3
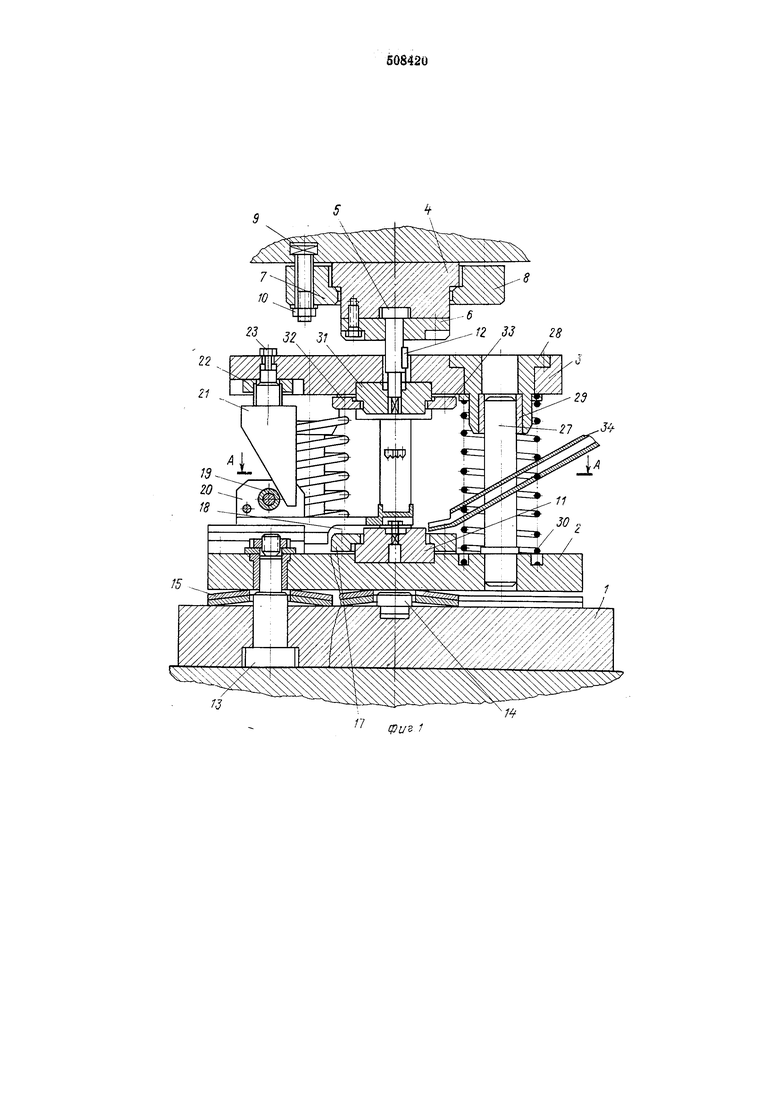
Ориентирующее уст1) состощ- из иажи.много ролика 19, уетаиоилениого иа подвижиом захвате (ползушке) 20, сиабженном улавливающей полостью, соответствуюи.1,ей qjopMC заготовки, регулируемого клипа 21. высота которого устанавливается 22, закреплениого болтом 23 иа илите 3. Стержень 24, вниты 25 и иружииы расстояния 26 нредназначены для возвращения захвата 20 в исходное ноложеиие по nanpaisляющим.
На средней плите 2 устаиовлены иаправляющие колонки 27, ио которым иеремспщстся верхняя плита 3, снабжеилая стаканами 28 с заирессованиыми в них втулками 29.
Спиральные нружины ЗО иомеи1еиы иа колоиках 27 и предиазпачены д.тя возврата n:niты 3 в исходное по.чожеиие. В гнезде верхней нлнты установлен плоский пуансон 31, который поджат к плите ф.чанцем 32 и болтами 33.
Приемное устройство штампа представляет собой на1 :лоп1: М1 ск.тиз 34, ныиолиеипый ма пове) юдвиж1:ого захвата.
