I 1
Изобретение относится к технологии изготовления полых изделий тангенциальной обкаткой трубчатых заготовок .
Цель изобретения - снижение энергоемкости процесса обкатки путем уменьшения усилий трения за счет создания парового слоя между инструментом и заготовкой.
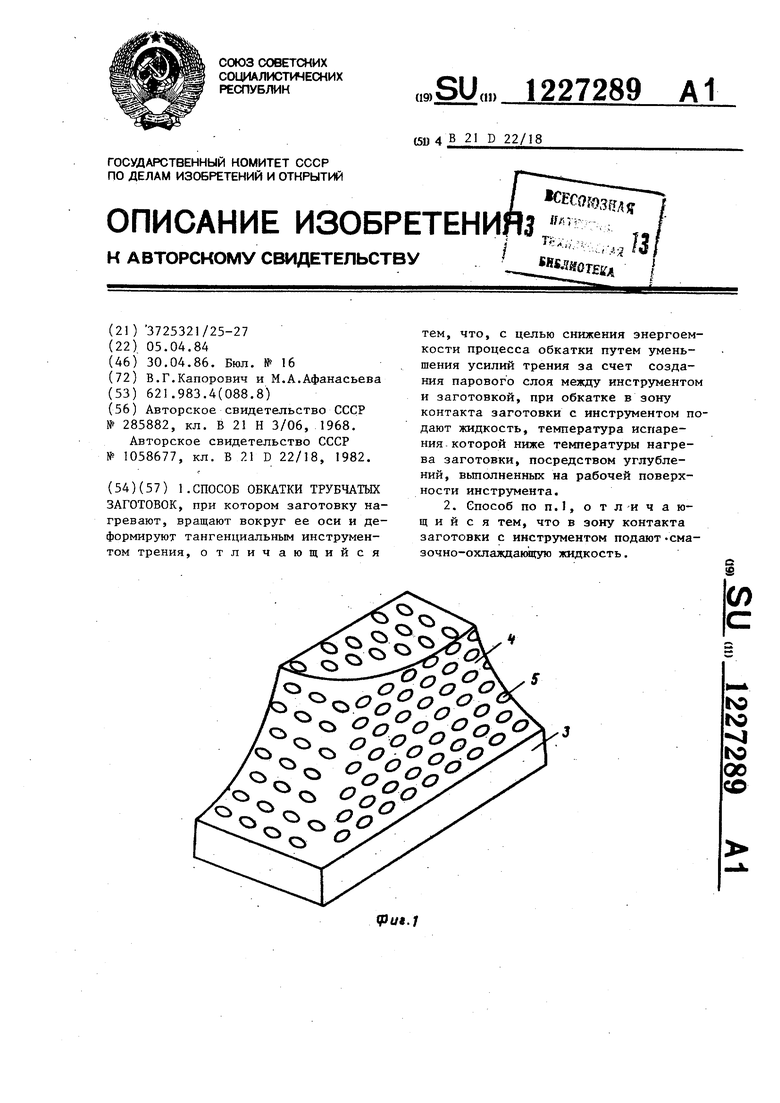
На фиг,1 изображен инструмент для обкатки трубчатых заготовок; на фиг,2 - схема обкатки; на фиг.З - схема образования парового слоя между инструментом и заготовкой.
Заготовку 1 нагревают, вращают вокруг ее оси 2 и деформируют тангенциальным инструментом 3 трения, на рабочей поверхности 4 которого выполнены углубления 5 для размещения жидкости 6. Температура ее испарения должна быть ниже температуры нагрева заготовки. Жидкость 6 может быть одной из пгароко известных смазочно-охлаждающих жидкостей.
Перед обкаткой углубления 5 заполняют жидкостью 6, затем инструменту 3 сообщают движение подачи относительно нагретой до ковочной температуры вращающейся заготовки. Под действием теплоизлучения заготовки жидкость испаряется, образуя тонкий паровой слой 7 высокого давления.
2272891
разделяющий заготовку и инструмент и выполняющий-роль смазочного слоя. Это приводит к снижению усилий трения инструмента по заготовке, к снижению
5 потребной мощности приводов вращения заготовки и подачи инструмента и, следовательно, к снижению энергоемкости процесса обкатки.
По предлагаемому способу обкатку
10 трубчатой заготовки диаметром 140 мм с толщиной стенки 4 мм осуществляют на обкатной машийе горячей тангенциальной обкатки. Вылет заготовки из самоцентрирующего кулачкового патро 5 на машины равен 65 мм. Эту часть заготовки нагревают индуктором до ковочной температуры 11 . Обкатку выполняют при частоте вращения заготовки 310 об./мин и подаче инст20 Румента со скоростью 5 мм/с. На рабочей поверхности инструмента выполняют углубления в виде глухих отверстий диаметром 4 мм и глубиной 5 мм. Отверстия заполняют смазочно25 охлаждающей жидкостью в исходном
крайнем положении инструмента -(поливом) .
