: i :н )пе-гс1 ие относится к устройствам упi, ; ия средствами механизации ручного
-;п пои съеме наработанных паковок с
чи. моточных мест машин формова;я лпмимеских нитей.
1|:..;ь пгюбретения - повышение операiia (ригЛ представлена схема компоновки iin-.iM.i с)ормования и манипулятора; на : :-, б.юк-схсма устройства. У стройе гво управления манипуляторо.м г . iipiivMii и перегрузки паковок содержит i/ манипулятор 1, установленный па 1 5ли1оп1пх 2, проложенных вдоль мап1И- г,ы о (Ьормоварп1я, и размещенные па манипуляторе 1 .чатчики 4 и 5 сброса скорости и ос;г,нова мапипулятора и привод 6 воз- i;p i;чгзмюступательного перемещения с зак- к-Г1, на псм переключаюпдей пласти- I (м; 7.
ia waniHiie 3 в зоне каЖлДОго рабочего н;гт;1, определяемого положепием основных :S i ;-е срвпых 9 бобинодержателей, закреп- .ici .b приводы 10 возвратно-поступательного i со-;:ме1ЦС1 ия переключающих пластин 11 (например, ппевмоцилиндры с пружинным о:;1П5;;том).
1 ia каждом рабочем месте установлены датчики 12 возврата.
схеме унравлепия (фиг.2) обозначеп } нызона мапипулятора (число узлов 13 ;ствует числу рабочих мест на маши- ) пмеет кнопку 14 вызова, после- ,;1..ио соединенные элемепт 15 памяти иляк)П1ий элемент 16, к входу которого ;с) len сигпальный элемент 17. Вхо.а за- -мс-мспга 15 памяти соединен с кноп- 1 вызова, а вход сброса - с дат12 иозврата. Выход управляющего iia 16 п1: Д|.лючеп к соответствующему
5). б.лока 18 управления привоMi .ii и аудитора подключены датчики 4
) Ч-а ско1)ости и останова.
- cir-.n содержит узел сброса выхода,
i;)..iHii иоследовательио соединенные
, : 1че:1чыс к выходу датчика 5 оста;.т.пасующий 20 и управляющий 21
ты, соединенные с приводом 6.
сл)Д|.()м 1о, с-жении приводы 10 выы ; псре1 лючаюп1,ие пластины 11 выи:. зоны взаимодействия с датчиками
Ириаод 6 также выключен, и нере.)|цал пластищ 7 выведена из ноложс 1 ;(;,1енствия сдатчиками 12 возврата.
5
0
Устройство работает следующим образом. После наработки наковок на маншпе 3 формования оператор после.товательно перезаправляет нити с основных 8 на резервные 9 бобинодержате.пи, осматривает паковки и, нажимая на кнопки 14 (фиг.2)., формирует «баак В1 3овов. Сигна.л от кпопкг; 14 поступает в элемент 15 ,, где запоминается. С элемента 15 ;()стуи;к:т па управляюп1ий элемент 16 и сигаик и ный vieмент 17, выполненный, папрал:;.-), У лампы. При этом срабатьп ,ает iipHRo.i ii) и перемещает соответствуюп|у10 периключа ;;- щую гкмастипу 11 {ф1-п .Г| в .1()жепие «Съем паковки, а элемент 17 си1 па, 1изи)ет о I OTOBfiocTH рабочего места к . Таким образом сигна. готовности формируется па каждом готовом к съему гаестс-. lloc. ic формирования «банка г лзор.ов мапнпчлятор 1 приводят в движепи;-- ;:ли с ьема наработанных паковок. При подходе- к первому по л-оду зафиксированмом в «банке вызовоЕ рабочему месту датчик 4 сброса скооостп взаимо,1ействует с выдви- путой 1Н; )ек.лк;чаю1цей пластипой 11 и nociji- .лает в блок 18 унг авления сигнал па сни- скорости манипулятора I. Дальнейпкч
5 неремепичгие манипулятора 1 ароисхо.чит па более пизкой скорости для обеспечения Т 1Ч- пого Г1Озиционирования. /1атчпк 5 точ Ю Г о останова взаимодействует с той же переклю- чакзщей пластиной 11 и формирует сигнал iia оста и/в привода 19. Сигнал через сог:;а0 сующий элемент 20 поетупае на х праилию-- ндий элемент 21, который включает Г1р;{вод fj. Привод 6 выдвигает псреключаклпх ю пластину 7, которая взаимодействует с датчиком 12 возврата. Сигнал с ,чатчика 12 отклк1- чает элемепт 15 памяти, си1 налып Й э.
5 17 и привод 10. При этом иружипа привода 10 возвращает переключающую пластину 11 в исходное положение. После иро- ведения операций по съему паковки на дап- ном рабочем месте манипулятор i пере- меьпают к следующему зафиксирг;ва 1пому в «бапке вызовов рабочему MCCTV. пик.л повторяется.
