10
15
Изобретение относится к ремонтному производству и может быть использовано при восстановлении зубчатых колес.
Целью изобретения является повышение качества колес при восстановлении зубьев, имеющих износ по длине, и снижение усилия деформирования.
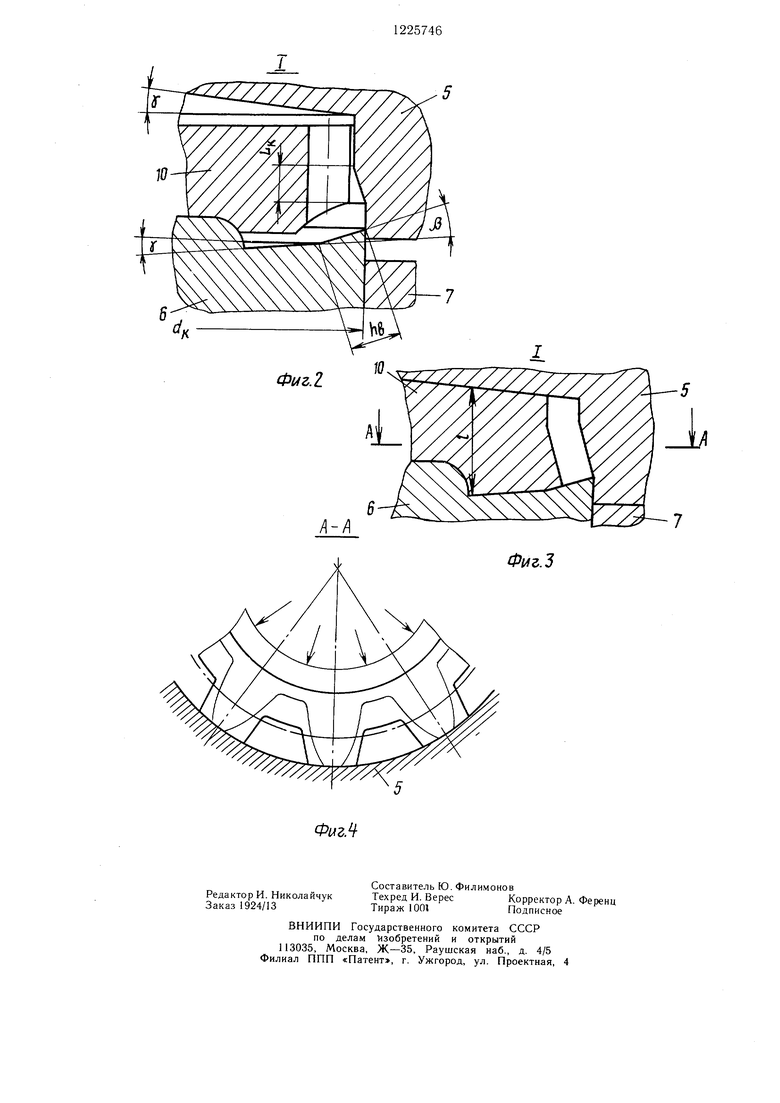
На фиг. 1 изображен штамп для восстановления зубчатых колес, обш:.ий вид; на фиг. 2 - узел I на фиг. 1 (до восстановления зубчатого колеса); на фиг. 3 - то же, после восстановления зубчатого колеса; на фиг. 4 - разрез А-А на фиг. 3.
Штамп для восстановления зубчатых колес содержит верхнюю плиту 1 с установленными на ней тягами 2 и пуансоном 3. На уступах тяг 2 подвешена средняя подпружиненная плита 4 с секционной гладкой матрицей 5. Торцовая и часть боковой поверхности полости матрицы 5 образованы поверхностями расположенных с охватом зоны износа зубьев по длине двух конусов, основания которых обращены к нижнему пуансону 6. Длина конической полости матрицы определяется длиной максимального торцового износа зуба по длине, который определяется по анализу партии изношенных зубчатых колес, обработанному методами математической статистики, что позволяет восстанавливать зубчатые колеса, имеющие максимальный износ по-длине зубьев. Диаметр dti основания конической полости матрицы 5 назначается из условия свободного зо течения металла к торцам зубьев и должен быть больше наружного диаметра восстанавливаемого зубчатого венца на один модуль зацепления, так как металл зубьев в процессе деформации принимает форму тра20
25
действия своими штоками с нижним пуансоном 6.
Штамп работает следующим образом.
В исходном положении верхняя плита 1 с lyaHcOHOM 3 и тягами 2 поднята ползуном пресса. На уступах тяг 2 подвешена подпружиненная средняя плита с матрицей 5 в раскрытом положении.
Восстанавливаемое зубчатое колесо 10, нагретое до ковочной температуры, одевается на оправку 8 и опускается до упора в торец нижнего пуансона 6. Затем начинает опускаться верхняя плита 1. Тяги 2 входят в отверстия нижней плиты 7, а плита 4 торцами клиньев секционной матрицы 5 ложится на выступ нижней плиты 7. Происходит закрытие секционной матрицы, и она охватывает наружные поверхности восстанавливаемого зубчатого колеса.
После остановки промежуточной средней плиты 4 продолжается дальнейшее движение верхней плиты 1 с пуансоном 3, который, войдя в контакт с восстанавливаемым зубчатым колесом 10, производит деформирование. В процессе деформирования вначале происходит радиальная раздача венца за счет внедрения пуансона 6 в тело венца, и зубья приобретают форму неправильной трапеции в плане с увеличением ширины и уменьшением их высоты вследствие упора вершин зубьев в образующую матрицы 5.
