Изобретение относится к механосборочному производству, в частности к сбороч ;ым линиям спутникового тнна.
Целью изобретения яв,:1иется noEihiniC ние пронзводительностн сборки узлов тмна шарнира рулевых тяг тракторов за смет исключения жесткой связи спутника с тран- спортиой системой, что обеспечивает кантование деталей- при сборке и исключает их иереустановку.
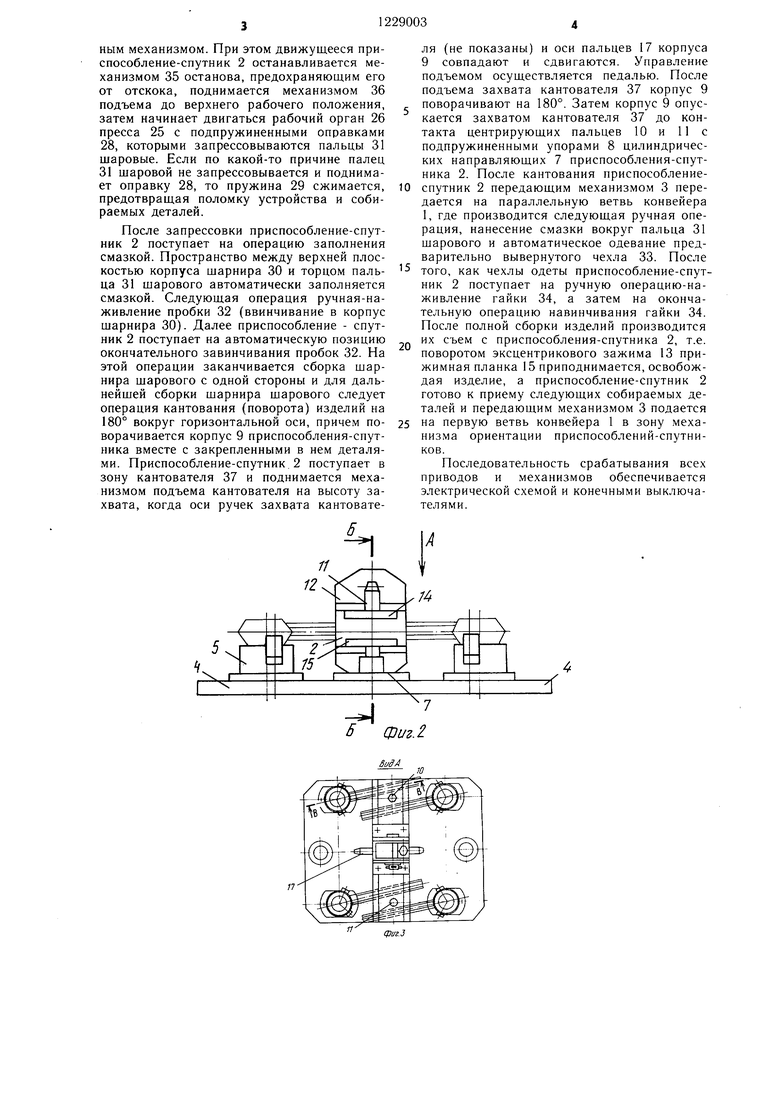
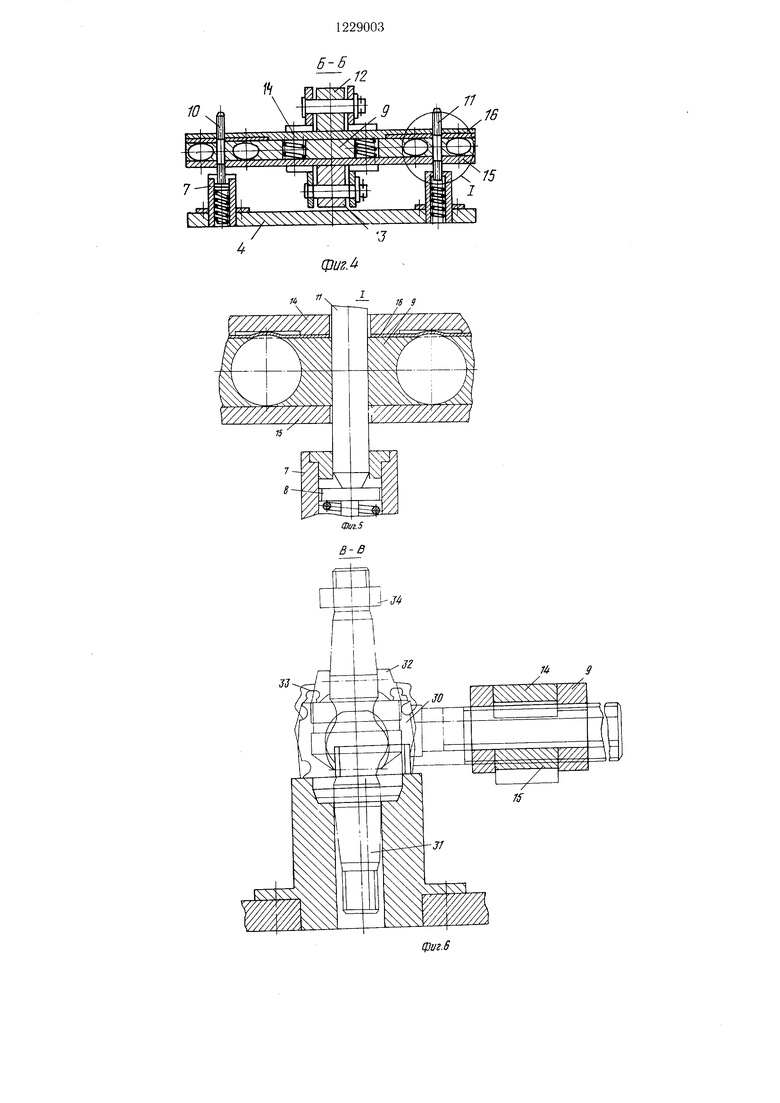
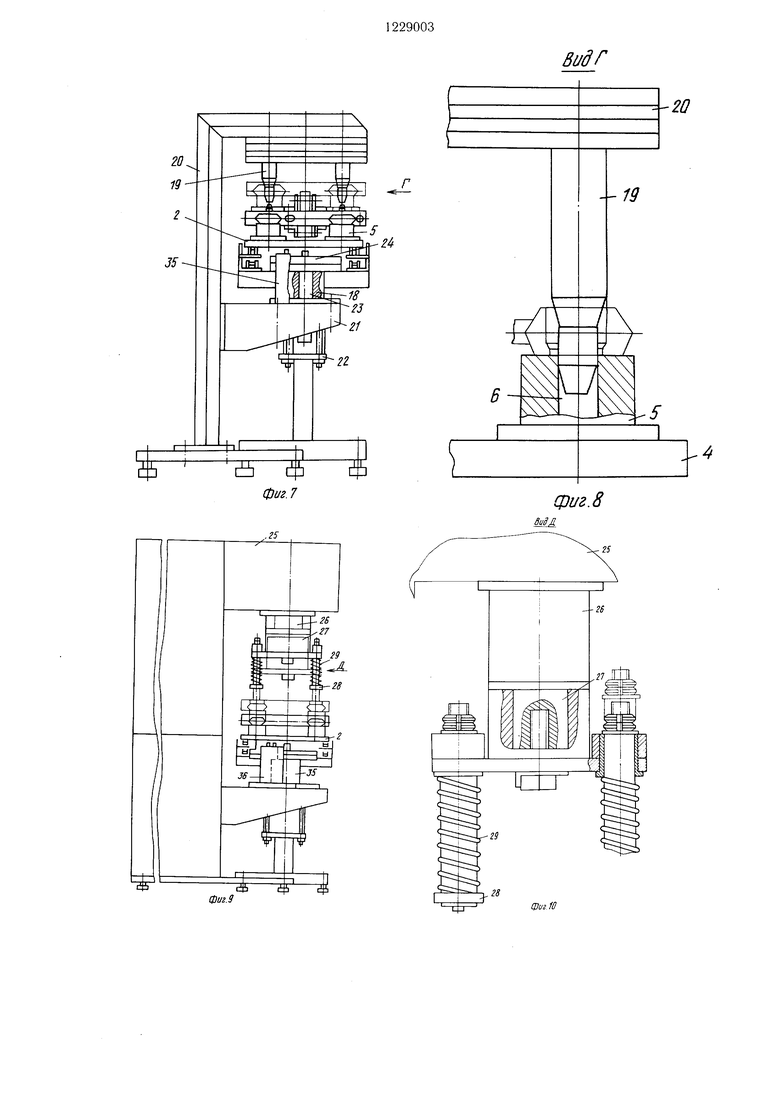
