Изобретение относится-к балансировочной технике, а именно к . балансировке роторов турбин комплектацией лопаток.
Цель изобретения - измерение центра масс и длины группы деталей.
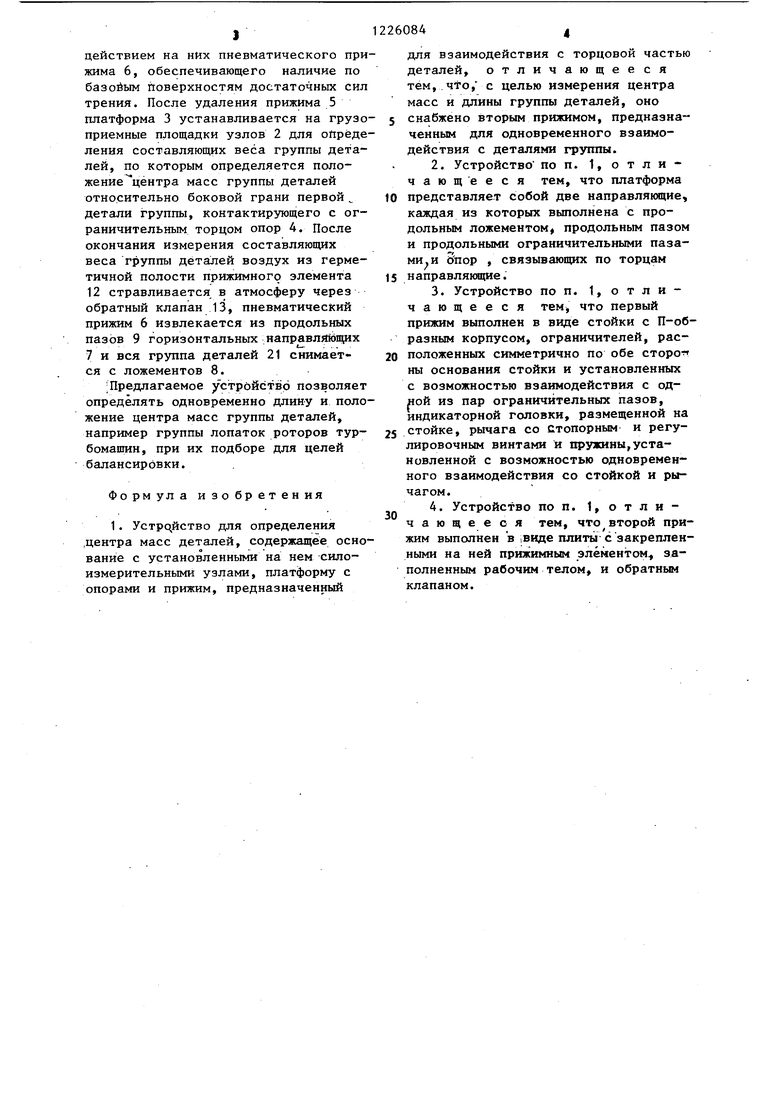
На фиг. 1 представлена конструкция предлагаемого устройства; на фиг. 2 - разрез А-А на фиг, 1..
Устройство для определения центра масс деталей содержит основание 1 силоизмерительные узлы 2, платформу 3 с опорами 4, прижим 5 и второй прижим 6. Платформа 3 состоит из двух
направляющих 7, каждая из которых вы- 15 дится воздух из сетевой магистрали
полнена с ложементом 8, продольным пазом 9 и ограничительными пазами 10. Второй прижим 6 выполнен в виде плиты 11 с прижимным элементом 12 и обратным клапаном 13. Прижим 5 выполнен в виде стойки 14, ограничителей 15, индикаторной головки 16, рычага 17, стопорного винта 18у регулировочного винта 19 и пружины 20. На ложементы 8 устанавливается группа деталей 21.
Устройство работает следующим образом.
Группа деталей 21 устанавливается на ложементы 8 горизонтальных направляющих 7. В продольные пазы направляющих 7 устанавливают пневматический прижим 6.На П-образнуюповерхность горизонтальных направляющих устанавливается прижим 5 так,, чтобы ее П-образное основание контактировало с сопрягаемыми гранями П-образной поверхности горизонтальных направляющих 7, а пара органичителей 15 попала в соответствующую по длине измеряемой группе деталей пару ограничительных пазов Ю при этом винт 19 завернут до устранения, зазора между стойкой 14 и рыча- t OM 17.
