования на установке извлечения. Расположение обечаек таким образом, что вертикальные проекции линий разъема пересекаются в средней части, позволяет взаимно
0 уравновесить моменты, возникающие при приложении осевой нагрузки и направленные на отклонение оси пресс-форм от вертикального положения.
Затраты времени на операцию извлечения заготовки снижаются в 2-10 раз.
Кроме того, повышается долговечность обечаек наружной оболочки за счет исключения возможности их пластической деформации.
.1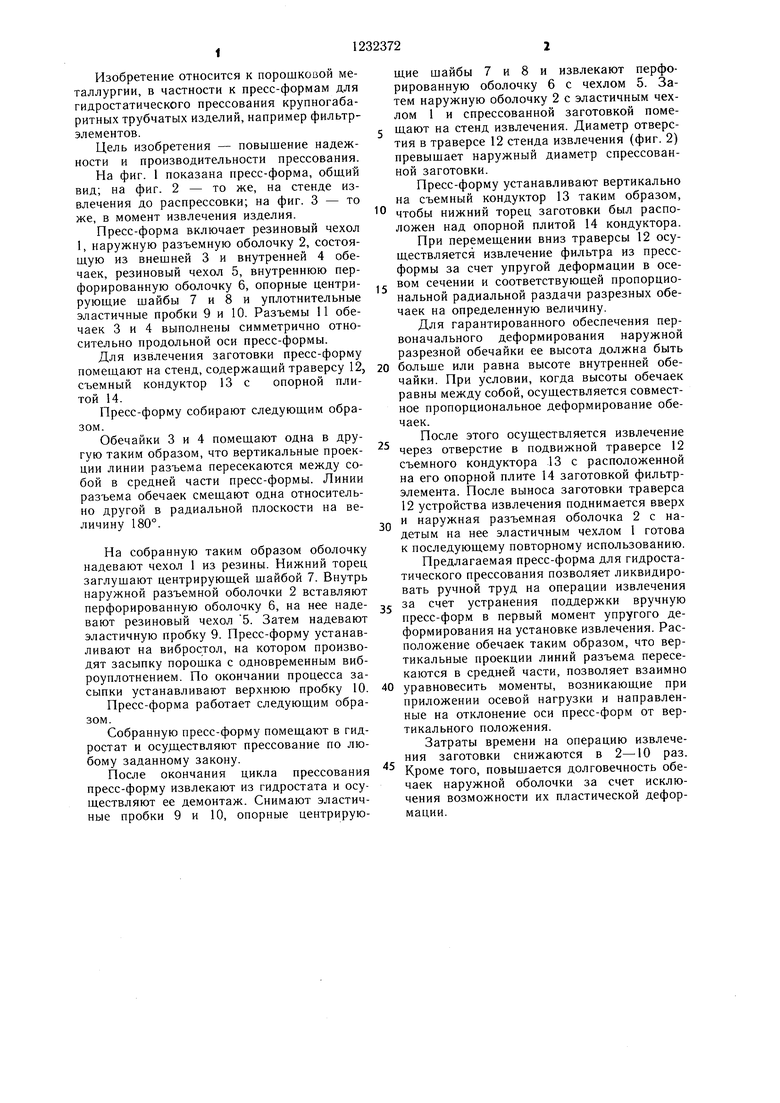
| название | год | авторы | номер документа |
|---|---|---|---|
| Разъемная пресс-форма для гидростатического прессования металлического порошка | 1983 |
|
SU1138245A1 |
| Пресс-форма для гидростатического прессования порошков | 1983 |
|
SU1199449A1 |
| Пресс-форма для гидростатического прессования порошков | 1981 |
|
SU961858A1 |
| Пресс-форма для гидростатического прессования порошков | 1973 |
|
SU466951A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОСТАТИЧЕСКОГО ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1972 |
|
SU347119A1 |
| РАЗЪЕМНАЯ ПРЕСС-ФОРМА ДЛЯ ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ПОРОШКОВ | 1972 |
|
SU420399A1 |
| СПОСОБ ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2033898C1 |
| Устройство для гидростатического прессования трубчатых изделий из порошка | 1982 |
|
SU1061932A1 |
| Гидростат для формования стаканообразных изделий | 1985 |
|
SU1260115A1 |
| Способ гидростатического прессования изделий из порошка | 1983 |
|
SU1156851A1 |
-,
Фиг-З
Составитель А. Туманов
Редактор Н. ДанкуличТехред И. ВересКорректор А. Обручар
Заказ 2499/12Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патеит, г. Ужгород, ул. Проектная, 4
| Павлов В | |||
| А | |||
| и др | |||
| Получение титановых фильтров | |||
| - М.: Цветметинформация, 1973, с | |||
| Экономайзер | 0 |
|
SU94A1 |
| Разъемная пресс-форма для гидростатического прессования металлического порошка | 1983 |
|
SU1138245A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