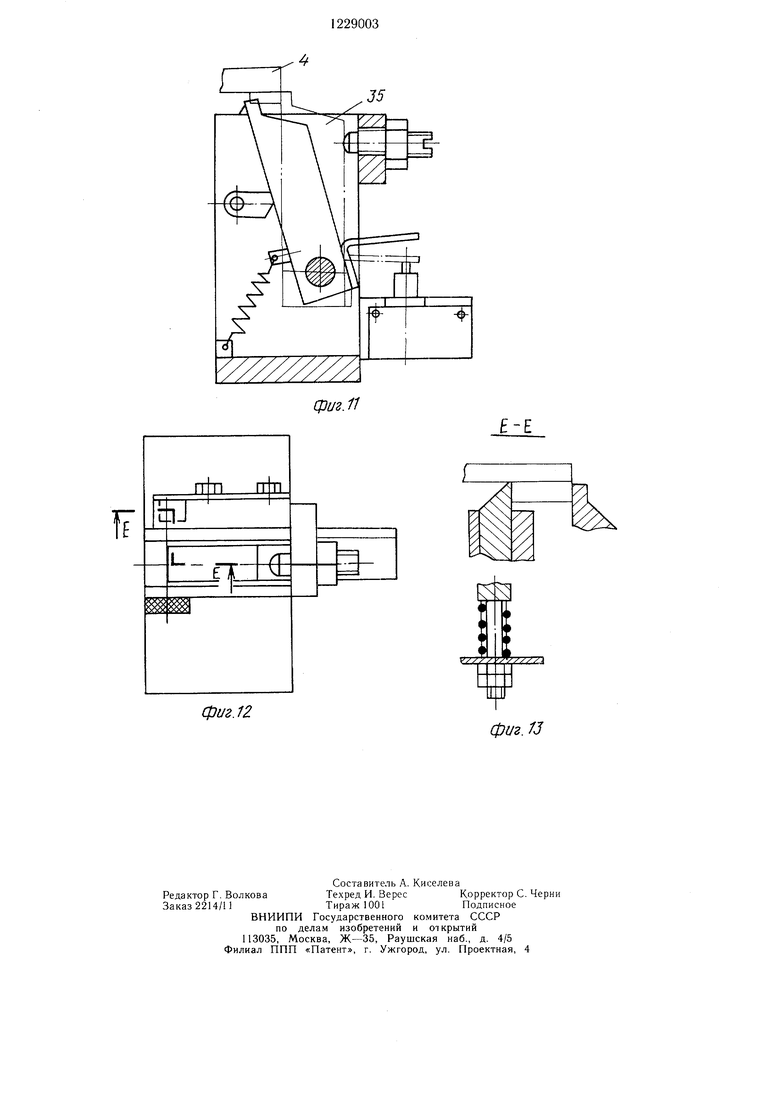
На фиг. 1 изображена сборочная .линия. обишй вид; на фиг. 2 - нриснособление- спутник; на фиг. 3 -- вид Л на фиг., 2; на фиг. 4 - сечение Б--Б на фиг. 2; на фи:. , J узел I на фиг. 4; на фиг. 6 сечение В В на фиг. 3; иа фиг. 7 - - устройство ориентации; на фиг. 8 - вид Г на фиг. 7; на фнг. 9 - занрессовочный механизм; на фиг. 10 - вид D на фнг. 9; на фиг. 1 1 --- механизм останова, общий вид; иа фиг. 12 -- то же, вид сверху; на {})иг. 13 -- ра,ре;;; Е-:--Е на фнг. 12.
Сборочиая содержит смонтирорл:. ные на основании заирессовочный и сбоооч- ные механизмы, установленные но техно,чо- гическому циклу и связанные еднной транспортной систе.мой в виде горизо1ггально замкнутого ценного тина конвейера 1 с и()и- способлениями-сиутниками 2 для собираемых деталей и передающим механизмом 3 для передачи ириснособлений-снутников с од ной ветви конвейера на другую, а также механизм ориентации нрисиособления снутни- ка, расиоложенный в начале линии.
