Изобретение относится к технологии переработки полимерных материалов, в частности, к экструзии трубок из резиновых смесей и чтласт- масс.
Цель изобретения - повышение качества трубок за счет обеспечения их размерной точности.
На фиг.1 показана экструзионная головка в аксонометрической проекции, общий вид; на фиг.2 - дорн с гибким элементом в виде металлического троса; на фиг.3 - то же, в виде спиральной пружины; на фиг.4 - то же, в виде цепи.
Экструзионная головка содержит мундштук 1, дорн 2, гибкий элемент 3 в виде цилиндра с отношением длины к диаметру в пределах 20-80, снабженный спиральной металлической обмоткой 4. Гибкий элемент 3 прикреплен посредством втулки 5 к дор- иодержателю 6.
Экструзионная головка работает следунмцим образом.
При подаче полимерного материала дорн 2 самоориентируется в потоке по продольной оси канала мундштука 1. Радиальное перемещение дор на 2 в канале мундштука 1 обеспечивается гибким элементом 3. Металлическая обмотка 4, обеспечивая необходимую гибкость гибкого элемента, защищает его от износа. Самоориентация дорна в потоке полимера происходит и при других вариантах выполнения гибкого элемента: в виде металлического троса, спиральной пружины или.цепи.
1227485J
Пример. Используют экстру- зионную головку, в которой дорн 2 соединяется с дорнодержателем 6 с помощью гибкого элемента 3, выпол5 ненного в виде стального цилиндра диаметром мм и длиной 20 мм, т.е. с отношением длины к диаметру 40. Такое соотношение длины и диаметра позволило достигнуть необхоSO ДИМОЙ гибкости (применение цилиндра с отношением длины к диаметру менее 20 приводит к утере гибкости, а увеличение соотношения свЕлше 80 приводит к неоправданно большому уве15 личению продольного размера экстру- зионной головки и возрастанию растягивающих нагрузок на гибкий элемент) . Для предотвращения износа гибкий элемент снабжен обмоткой из
20 проволоки диаметром 0,5 мм.
Экструэионную головку используют для получения прецизионных резиновых трубок, предназначенных для рихтовки заготовок инъекционных игл. ; 25 Экструзионная головка данной конструкции позволила получить трубки с предельным отклонением на толщину стенки, не превьш1ающим ±0,25 мм при толщине стенки 4,0 мм. Согласно
30 требованиям ГОСТа предельное отклонение на этот параметр составляет 10,5 мм. Таким образом, данная кон- cтpyкu я экструзионной головки позволяет добиться повышения размерной точности трубок Кроме того, обслуживание головки упрощено, так как не требуется спе1щальной настройки по центрированию дорна, что повьш1ает производительность.
35
Фиг.2
фиг.З
(Рие. fy
ВНИИПИ Заказ 2251/18Тираж 640 Подписное
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4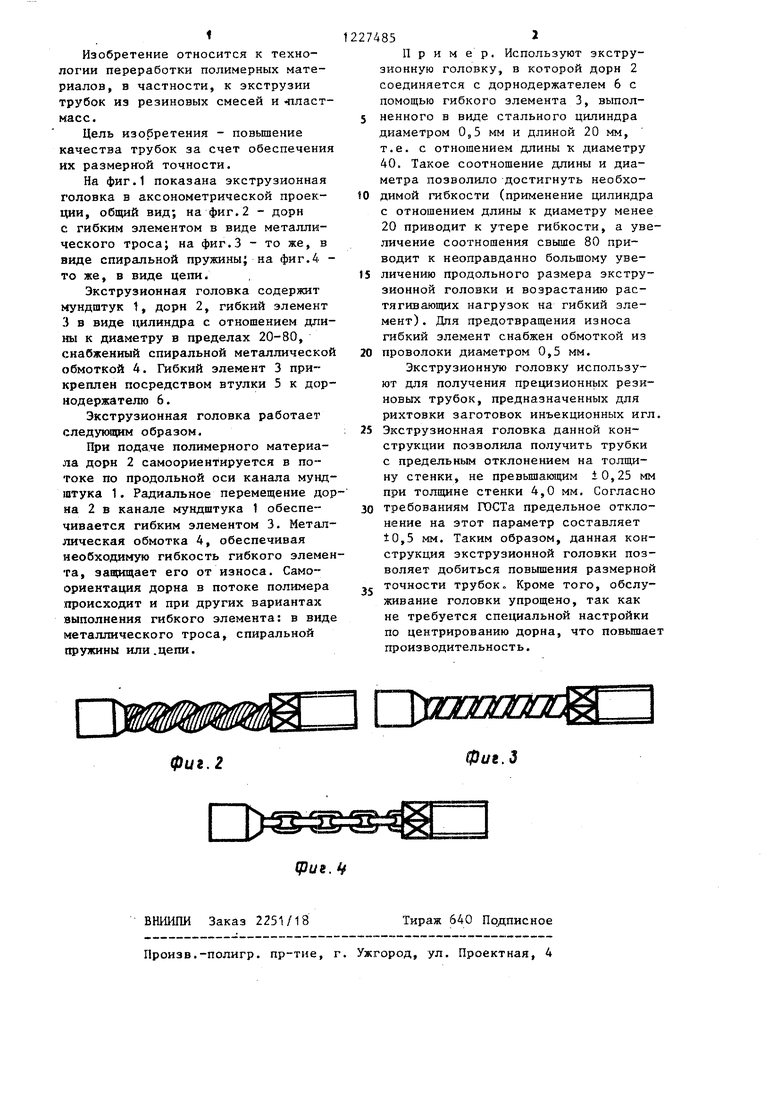
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионно-литьевая головка для полимерных материалов | 1985 |
|
SU1337278A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ ПОВЫШЕННОЙ ПРОЧНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2492047C1 |
| Экструзионная головка для изготовления рукавной полимерной противокоррозионной пленки | 1986 |
|
SU1669745A1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1981 |
|
SU1043017A2 |
| Экструзионная головка для изготов-лЕНия ТРубОК из пОлиМЕРНыХ МАТЕРиАлОВ | 1979 |
|
SU816771A1 |
| Прямоточная трубная экструзионная головка | 1985 |
|
SU1298091A1 |
| Утановка для нанесения полимерных покрытий на цилиндрические изделия экструзией | 1975 |
|
SU547366A1 |
| Способ формирования окружного армирования цельнотянутого полого изделия, способ получения армированной полимерной трубы (варианты) и устройства для осуществления указанных способов | 2016 |
|
RU2626039C1 |
| ГИБКАЯ ПРОТЯЖЕННАЯ ГИДРОАКУСТИЧЕСКАЯ АНТЕННА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2475774C1 |
| Линия для нанесения термопластичного покрытия на наружную поверхность труб экструзией | 1977 |
|
SU753669A1 |

| Экструзионная головка для изготов-лЕНия ТРубОК из пОлиМЕРНыХ МАТЕРиАлОВ | 1979 |
|
SU816771A1 |
| ЧЕРВЯЧНОМУ ПРЕССУ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 0 |
|
SU198625A1 |
| Солесос | 1922 |
|
SU29A1 |