Работает штамп следуюи1им образолг
Перед началом рабочего ци1-:ла пгла 5 и плита 3 находите; в исходном верхнем поло/ivcnini, захват 20 поджат пружппамп 26 через ро.1пк 19 iv рабочс поверхнос1и клина 21 так:, ТО его у.тавливаямиая полость совмеп1,епа с верхиим коиту зом полост матрпиы. Средняя плита 2 ноджата к гайкам 16 с общим усилием 50- -60 тс, что обеспечивает ее жесткость i ирсцессе преесовапия и во: можиост з персЛ1еиепия ;5Н1гз прп иревьпиеппи казап}:огг} усилия.
Пагретая по)петая залотовка из металлического порошка скатывается по склнзу печи, ориентируется y.iaBainia.oiueii по; остью ;-;ахвата 20 и в полость ivyaTijnuJiS 11. При движении ползхпа пресса чпиз с: ч а.: а выбирается зазор междх флаппел G и n MToii 3 до совмеи,епия рабочей иовсрхпостя пхяпсопа 31 и торца игл1Л 5. Далее плита 3 исремеш,ается по колонкам 27, сжимая пр Ж1П1Ы
30. При этом клин 21 отводит захват 20 из рабочей зоны. Квадратная часть иглы 5 проходит через отверстие в заготовке, сопрягается с квадратным отверстпел матрины И, после чего происходит допресеовка (динамическое горячее прессование) заготовки пуансоном 31. Пуансон не входит в сонряжеиие с НОЛ остью матрицы. В конечный мо.мент ирессоваиия 1нма обжимается в отверстии спрессованного изделия, а затем еовместно с ползуном поднплтается вверх, извлекая изделне из .матрицы. В точке остановки верхней плиты нроисходит отделение изделия от иглы прп поMonui пуапсопа 31. Пзделие попадает на паклоипый склиз захвата 20, а затем в бак е охлаждающей жидкостью. Очередная нагретая загото1Н а попадает в полость матрицы и ироцесс прессоваиия иовто)яется.
Пспо;п зовапие данного иггампа позволяет повысить иадсжпосзТ) его работы за счет иск.иочеиия передачи обн1.его усилия иресса на матрппу. повысить производите.тьпость процесса преесовапия п 1;ачество спрессоваипых изделий.
Ф о э м у ,1 а п 3 о б р е т е п и я
Шталп1 д.1я дииамического горячего прессования металличееких порошков, содержащий нижнюю, среднюю п верхнюю нлиты, нанравляющие колонки, Л атрнцу, пглу, пуапсои и силовое устройство, расположенное между .матрни,ей и нижней плитой, отличающпйс я тем. что, с пелью повышения иадежиости рабо1чл П1тагаиа п повышення качеетва снрессо15анн1зг изде.тий, ои енабжен ориентирующим )йство.м. состоянием из нодвижиого захвата с нажимным роликом, становлеЕ1но|-г) на средней илите, клииа, закрепленного иа isepxneii плите, и приемным устройством, выполпеп1П)1м в виде наклонного склнза на захвате, при .5том ст1ловое устройство иггампа выполпено ;5 виде нредварительпо нагруженных га|)е,П1чат1 1х пружин, установленных .Л1ежд ннжией п средней плитами.
22
21
/J
(pus 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для динамического горячего прессования спеченных деталей | 1980 |
|
SU908527A1 |
| Устройство для динамического горячего прессования порошков | 1980 |
|
SU880629A1 |
| Штамп для листовой штамповки | 1976 |
|
SU732052A1 |
| Штамп последовательного действия | 1972 |
|
SU476918A1 |
| Штамп для безоблойной штамповки | 1981 |
|
SU1038046A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
| Комбинированный штамп последовательного действия для изготовления деталей типа втулок | 1984 |
|
SU1181745A1 |
| Блок-штамп последовательной штамповки | 1980 |
|
SU1009580A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1984 |
|
SU1205968A1 |
| Штамп для объемной штамповки деталей | 1986 |
|
SU1449223A1 |

Фиъ.2
