Изобретение относится к порошковой металлургии, в частности к устройствам для изготовления плоских высокоплотных изделий методом поперечной горячей штамповки.
Цель изобретения - повышение производительности труда и упрощени конструкции установки.
На фиг. 1 изображена предлагаемая установка, общий вид; на фиг. 2 то же, вид спереди (разрез); на фиг, 3 - сечение А-А на фиг. 2.
Установка состоит из бункерс1-на- копйтеля 15 индукционного нагревательного устройства 2, силового па- гружаюп1,его устройства 3, штампа 4, транспортнр-формующего узла 5, который представляет собой сборную кон-- струкцию, -состоящую из направляющей балки 6, устройства 7 для загрузки заготовок в штамп, формуюитего кхп-гко видного пуансона 8 и устройства 9 для выгрузки изделий из штампа, закрепленных на направляющей балке 6 винтами 10. Устройство 7 состоит из толкателя 11, прулины 12,, стержня 13 и планки 14, соединенной с направляющей балкой 6 винтами 15. Штам 4 состоит из двух пoлy 5aтpиц 16 и вставки 7, установленных в корпусе 18. Для изготовления плоских издели различной конфигурации предназначен матрица 19, прикрепленная с помощью винтов 20 к корпусу 21. С целью предотвращения осевого течения материала при уплотнении нагретой пористой формовки пуансоном 8 в корпусе 18 установлены ползуны 22 и 23,, связан -вые с пневмоцилиндрами 24 и 25. К ;корпусу Е(тампа прикреплены приемиь1Й йоток 26 нагретой .пористой формовки и лоток 27 выгрузки, Транспортьфую щее устройство 28 состоит из пле.омо 1щлиндра 29 и толкателя 30. Направляющая балка посредством муфты 31 соединена со штоком силового нагружающего устройства 3.
З становка работает следующим эбразом,
Пористая порошковая формовка подается из бункера-накопителя с по мощью транспортирующего устройства 28 в индукционное нагревательное устройство 2, После нагрева формовки до требуемой температуры нагре-
0
0
37
тая формовка устройством 28 подается в приемный лоток 26. В процессе рабочего хода силового нагружающего устройства 3 с помощью толкателя 1 1 при нижнем пололсении ползуна 22 к верхнем положении ползуна 23 происходит перемещение нагретой пористой формовки в полость матрицы 1 9. После этого под действием пружины .1 2 происходит подтаем толкателя 1 1 , а также ползуна 22 с помошью пнев- моцилиндра 24 в верхнее положение. При дальнейшем движении силового Нагружающего устройства 3 происходит уплотнение нагретой пористой формов- ли пуансоном 8 в направлении,. нормальном к рабочеь у движению пуансона 8, По окончании уплотнения осуществляется перемещение ползунов 22 и. 23 Г1 н;-шнее положение с помощью ппевмоцилиндров 24 и 25, После этого с помощью устройства 9 производится перемещение полученного порошкового высокогшотного изделия из полости матри1да 19 в лоток 27 выгрузки. Затем осуществляется обратный ход си- jKjBoro нагружающего устройства 3 и цикл поперечной горячей штамповки пористых порошковых формовок повторяется .
Иcпoльзoвaliиe предлагаемой уста- гючки (по сравнению с известной) по- вышае г производительность труда при изготовлении высокоплотных порошковых нлоских изделий за счет наличия транепортно-формующего узла, который при одном рабочем ходе силового на- х ружающего устройства осуществляет последовательньй, непрерывный процесс загрузки нагретой пористой формовки в матрицу, ее горячее доуплотнение и .1згз1грузку готового изделия из полос- 1 и штампа в 2--3 раза, т.е. здесь iS ieer место совмещение трех отдельных операций в единый цикл.
Конструктивная схема предлагаемой ус;тановки является более простой по сравнению с известной, где имео юсь несколько кнд5-шидуальных механизмов, а двгшение ползуна механического пресса бьшо предназначено только для формования изделия из нагретой заготовки. Кроме того., за счет упроще- - ния аппаратурного оформления уменьшается металлоемкость установки.