После установки прижима 5 на платформу 3 винт 19 отворачивается до появления зазора между его торцом и рычагом 17, при этом пружина 20 вступает в одновременное взаимодействие со стойкой 14 и группой деталей 21 посредством рычага 17.
Под действием пружины 20 прижим 5 двигается по П-образной поверхности направляющих 7 до f nopa в рабочие грани ограничительных п азов 10 ограничителей 15, а под в оздействием рычага 17 группа детален 21 прижимается сопрягаемыми поверхностями друг к другу и к ограничительному торцу
опор 4, зазоры между отдельными изделиями группы при этом полностью выбираются I
Однако для деталей, взаимный контакт между которыми осуществляется в процессе измерения по тонким кромкам, а базирование на ложементе - по точкам, возможно перекашивание и уменьшение измеряемого суммарного размера. Поэтому после устранения долевого зазора между отдельными деталями групп и ограничительным торцом корпуса включается пневматический прижим, для чего к обратному прижиму подво
0
5
5
0
сжатого воздуха с давлением 4-6 ати, который проходит через клапан и герметичную полость прижимного элемента 12,- который под действием воздуха расширяется и взаимодействует с группой деталей в плоскости, перпендикулярной приложению нагрузки от пружины 20. При этом восстанавливается нормальный контакт отдельных деталей группы между собой по сопрягаемым поверхностям при отсутствии зазоров между ними. Воздушный шланг магистрали сжатого воздуха удаляется,- однако в полости пневматического прижима сохраняется прежнее давление, так как обратный клапан препятствует выходу Воздуха из герметичной полости в атмосферу. В таком положении производится считывание с индикаторной головки 16 результата измерения отклонения длины группы деталей от номинального значения, на которое настроен прижим 5 с учетом размера от ограничительного торца опор 4 до рабочих граней ограничительных пазов 10, использующихся для базирования прижима 5. При измерении длины группы деталей боковая грань первой детали группы касается ограничительного торца опор 4 и, следовательно, лежит, в плоскости точек контакта пары опорных элементов силовых узлов с грузо- приемной площадкой, а боковая грань последней детали в группе контактирует с рычагом 17 прижима 5.
После измерения длины группы деталей винт 19 заворачивается до устранения зазора между стойкой 14 и рычагом 17, при этом контакт рычага с боковой гранью последней детали группы 5 исчезает и освободившийся прижим 5 снимается с платформы 3. Взаимное положение отдельных деталей группы при этом не нарушается в связи с воздействием на них пневматического прижима 6, обеспечивающего наличие по базовым поверхностям достаточных сил трения. После удаления прижима 5 платформа 3 устанавливается на груэо- приемные площадки узлов 2 для определения составляющих веса группы деталей, по которым определяется положение центра масс группы деталей относительно боковой грани первой детали группы, контактирующего с ограничительным торцом опор 4. После окончания измерения составляющих веса группы деталей воздух из герметичной полости прижимного элемента 12 стравливается в атмосферу через обратный клапан 13, пневматический прижим 6 извлекается из продольных пазов 9 горизонтальных направлЯ1()щих 7 и вся группа деталей 21 снимается с ложементов 8.
Предлагаемое устройство позволяет определять одновременно длину и положение центра масс группы деталей, например группы лопаток роторов тур- бомашин, при их подборе для целей балансировки.
Формула изобретения
1. Уcтpqйcтвo для определения дентра масс деталей, содержащее основание с установленными на нем сило- измерительными узлами, платформу с опорами и прижим, предназначенный
для взаимодействия с торцовой частью деталей, отличающееся тем, что, с целью измерения центра масс и длины группы деталей, оно снабжено вторым прижимом, предназначенным для одновременного взаимодействия с деталями группы.
2.Устройство по п. 1, отличающееся тем, что платформа
0 представляет собой две направляющие, каждая из которых выполнена с продольным ложементом, продольным пазом и продольными ограничительными пазами, и Ьпор , связывающих по торцам
5 н аправляю1цие.
3.Устройство по п. 1, отличающееся тем, что первый прижим выполнен в виде стойки с П-об- разным корпусом, ограничителей, рас0 положенных симметрично по обе сторо- ны основания стойки и установленных с возможностью взаимодействия с одной из пар ограничительных пазов, индикаторной головки, размещенной на
5 стойке, рычага со стопорным и регулировочным винтами и пружины,установленной с возможностью одновременного взаимодействия со стойкой и рычагом.
4.Устройство по п. 1, отличающееся тем, что второй прижим выполнен в 1виде плиты с закрепленными на ней прижимным элементом заполненным рабочим телом, и обратным клапаном.
