1
Изобретение относится к промышленности строительных материалов, а именно к смазкам для металлических форм, Применяемых при изготовлении железобетонных изделий.
Целью изобретения является повышение качества поверхности за счет повышения прочности смазочного слоя при изготовлении длинномерных и сложной конфигурации конструкций.
Сущность изобретения заключается в том, что смазка для металлических форм, применяемых при изготовлении железобетонных изделий, включающая парафин, дополнительно содержит канифоль при следующем соотношении компонентов, мас.%:
Парафин технический 62-70
Канифоль30-38
Используемый в составе предлагаемой смазки для металлических форм технический парафин представляет собой твердую кристаллическую массу, состоящую из смеси предельных углеводородов жирного ряда от С, Н по . Плотность технического парафина 281-915 кг/м. Температура размягчения .
Другой компонент - канифоль - стекловидное вещество, продукт после отгонки скипидара, плотность 1007- 1085 кг/м , температура размягчения 46 С.
Канифоль, введенная в состав предлагаемой смазки для металлических форм, повьипает адгезию смазки к металлической форме.
Пример. Берут навеску технического парафина, добавляют канифоль и расплавляют эти компоненты при 50 с с одновременным их перемешиванием. Примеры составов смазки представлены в табл.1.
25
1227471.
Таблица 1
Наименование Состав, мас.%
составляющей j
5 М
Парафин технический 62 65 70
10 Канифоль 38 35 30
Результаты исследований механических свойств смазок (предлагаемой и прототипа) представлены в табл.2. 5
Таблица 2
Составы смазок Характеристика 20123
Прочность на
отрыв, кг/см 1,99 2,40 1,83
30
35
40
Прочность
при сжатии,
кг/см 2,58
3,24 2,98
Данные, приведенные в табл.2,показывают, что по сравнению с известным составом предложенная ймазка имеет адгезию (прочность на отрыв) к металлической форме, за счет чего обеспечивается укрывистость поверхности формы. После тепловлажностной обработки в результате свободного стекания смазки за счет температуры размягчения канифоли 46 и парафина 42 С образуется зазор, равный 2,01 iO,3 мм, что облегчает распалубку и одновременно повышает качество поверхности изделия.
Редактор М. Келемеш
Составитель 0. Вершинина
Техред,И.Верес Корректор И. Эрдейи
Заказ 2251/18 Тираж 555Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий ,113035, Москва, Ж-35, Раушская каб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,4
Прочность
при сжатии,
кг/см 2,58
3,24 2,98
Данные, приведенные в табл.2,показывают, что по сравнению с известным составом предложенная ймазка имеет адгезию (прочность на отрыв) к металлической форме, за счет чего обеспечивается укрывистость поверхности формы. После тепловлажностной обработки в результате свободного стекания смазки за счет температуры размягчения канифоли 46 и парафина 42 С образуется зазор, равный 2,01 iO,3 мм, что облегчает распалубку и одновременно повышает качество поверхности изделия.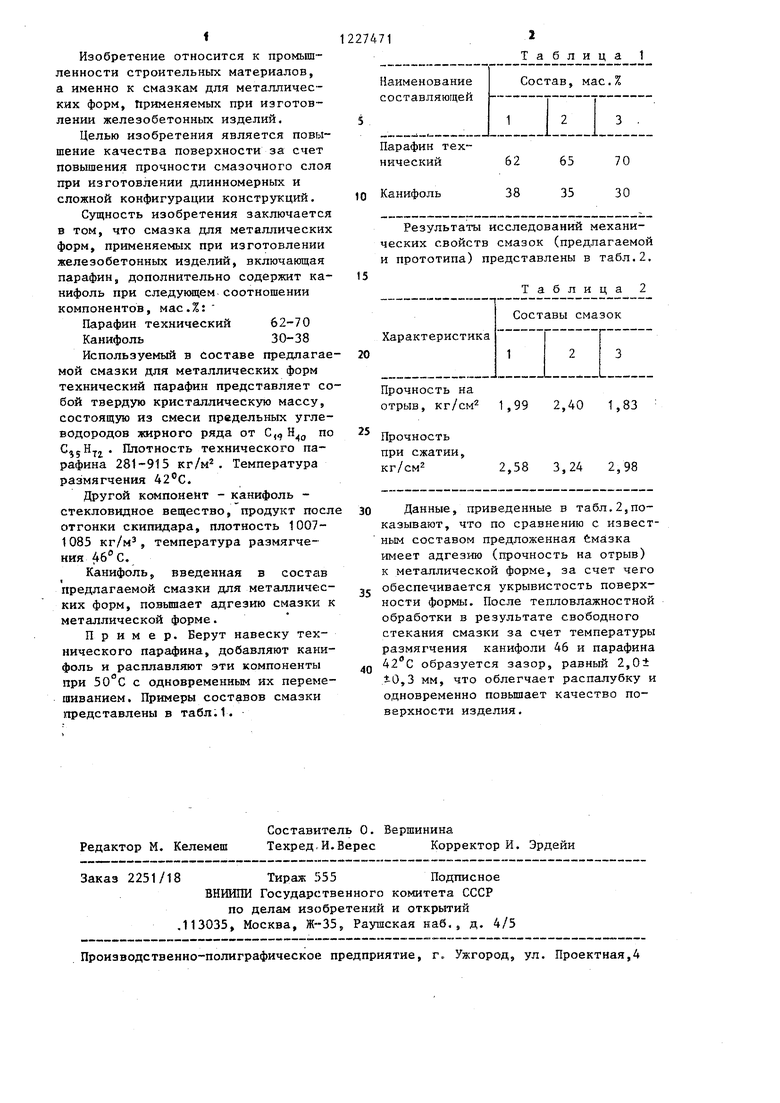
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для каналообразователей при изготовлении железобетонных конструкций | 1986 |
|
SU1525003A1 |
| ЭМУЛЬСИОННАЯ СМАЗКА ДЛЯ МЕТАЛЛИЧЕСКИХ ФОРМ | 1992 |
|
RU2024392C1 |
| КОНЦЕНТРАТ СМАЗКИ-ПОКРЫТИЯ ДЛЯ МЕТАЛЛИЧЕСКИХ ФОРМ | 1993 |
|
RU2033322C1 |
| СПОСОБ ТЕПЛОВОЙ ОБРАБОТКИ ПОЛИСТИРОЛБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ | 1997 |
|
RU2136635C1 |
| БАРЬЕРНАЯ СМАЗКА | 1992 |
|
RU2036959C1 |
| Смазка для форм | 1990 |
|
SU1735012A1 |
| РАЗДЕЛИТЕЛЬНАЯ СМАЗКА ДЛЯ МЕТАЛЛИЧЕСКИХ ФОРМ ПРИ ИЗГОТОВЛЕНИИ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2010 |
|
RU2435663C1 |
| Смазка для металлических форм | 1988 |
|
SU1608052A1 |
| Пластичная смазка для спуска судов со стапелей | 1982 |
|
SU1027191A1 |
| Смазка для металлических форм | 1984 |
|
SU1294618A1 |
| Смазка | 1974 |
|
SU533491A1 |
| Волчанский Р.А | |||
| Изготовление сборных железобетонных конструкций и деталей | |||
| М.: Стройиздат, 1966, с | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ УСТРАНЕНИЯ СКОЛЬЖЕНИЯ КОЛЕС АВТОМОБИЛЕЙ | 1920 |
|
SU292A1 |