24
25
Ф1Аг2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для клинового прессования плоских порошковых заготовок | 1984 |
|
SU1205998A1 |
| Штамп для горячей объемной штамповки | 1989 |
|
SU1657268A1 |
| УСТАНОВКА ДЛЯ УДАРНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1992 |
|
RU2029661C1 |
| Способ изготовления высокоплотных спеченных изделий (его варианты) | 1982 |
|
SU1049184A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПЛОТНЫХ ПОРОШКОВЫХ ИЗДЕЛИЙ С ПРОДОЛЬНЫМИ ВЫСТУПАМИ И ПАЗАМИ | 1994 |
|
RU2087256C1 |
| МНОГОПОЗИЦИОННЫЙ РОТОРНЫЙ ПРЕСС ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВОГО МАТЕРИАЛА | 2016 |
|
RU2637190C1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Установка для динамического горячего прессования деталей из порошковых заготовок | 1981 |
|
SU984682A1 |
| Способ изготовления порошковых изделий сложной формы | 1984 |
|
SU1174160A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
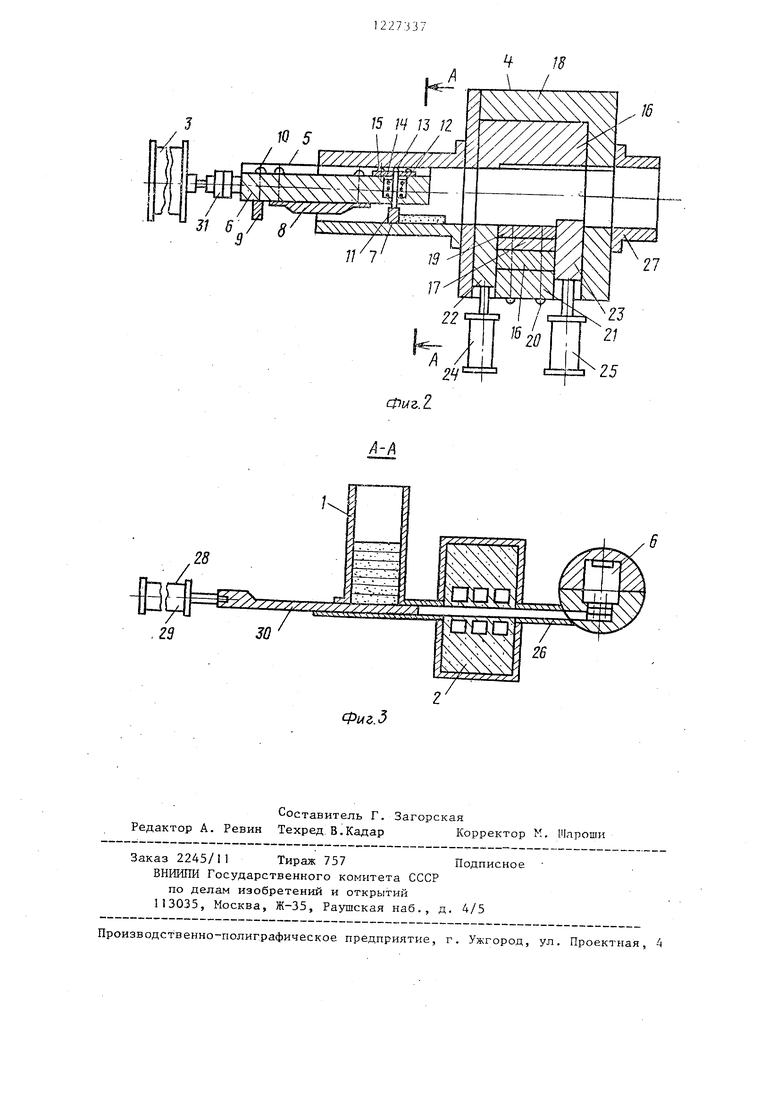

Фмг.З
| Штамп для динамического горячегопрессования металлических порошков | 1974 |
|
SU508420A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Дорофеев Ю.Г., Устименко В.И., Порошковая металлургия - отрасль прогрессивная | |||
| Ростов-на-Дону: РКИ, 1982, с | |||
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