При формировапии «бапка , качестве сигнального э юмепта .i(.. ;u-- юльзовать нереключаюн1ие плас 1и.ны И.
5 Бу.дучи выдвинутыми из-за пр11кр1 п;аю1;1е;1 их панели мащирнд 3 фо)мовапия п и .: .л окраеку, от,;1пчающуюся от окраски MaujHi.iji формования, например ярко-желтую, ncijc- ключаючдие пластипы 11 также спггал ;-;;;- руют о готовности рабочего места к съему
0 паковок.
0
14
УЗ
.
21
18
.J 11
фиг. 2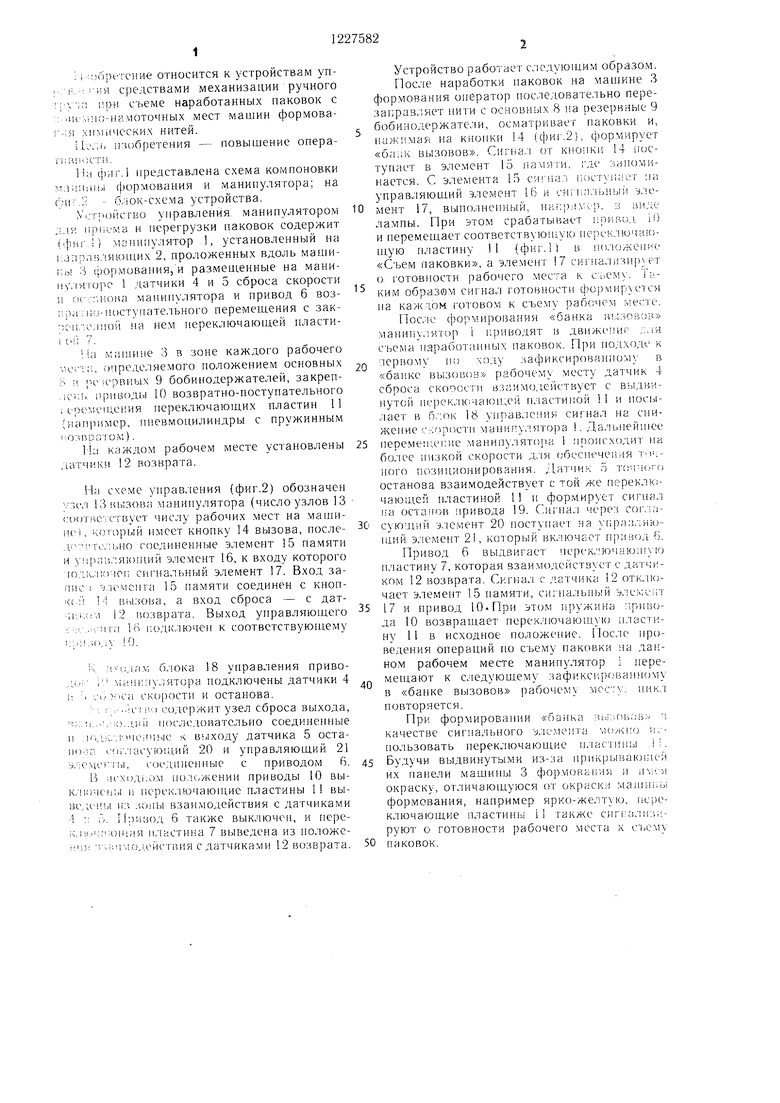
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления манипулятором для съема паковок | 1988 |
|
SU1650547A1 |
| Устройство управления манипулятором для приема и перегрузки паковок с рабочих мест | 1979 |
|
SU861260A1 |
| Устройство для съема паковок на текстильной машине, преимущественно пневмомеханической прядильной машине | 1990 |
|
SU1784674A1 |
| Устройство для замены паковок на машине для намотки длинномерного материала | 1979 |
|
SU950645A1 |
| Устройство для съема паковок на текстильной машине, преимущественно пневмомеханической прядильной машине | 1988 |
|
SU1671747A1 |
| АВТОМАТ ДЛЯ ПРЯДЕНИЯ И ПЕРЕМАТЫВАНИЯ ПРЯЖИ | 1991 |
|
RU2009281C1 |
| Устройство для приема наработанных паковок с намоточной машины и перегрузки их на транспортные средства | 1985 |
|
SU1326531A1 |
| Текстильная машина | 1987 |
|
SU1819845A1 |
| Устройство для перегрузки паковок с намоточных машин | 1982 |
|
SU1043091A1 |
| Устройство для перегрузки паковок | 1990 |
|
SU1710475A1 |

| Устройство управления манипулятором для приема и перегрузки паковок с рабочих мест | 1979 |
|
SU861260A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