Затем происходит процесс осадки. При этом поверхность наружного конуса рабочей поверхности пуансона 6, равная высоте Li зуба венца, вступает в контакт с торцами зубьев и, удерживая их от образования складок холодного спая, осаживает вепеции с уширением к торцу. Рабочая поверх-35 нец с заполнением конической полости матность нижнего пуансона 6 образована поверхностями двух сопряженных между собой конусов, наружный из которых расположен с охватом торцов зубьев, а угол наклона f его образующей к оси щтампа равен углу наклона торца зубчатого венца. Такая форма исполнения матрицы 5 и нижнего пуансона 6 снижает усилие деформирования при заполнении металлом торцов зубьев, исключает образование холодных спаев и создает необходимый запас металла для восстановления торцового износа зубьев.
На нижней плите 7 штампа закреплена центральная оправка 8, поверхность которой охватывает нижний пуансон 6. Выталкиватель 9 расположен с возможностью взаимо40
рицы о на высоте LjJ Зубья венца зубчатого колеса 10 приобретают форму, показанную на фиг. 3. Остальная часть венца ограничивается плоскостями, образованными углами Т, создающими направленное течение металла к вершинам зубьев.
При обратном ходе происходит подъем верхней плиты 1 с пуансоном 3, а уступы тяг 2 поднимают среднюю плиту 4, заставляя раскрываться секционную матрицу 5 и 45 тем самым освобождая наружные поверхности зубчатого колеса 10. После остановки верхней плиты 1 штоки выталкивателя 9 поднимают нижний пуансон 6 и тем самым снимают восстановленное колесо с центральной оправки 8.
действия своими штоками с нижним пуансоном 6.
Штамп работает следующим образом.
В исходном положении верхняя плита 1 с lyaHcOHOM 3 и тягами 2 поднята ползуном пресса. На уступах тяг 2 подвешена подпружиненная средняя плита с матрицей 5 в раскрытом положении.
Восстанавливаемое зубчатое колесо 10, нагретое до ковочной температуры, одевается на оправку 8 и опускается до упора в торец нижнего пуансона 6. Затем начинает опускаться верхняя плита 1. Тяги 2 входят в отверстия нижней плиты 7, а плита 4 торцами клиньев секционной матрицы 5 ложится на выступ нижней плиты 7. Происходит закрытие секционной матрицы, и она охватывает наружные поверхности восстанавливаемого зубчатого колеса.
После остановки промежуточной средней плиты 4 продолжается дальнейшее движение верхней плиты 1 с пуансоном 3, который, войдя в контакт с восстанавливаемым зубчатым колесом 10, производит деформирование. В процессе деформирования вначале происходит радиальная раздача венца за счет внедрения пуансона 6 в тело венца, и зубья приобретают форму неправильной трапеции в плане с увеличением ширины и уменьшением их высоты вследствие упора вершин зубьев в образующую матрицы 5.
Затем происходит процесс осадки. При этом поверхность наружного конуса рабочей поверхности пуансона 6, равная высоте Li зуба венца, вступает в контакт с торцами зубьев и, удерживая их от образования складок холодного спая, осаживает ве
рицы о на высоте LjJ Зубья венца зубчатого колеса 10 приобретают форму, показанную на фиг. 3. Остальная часть венца ограничивается плоскостями, образованными углами Т, создающими направленное течение металла к вершинам зубьев.
При обратном ходе происходит подъем верхней плиты 1 с пуансоном 3, а уступы тяг 2 поднимают среднюю плиту 4, заставляя раскрываться секционную матрицу 5 и тем самым освобождая наружные поверхности зубчатого колеса 10. После остановки верхней плиты 1 штоки выталкивателя 9 поднимают нижний пуансон 6 и тем самым снимают восстановленное колесо с центральной оправки 8.
Фиг.2
I
Фиг.З
.Ч
Редактор И. Николайчук Заказ 1924/13
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
Составитель Ю. Филимонов
Техред И. ВересКорректор А. Ференц
Тираж 1001Подписное
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ КОЛЬЦЕВЫХ ДЕТАЛЕЙ | 1999 |
|
RU2163175C1 |
| Штамп для штамповки выдавливанием | 1981 |
|
SU1006026A1 |
| Способ восстановления зубчатых венцов колес | 1985 |
|
SU1449302A1 |
| Штамп для восстановления зубчатых колес | 1986 |
|
SU1425019A1 |
| Способ восстановления изношенных зубчатых колес | 1979 |
|
SU874249A1 |
| Способ восстановления зубчатых колес | 1991 |
|
SU1803298A1 |
| Способ изготовления конических зубчатых колес | 1990 |
|
SU1729677A1 |
| Штамп для восстановления цилиндрических зубчатых колес | 1982 |
|
SU1006149A1 |
| Способ восстановления деталей с внутренним зубчатым профилем | 1988 |
|
SU1648712A1 |
| Устройство для восстановления профиля зубчатых колес | 1980 |
|
SU940973A1 |

| Масино М | |||
| А | |||
| Восстановление изношенных косозубых шестерен способом пластического деформирования | |||
| Информ.-техн | |||
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
