Изобретение относится к обработке; металлов давлением.
Цель изобретения - повьппение производительности эа счет совмещения технологических операций обжима концов и средней части трубчатой заготовки.
На фиг.1 показано устройство продольный разрез по плоскости матрицы и направляющих элементов, части штампа в момент соприкосновения; на фиг.2 то же, части штампа в сомкнутом положении; на фиг.З - разрез А-Анафиг.2 на фиг.4 - возможные виды трубчатых изделий, получаемых с помощью предлагаемого устройства.
Устройство для обжима труб состоит из неподвижной части - основания 1, закрепленного на столе пресса, на котором смонтированы рабочие части инструмента поперечного обжима, выполненные в виде пуансонов 2 (для предлагаемого варианта реализации) либо в виде матриц в зависимости от требуемой конфигурации обжима. Пуансон 2 снабжен подпружиненными отли- пателями 3,
На расстоянии Е от неподвижной части устройства на винтах 4 установлена подпружиненная пружинами 5 промежуточная плита 6. В направляющих 7 промежуточной плиты 6 смонтированы матрицы 8 осевого обжима для обжима заготовки в осевом направлении. На промежуточной плите 6 закреплены ручьи 9 для ориентирования трубчатой заготовки 10.
Для перемещения- матриц 8 осевого обжима устройство снабжено клиновым приводом, клинья 1I которого жестко закреплены на основании 1 и подвижной плите 12. На последней закреплена также вторая часть инструмента поперечного обжима - пуансон 13, снабженный вставками 14, и с помощью винтов 15 на расстоянии 1 установлена подпружиненная прз жинами 16 поперечина 17. Жесткости пружин 5 и 16 подбираются таким образом, чтобы обеспечить синхронную загрузку клиньев 11 привода, учитывая при этом, :что пружина 5 компенсирует вес промежуточной плиты 6 и поперечины 17 в случае симметричного обжима.
В случае необходимости получения изделий асимметричного обжима, как осевого, так и поперечного, угол наклона одной пары клиньев 11 привода
задается отличным от угла наклона другой пары в целях обеспечения опережения хода матрицы 8 с одного конца заготовки 10 (получение осевой 5 асимметрии обжима); жесткость пружин
5и 16 рассчитывается с учетом обеспечения поочередного перемещения съемников (получение поперечной асимметрии обжима),
0 Устройство работает следующим образом (рассмотрен случай получения симметричного обжима заготовки).
Когда части штампа разомкнуты, трубчатую заготовку 10 вводят в ручьи
5 9 между направляющими 7. Подвижную часть штампа опускают до соприкосновения с нижней. При этом трубчатая заготовка 10 оказывается зафиксированной между промежуточной плитой 6
0 и поперечиной 17j так как в них предусмотрены полукруглые вырубки.
Далее пружины 16 и 5 начинают синхронно сжиматься, расстояние Е между подвижной плитой 12 и поперечиной 17,
3 основанием 1 и промежуточной плитой
6равномерно уменьшается, чему способствует система клиньев 11 привода, установленных под одним углом к вертикали и сблокированных с матрицами
0 8 осевого обжима.
По мере уменьшения расстояния t матрицы 8 осевого обжима перемещаются к центру устройства и обжимают 5 концы трубчатой заготовки 10. В последний момент этого хода матриц 8 осевого обжима пуансоны 2 и 13 замыкаются и обжимают симметрично трубчатую заготовку в поперечных направ- 0 лениях.
На этом ход подвижной части штампа вниз заканчивается.
t
При движении подвижной части вверх
5 узлы и детали срабататвают в обратной последовательности, а именно подвижная п-иита 12 и поперечина 17, а также основание i и промежуточная плита 6 удаляются друг от друга. Клинья 11
0 привода отводят матрицы 8 осевого обжима в стороны от центра. В конце цикла заготовка извлекается из рабочей зоны штампа.