Приснособ.ления-снутники выполнены в виде размещенных иа нлнте 4 опор 5 с осе- вы.ми отверстиями б д,.-|я нентрирования собираемых деталей, нилиндрических наирав- ляюнщх 7 с ноднружиие 1иыми уиорйми 8. расположеннв1х в н.лоскости, нернендику.ляр- иой плоскости опор 5. установленио1Ч.) с возможностью новорота вокруг горизонта. оси корпуса 9 с гнездами для соби-оаем з1х дета,чей н пептрируюн1ими iO .к 11, а также узла крепления сгя )ираемых деталей. Центрируюн1не нальны 10 и 11 устапов;1еиы с возможностью поочередного взаимодейстр,);я торцовыми поверхностями е нодп)ужине ; ными упорами 8 цилиндрических иаги) ;|яюц|,их 7. Узел кре1Г 1епия соби|)аекых дета.лей содержил эксцентриковые зажим1 1 12 и 13 и подпружипен1П)1е нрижим1;ыо плаи- ки 14 и 15, размен1епцые в назах, выгюлпеи- ных в корпусе 9. ;1ля компенсации ; азоров при закреплении нескольких дета,ле1 и более равномерпого расп|)е;,еле1п-1я си.лы при жима, т.е. для надежног о крен, :епия, 9 напротив гнезд д.ля собираемых дета.мей и одной из иоднружинеиных и:)иж1-; |11ьгх нланок 14 или 15 имеет уиругие :).леме1;ты Ifi, выполиепные в виде нрямоуголыП)1х п.ласллш Эксцентриковые зажимы 12 н 13 расио.ло- жены е двух нрол ивоноложиых еторои коо- иуеа 9, что исключает исреустаиовку д.ета- лей иос;1е их сборки с од-лой cropoirij и до- )И),л1И1те,льиое ка Г1 ование после ок(И1чат; .)й скобки. Для кантования корпуса 9 имеются пальцы 17., выполняющие роль тран- сиорт1Ц)1х И1тырей.
Мс .ханизм ориентации приспособления сиутника вынолпен в виде вертикального иривода 18 и фиксаторов 19, закрепленных на ст,анине 20 и установленных с возмож- ност))Ю взаимодействия с осевыми отверстиями б опор 5. Вертикальный привод содержит закренлец1ц 1е на кронн1тейне 21 ннев0 моци,лин;:1р 22, подвижную скалку 23 и плиту 24.
Заирессовочный .механизм представляет собой пресс 25, на рабочем органе 26 которого закреплен корпус 27 с подпружиненными оправками 28. Пружипы 29 оправок
28 оттарированы на усилие запрессовки и являются компенсаторами в случае незапрес совки собираемых деталей.
Собираемое изделие -- ишриир рулевых трактора, содержит корпус шарнира
,,, 30, палец 31 шаровой, пробку 32, чехол 33 .4 гайку 34.
Сборочная линия содержит механизм 35 остаиова и механизм 36 подъема при- сиособления-спутника, а также кантователь 37 для поворота корпуса 9 нриснособле:5 пия-спутиика
Сборочпая лппия работает следующим образом.
Копвейер 1 подает приспособлепие-спут- пик 2 на нервую) ручную операцию в зону механизма орие1ггации на загрузку корпуса0 ми шарниров 30 и их ориентацию, причем корпус 9 присиособления-сиутпика в неза- -|)уже н-1Ом состоянии приподнят относительно опор 5 на 2- -3 мм, а прижимная планка 15 предварительно поджата экспептриковым зажимом 13. Под тяжестью загруженных
- л,ета.лей корпус 9, ориентируемый цеитрирую- 1Ц1 :М иалцачи 10 и 11 относительно плиты i- .)соблеиия-снутпика 2, онускается и корпуса шарниров 30 становятся на опоры 5. оате.м вертика.;|ьный привод 18 механизма
,. опнентапии пневмоцилиндром 22 на скалках 23 но.лнимает 1,литу 24 вместе е приспо- соб,лс;1ием-сиуть иком 2 в направлении фикса- Topoi-. 19, KCjTOpbie входят в осевые отверстия кориусои H apini)OB 30 и осевые отверстия (i oiiop 5. За счет неременного сечения
S (Ьиксаторов 19 кориуса н арниров 30 ориен- л ирулотся на онорах 5 плиты 4. После того, как кориуса икарпиров 30 центрированы 11ово)ото,м .эксцентрикового зажи,ма 12 опускается иодиружинепная прижимная планка i I, сни закрен;1яются; при этом деформи0 -; у;от1 я унрлч ие эле.менты 16, которые после из;и -лий возвращаются в исходное сослсяпие. Пос.л.е центрирования и закреп- , дета.лей конвейером 1 приспособле- ние-снутниг: 2 передается на следующую руч- 1;ую лозинию, на которой подсобранные
- пальцы 31 пгаровые вставляются в корпуса шарниров 30 и подаются иа автоматическую | озицию запрессовки пальцев 31 ша- 1;овых 1, корпуса niapnnpoB 30 запрессовочным механизмом. При этом движущееся приспособление-спутник 2 останавливается механизмом 35 останова, предохраняющим его от отскока, поднимается механизмом 36 подъема до верхнего рабочего положения, затем начинает двигаться рабочий орган 26 пресса 25 с подпружиненными оправками 28, которыми запрессовываются пальцы 31 шаровые. Если по какой-то причине палец 31 шаровой не запрессовывается и поднимает оправку 28, то пружина 29 сжимается, предотвращая поломку устройства и собираемых деталей.
