Изобретение относится к металлообработке и может быть использовано в любой отрасли машиностроения, в том числе в атомном и энергетическом, а также котлострое- нии при изготовлении сосудов типа цилиндрических обечаек.
Цель изобретения - повышение качества обработки за счет обеспечения возможности снятия на поверхности обрабатываемых изделий усилений сварных швов.
На фиг. 1 изображена установка, обидий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 -- разрез В-В на фиг. 1.
Установка содержит механизм 1 управления подачей рабочего инструмента (игло- фрезы) в виде рамы 2, закрепленной на тележке 3 самоходного устройства с возможностью поворота вокруг оси 4.
В расточке рамы 2 с возможностью возвратно-поступательного перемещения вдоль оси обработки установлен держатель 5, не- суи.1.ий на одном конце опорный ролик 6, а на другом конце размеш,ена пружина 7. На торце рамы 2 закреплен управляюш.ий элемент в виде кулачка 8, взаимодействующего с конечным выключателем 9 привода нере- меш.ения тележки 3 самоходного устройства.
Опорный ролик 6 кинематически связан с рабочим инструментом (иглофрезой) 10 посредством рычага 11 маятникового типа, смонтированного на оси 12 кронштейна 13 рамы 2.
Рычаг 11 взаимодействует одним концом со штырем 14, закрепленным в средней части держателя 5 и входящим в пазы рамы 2, а другим - с упором 15, установленным на
Если при выдвижении в зону обработки опорный ролик 6 наезжает на выступ усиления сварного шва, он поднимается вверх и поворачивает вокруг оси 4 раму 2. Кулачок 8 отходит от выключателя 9, контакты
водиле 16, шарнирно связанным с иглофре- 35 выключателя размыкаются, команды на пезерной головкой, несущей рабочий инструмент 10, обрабатывающий изделие 17.
Установка работает следующим образом.
Устройство перемещается на колесах внутрь обрабатываемого изделия 17.
Рама 2 устанавливается в исходное положение, при котором опорный ролик 6 с держателем 5 касается поверхности основного металла изделия (не имеющей усиления шва), а кулачок 8 поднимает конечный выключатель 9 в верхнее положение, при котором его контакты находятся в замкнутом положении. Водило 16 устанавливается
40
45
ремещение установки вдоль оси изделия не поступают.
Проходы инструмента 10 по выступающему усилению шва повторяются до достижения иглофрезой уровня основного металла. В положении, когда опорный ролик 6 не фиксирует неровности поверхности (т.е. стоит на уровне основного металла), контакты выключателя 9 оказываются замкнутыми, и производится подача команды на перемещение устройства вдоль оси изделия на величину, равную 2/3 ширины инструмента, после чего цикл повторяется.
в исходное положение, при этом его упор 15 нажимает на короткий конец рычага 11, который, поворачиваясь вокруг оси 12, вторым длинным концом воздействует на штырь 14 и, преодолевая усилие пружины 7, пере- меш,ает держатель 5 с опорным роликом 6 в зону, в которую про.ходит при обработке иглофреза 10.
Водило 16 воздействует на рычаг 11 только в пределах небольшого угла при подходе в исходное положение, поэтому выдвижение держателя 5 с роликом 6 происходит только на этом участке траектории водила 16.
Вращающийся рабочий инструмент 10 (иглофреза), установленный на иглофрезер- ной головке, прижимается к обрабатываемому изделию 17 пневматическим цилиндром (не показан), а водило 16 получает круговое движение.
В начале обработки упор 15 водила 16 отходит от рычага 11, и держатель 5 под воздействием пружины 7 отводится в сторону, освобождая место для прохода инструмента 10.
При повороте водила 16 производится обработка сектора сосуда на угол 15-20° в каждую сторону от вертикали. По окончании прохода иглофрезерная головка с иглофрезой 10 отводится пневматическим цилиндром от поверхности изделия 17, и водило 16 возвращается в исходное положение.
Если при выдвижении в зону обработки опорный ролик 6 наезжает на выступ усиления сварного шва, он поднимается вверх и поворачивает вокруг оси 4 раму 2. Кулачок 8 отходит от выключателя 9, контакты
ремещение установки вдоль оси изделия не поступают.