0
Фиг. 2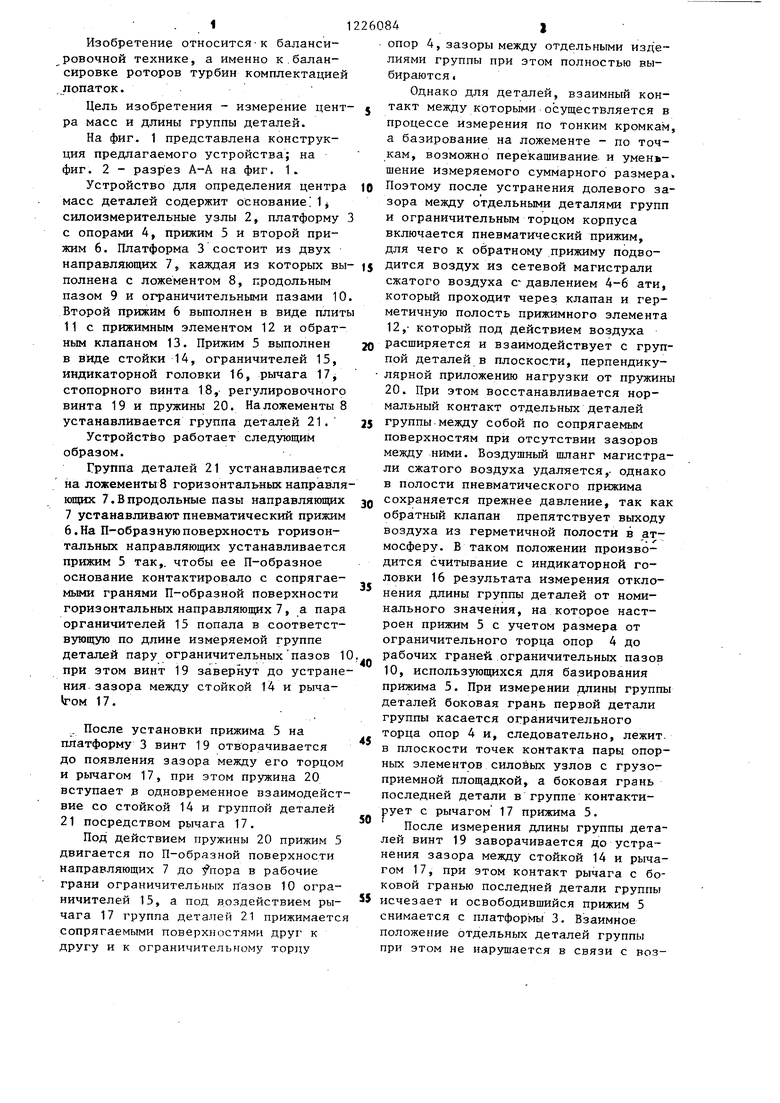
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки фасок | 1977 |
|
SU841922A1 |
| Устройство для пайки | 1982 |
|
SU1097458A1 |
| Устройство для двусторонней сборки деталей запрессовкой | 1986 |
|
SU1310161A1 |
| УСТРОЙСТВО ДЛЯ ЗАВАЛЬЦОВКИ ДЕТАЛЕЙ | 1992 |
|
RU2006313C1 |
| Устройство для сборки и сварки трубок прямоугольного сечения из двух заготовок @ -образного профиля | 1986 |
|
SU1400839A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2011 |
|
RU2493953C2 |
| Устройство для упаковки в бумагу продолговатых полуцилиндрических предметов | 1983 |
|
SU1122562A1 |
| Устройство для приклеивания фрикционных накладок к тормозным колодкам | 1980 |
|
SU912972A1 |
| Устройство активного контроля размеров при хонинговании | 1981 |
|
SU971636A1 |
| КРАНОМАНИПУЛЯТОРНАЯ УСТАНОВКА | 1999 |
|
RU2167803C2 |
Изобретение откосится к балансировочной технике. Целью изобретения -является создание возможности измерения центра масс и длины группыдеталей за счет введения в устройство дополнительного прижима 6,позволяющего установить однозначной без зазоров детали 21 в группе.Устройство снабжено также измерительной головкой 16 и силоизме- . рительными узлами 2. 3 з.п.ф-лы, 2 ил. W 7 ;У Ю to о о СХ) 
| Беликов В.Н | |||
| и Никитин А.Н | |||
| Сборка авиационных двигателей, - М.: Машиностроение, 1964, с | |||
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