5 Таким образом, предлагаемое устройство обеспечивает повьш1ение производительности в 2,5 раза путем совмещения операций продольного TI попе 12289464
речного обжимов и повьппения удобства Кроме того, расширяется номенкла- при загрузке рабочей зоны устройства тура изделий, получаемых из .трубча- заготовкой и извлечении изделия. тых заготовок.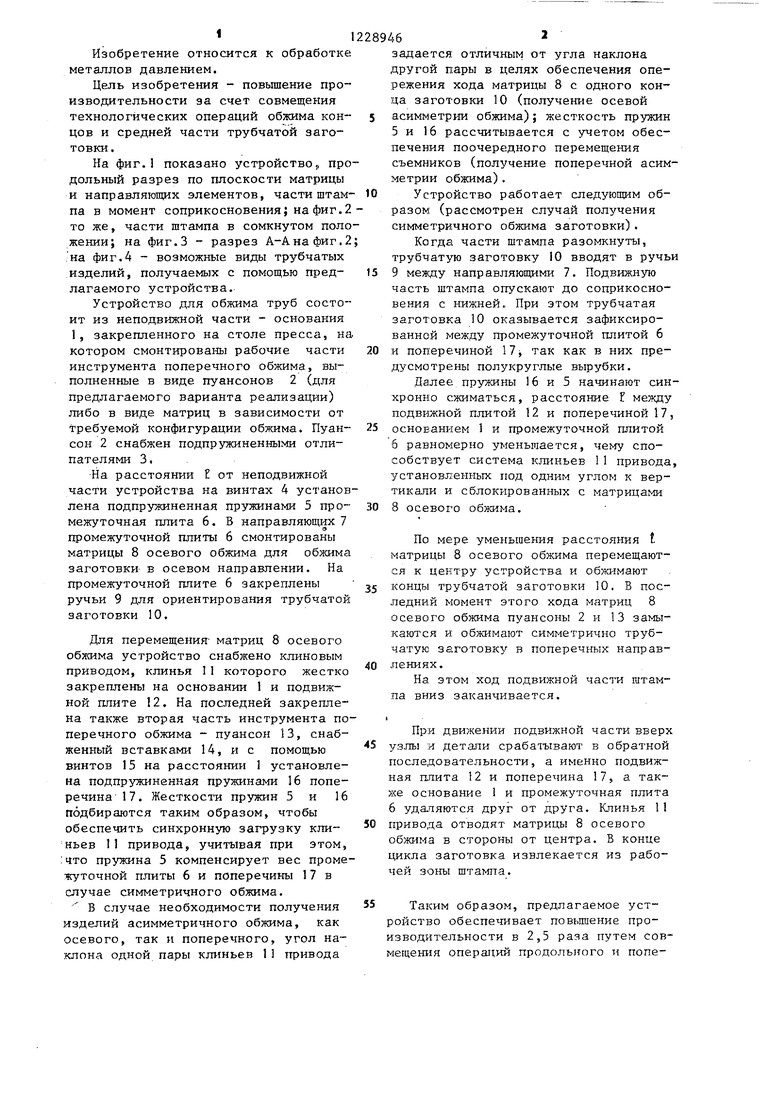

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления полых шаров | 1981 |
|
SU1005999A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ПОЛУЧЕНИЯ ПРЕИМУЩЕСТВЕННО ТРУБНЫХ ИЗДЕЛИЙ С ПЛОСКИМ ФЛАНЦЕМ | 2011 |
|
RU2460604C1 |
| Грейферное подающее устройство к штампу | 1983 |
|
SU1159698A1 |
| Штамп для деформирования кольцевых заготовок | 1985 |
|
SU1310078A1 |
| Штамп для гибки деталей,преимущественно,типа восьмерки | 1985 |
|
SU1304960A1 |
| Штамп для обжима трубчатых заготовок | 1986 |
|
SU1388153A1 |
| Штамп для соединения трубчатых заготовок обжимом | 1990 |
|
SU1784365A1 |
| Штамп для обжима тонкостенных заготовок | 1978 |
|
SU730416A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Штамп для обжима трубчатых заготовок | 1977 |
|
SU664722A1 |


1
Фиг. г
А-А
8
Фиг.З
Редактор А.Козориэ
Составитель А.Гузь Техред И „ Попович
Заказ 2334/8 Тираж 783Подтсное
ВНИИГШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ФигЛ
Корректор Л.Патай
| Горбунов М.Н | |||
| Штамповка деталей из трубчатых заготовок | |||
| М.: Машгиз, 1960, с | |||
| Нефтяной конвертер | 1922 |
|
SU64A1 |
| Устройство для обжима труб | 1981 |
|
SU1015981A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