После запрессовки приспособление-спутник 2 поступает на операцию заполнения смазкой. Пространство между верхней плоскостью корпуса шарнира 30 и торцом пальца 31 шарового автоматически заполняется смазкой. Следующая операция ручная-на- живление пробки 32 (ввинчивание в корпус шарнира 30). Далее приспособление - спутник 2 поступает на автоматическую позицию окончательного завинчивания пробок 32. На этой операции заканчивается сборка шарнира шарового с одной стороны и для дальнейшей сборки шарнира шарового следует операция кантования (поворота) изделий на 180° вокруг горизонтальной оси, причем поворачивается корпус 9 приспособления-спутника вместе с закрепленными в нем деталями. Приспособление-спутник 2 поступает в зону кантователя 37 и поднимается механизмом подъема кантователя на высоту захвата, когда оси ручек захвата кантователя (не показаны) и оси пальцев 17 корпуса 9 совпадают и сдвигаются. Управление подъемом осушествляется педалью. После подъема захвата кантователя 37 корпус 9 поворачивают на 180°. Затем корпус 9 опускается захватом кантователя 37 до контакта центрирующих пальцев 10 и 11 с подпружиненными упорами 8 цилиндрических направляюших 7 приспособления-спутника 2. После кантования приспособление0 спутник 2 передающим механизмом 3 передается на параллельную ветвь конвейера 1, где производится следующая ручная операция, нанесение смазки вокруг пальца 31 шарового и автоматическое одевание предварительно вывернутого чехла 33. После
того, как чехлы одеты приспособление-спутник 2 поступает на ручную операцию-на- живление гайки 34, а затем на окончательную операцию навинчивания гайки 34. После полной сборки изделий производится
Q их съем с приспособления-спутника 2, т.е. поворотом эксцентрикового зажима 13 прижимная планка 15 приподнимается, освобождая изделие, а приспособление-спутник 2 готово к приему следующих собираемых деталей и передающим механизмом 3 подается
на первую ветвь конвейера 1 в зону механизма ориентации приспособлений-спутников.
Последовательность срабатывания всех приводов и механизмов обеспечивается электрической схемой и конечными выключателями.
Фиг. 2.
SudA
фиг.З
10
| название | год | авторы | номер документа |
|---|---|---|---|
| Поворотный стол с механизмом зажима приспособления-спутника | 1985 |
|
SU1308444A1 |
| Автоматическая линия спутникового типа | 1983 |
|
SU1133070A1 |
| Кантователь | 1989 |
|
SU1703366A1 |
| Автоматическая линия преимущественно для сборки и клепки дисков сцепления | 1981 |
|
SU977135A1 |
| Устройство подъема и ориентации приспособлений-спутников для несинхронных автоматических линий | 1987 |
|
SU1491664A1 |
| Транспортная система несинхронной сборочной линии спутникового типа | 1981 |
|
SU956242A1 |
| Транспортная система | 1986 |
|
SU1355446A1 |
| Устройство для сборки растровой информационной кассеты | 1972 |
|
SU455310A1 |
| Поточная механизированная линия для изготовления балок коробчатого сечения | 1975 |
|
SU650761A1 |
| СПОСОБ И ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ | 2011 |
|
RU2481918C2 |

v////// 7//m
8идГ
2Q
фиг.8
.25
.26 .27
i
29
-28
ta
г.
JS-- t
-35
фиг.З
фиг 10
фиг. 11
F
riJ
L
Т
€
фиг.12
фиг. /J
| Комплексно-механизированная поточная линия сборки наконечников рулевой тяги | |||
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