Проходы инструмента 10 по выступающему усилению шва повторяются до достижения иглофрезой уровня основного металла. В положении, когда опорный ролик 6 не фиксирует неровности поверхности (т.е. стоит на уровне основного металла), контакты выключателя 9 оказываются замкнутыми, и производится подача команды на перемещение устройства вдоль оси изделия на величину, равную 2/3 ширины инструмента, после чего цикл повторяется.
ВидА
фиг. 2.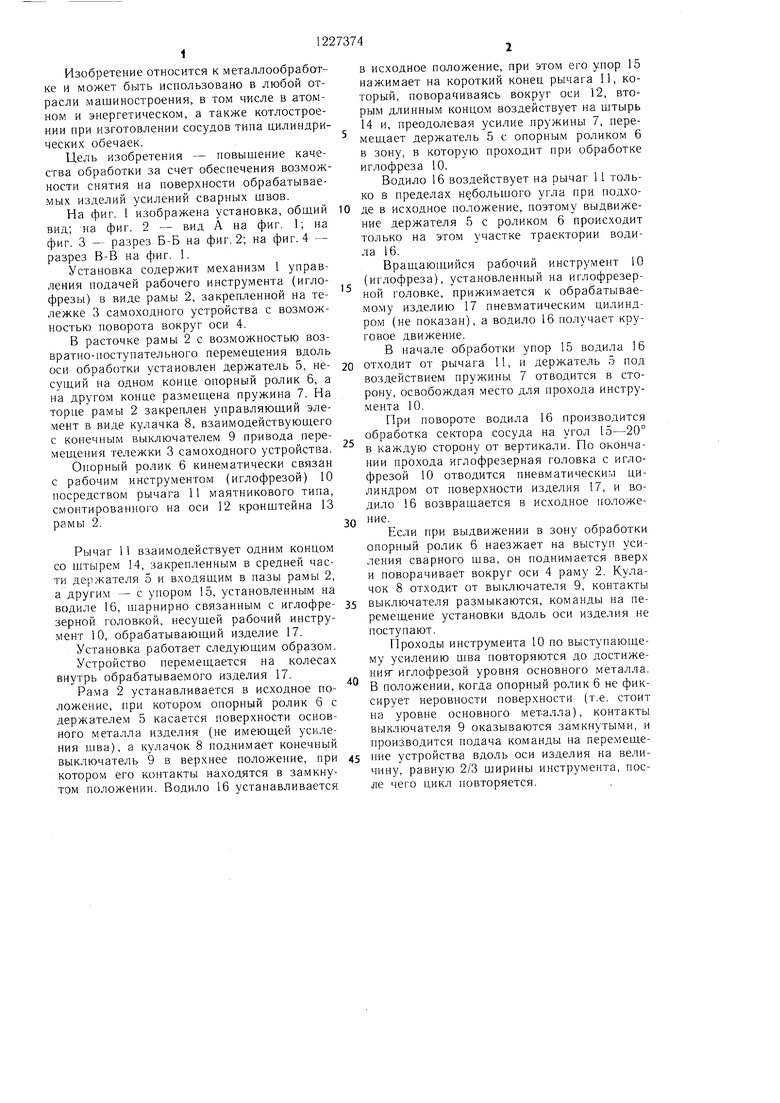
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зачистки сварных швов | 1984 |
|
SU1181854A1 |
| Установка для удаления усиления сварных швов | 1978 |
|
SU764950A1 |
| Устройство для зачистки сварных швов | 1986 |
|
SU1371801A1 |
| Установка для сварки кольцевых швов | 1980 |
|
SU899316A1 |
| Установка для зачистки сварных швов | 1974 |
|
SU516477A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ РЕЗЕРВУАРОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2111799C1 |
| УСТРОЙСТВО для АБРАЗИВНОЙ ОБРАБОТКИ ВНУТРЕНИИХ | 1972 |
|
SU340518A1 |
| УСТАНОВКА ДЛЯ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК | 1993 |
|
RU2042510C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ, ТИПА КРУПНОГАБАРИТНЫХ СОСУДОВ | 1991 |
|
RU2006857C1 |
| УСТАНОВКА ДЛЯ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК | 1991 |
|
RU2015891C1 |


S
Фиг.З
С) 1
| Установка для внутренней зачистки сосудов | 1976 |
|
SU613861A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
