Изобретение относится к металлообработке и касается заточки резцов с криволинейной режущей кромкой.
Цель изобретения - повышение производительности и качества заточки.
На фиг. 1 показана схема заточки фасонного призматического резца; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - заточенный резец, вид спереди; на фиг. 4 - то же, вид сверху; на фиг. 5 - то же, вид сбоку.
Шлифовальный круг 1 вращается вокруг оси OiOi. Заготовка резца 2 устанавливается в пазу державки 3, которая представляет собой цилиндр, вращающийся вокруг оси ОО. В цилиндрической державке 3 под углом а к оси ОО выполнен паз, в который устанавливается заготовка резца 2. Ось ОО цилиндрической державки 3 параллельна оси OiOi щлифовального круга 1.
Заготовка резца 2 опорными поверхностями С и D и передней пов ерхностью устанавливается в паз цилиндрической державки 3. Угол а определяется по формуле
, где а и b - соотвегственно малая и большая полуоси требуемого эллипса. Обработку заготовки резца ведут до-совпадения затачиваемой поверхности с поверхностью цилиндрической державки.
Предлагаемое техническое решение основывается на формообразовании цилиндрических высокоточных поверхностей на щлифо- вальных, например, наружных круглоцктифовальных станках. Достижение точного размера цилиндрической поверхности при шлифовании на наружных круглошлифовальных станках гарантировано конструкцией данных станков и способом шлифования на них. При достижении размера цилиндрической поверхности, автоматически, с той же са- fviofl точностью получается и геометрическая точность профиля режущей кромки фасонного резца, так как эллиптическая режуш,ая кромка Е-Е является частью линии эллипса 4, получаемого при пересечении цилиндра плоскостью, расположенной под рас- чегным углом к оси цилиндра, а задняя поверхность является частью цилиндрической поверхности.
Возможность стабильного закрепления резца при заточке резцов относительно оси вращения при заточке, отсутствие влияния износа щлифовального круга на точность размера радиуса щлифуемого цилиндра, а исключение поднастройки промежуточных кинематических цепей, выполняемых при реализации известных способов заточки резцов, имеющих эллиптические режущие кромки и исключение многочисленных переходов промежуточного контроля качества геометри ческой точности профиля эллиптической режущей кромки по сравнению с любым из известных способов заточки позволяет повысить производительность и качество заточки фасонных призматических резцов с эллиптической режущей кромкой.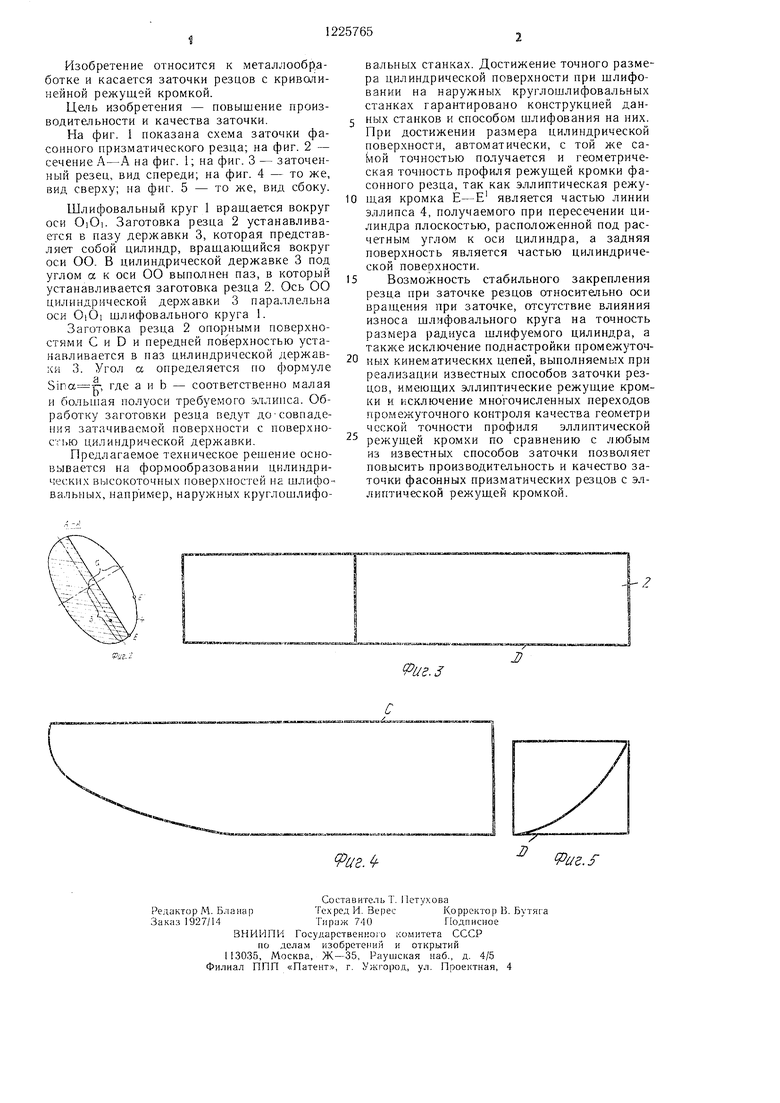
| название | год | авторы | номер документа |
|---|---|---|---|
| Фасонный резец для обработки параболических поверхностей | 1948 |
|
SU104230A1 |
| Способ заточки переходно-зачищающей кромки резца | 1981 |
|
SU1122481A1 |
| Способ окончательной заточки алмазных резцов с дугообразной режущей кромкой | 1987 |
|
SU1491666A1 |
| Инструментальный блок для станков | 1943 |
|
SU68936A1 |
| УСТРОЙСТВО для ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО ИНСТРУМЕНТА | 1969 |
|
SU252874A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ КРИВОЛИНЕЙНЫХ РЕЖУЩИХ КРОМОК ИЗДЕЛИЙ ТИПА РЕЗЦОВ | 1969 |
|
SU247069A1 |
| Устройство для заточки резцов | 1932 |
|
SU45178A1 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| СПОСОБ ОТДЕЛОЧНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЯ С ЭЛЛИПТИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 2001 |
|
RU2211129C1 |
| Способ заточки зубьев режущего инструмента | 1982 |
|
SU1161343A1 |

Составитель т. Нетухова
Редактор М. БланарТохредИ. ВересКорректор В. Бутяга
Заказ 1927/14Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Рау1иская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
иг.
J)
х
г.
jj
| Гамр Ф | |||
| Шлифование фасонных деталей | |||
| Профиздат, 1955, с | |||
| Регулятор для ветряного двигателя в ветроэлектрических установках | 1921 |
|
SU136A1 |