По сравнению с обкаткой с нанесением на инструмент густой смазки бы30 ло получено снижение мощности, потребляемой двигателем машины, на 15- 20 %.
Фиг. г
ipui-J
Редактор Н.Слободяник
Составитель Н.Антипов
Техред Н.Бонкало Корректор М.Самборская
Заказ 2243/9Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4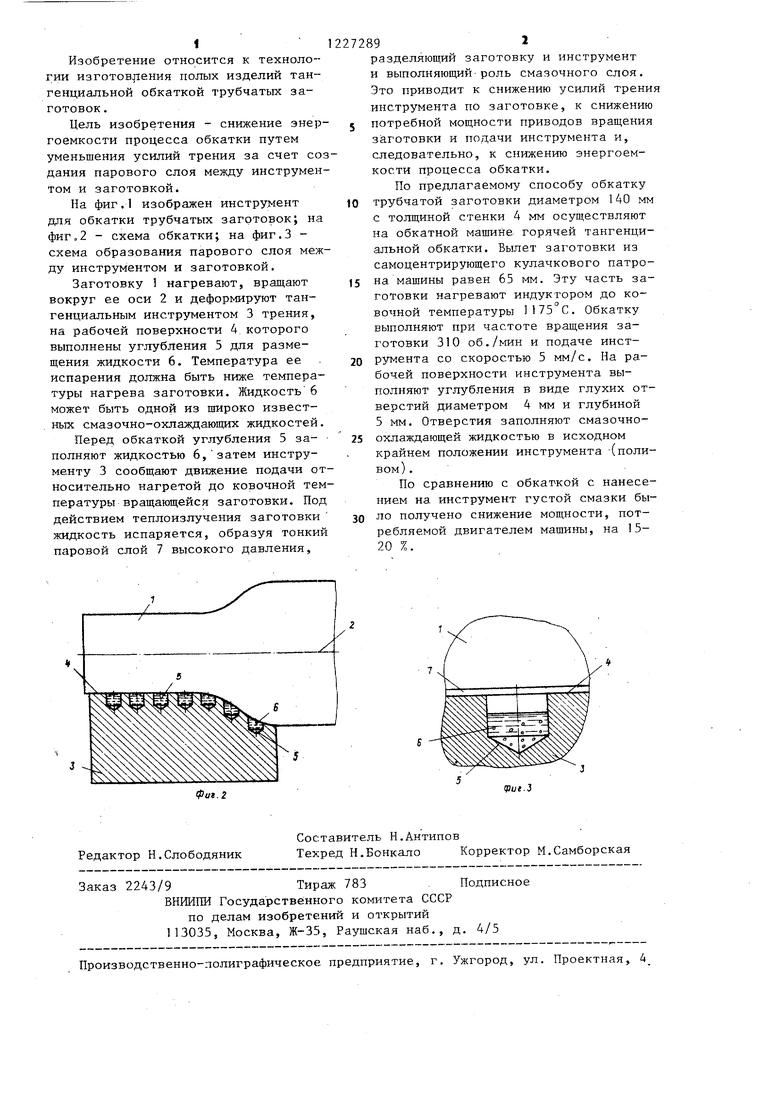
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формообразования трубчатых заготовок | 1990 |
|
SU1775204A1 |
| Инструмент трения для изготовления тангенциальной обкаткой полых изделий из трубчатых заготовок | 1982 |
|
SU1058677A1 |
| Способ изготовления полого герметичного шара | 1988 |
|
SU1660812A1 |
| Инструмент для обкатки трубчатых заготовок | 1987 |
|
SU1500412A1 |
| Способ изготовления баллона | 1989 |
|
SU1731375A1 |
| Станок для ротационной обкатки | 1990 |
|
SU1776476A1 |
| Способ получения на трубе плоского фланца | 1986 |
|
SU1412839A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПЛОСКОГО ДНИЩА ПРИ ОБКАТКЕ ТРУБЧАТОЙ ЗАГОТОВКИ | 1994 |
|
RU2056964C1 |
| Способ изготовления металлических полых ступенчатых изделий из трубных заготовок | 1986 |
|
SU1375391A1 |
| Способ изготовления стержневых изделий с утолщениями на концевой и в средней частях | 1983 |
|
SU1207606A1 |
| СИБЛИСГСКД I | 0 |
|
SU285882A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Инструмент трения для изготовления тангенциальной обкаткой полых изделий из трубчатых заготовок | 1982 |
|
SU1058677A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
