Изобретение относится к станкостроению и может быть использовано в автоматических станках.
Целью изобретения является повышение точности обработки путем ком- пенсации температурных измерений линейных размеров обрабатывающего инструмента и станка.
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 -вид Б на фиг. 1.
Устройство состоит из каретки 1, на которой установлен резец 2. Карет- ка 1 подвижно установлена на суппорте 3 поперечной подачи. Положение каретки относительно суппорта 3 регулируется подпружиненным клиновым ползуном 4, который перемещается штоком гидроцилиндра 5. Бесштоковая полость гидроцилиндра 5 гидравлически связана с бесштоКовыми полостями гидроцилиндров 6 и 7. Поршень гидроцилиндра 6 жестко соединен с термокомпенсацион- ной пластиной 8, выполненной из материала с больщим коэффициентом линейного расширения. Пластина уста- новлена в пазу каретки 1, который снабжен термоизоляцией 9. Противоположный конец пластины жестко закреплен в каретке, а свободная от термоизоляции плоскость пластины контактирует с резцом 2. Шток поршня гидроцилиндра 7 выполнен в виде щупа и упирается в профилированную поверх- ность копира 10. На оси копира жестко укреплена шестерня 11, которая входит в зацепление с термокомпенсационной зубчатой рейкой 12 из материала с большим коэффициентом ли- нейного расширения. Другой конец зубчатой рейки жестко закреплен в кор
пусе 13, которьм установлен на станине станка.
Устройство работает следующим образом.
При обработке детали тело резца 2 нагревается и соответственно увеличиваются его размеры, что приводит к изменению размера обработки. Пластина 8, контчктирующая с резцом, также нагревается, линейные размеры ее увеличиваются. Поршень гидроцилиндра 6 вытесняет часть рабочей Есидкости в бесштоковую полость гидроцилиндра 5, который перемещает клиновой ползун 4 и каретка 1 вместе с резцом 2 отводится от детали на величину удлинения резца. Размер обработки заданньй. При изменении температуры окружающей среды изменяются линейные размеры узлов станка, что влияет на размер обработки детали. Характер изменения зависит от взаимного расположения узлов. При изменении температуры изменяется длина зубчатой рейки 12. Через шестерню 11 она изменяет угловое положение копира 10. Изменяется положение поршня гидроцилиндра 7 и, следовательно, клинового ползуна 4, которьй перемещает каретку 1 с резцом 2. Профиль копира индивидуален для каждого типа станка и обеспечивает перемещение резца при изменении температуры окружающей среды в зависимости от характера влияния этих изменений на pa3Miep обработки.
Применение предложенного устройства обеспечивает повышение точности обработки путем автоматического поддержания размера обработки при нагреве резца и изменении температуры окружающей среды и может быть использовано в автоматических станках.
f1
A-A
i
i
Ш
-8
i
Ж
%
77/77
фиг. 2 8ид6
13
фиг.1
Составитель В.Золотев Редактор Г.Волкова Техред В.Кадар Корректор О.Луговая
Заказ 2404/12 Тираж 826Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг.З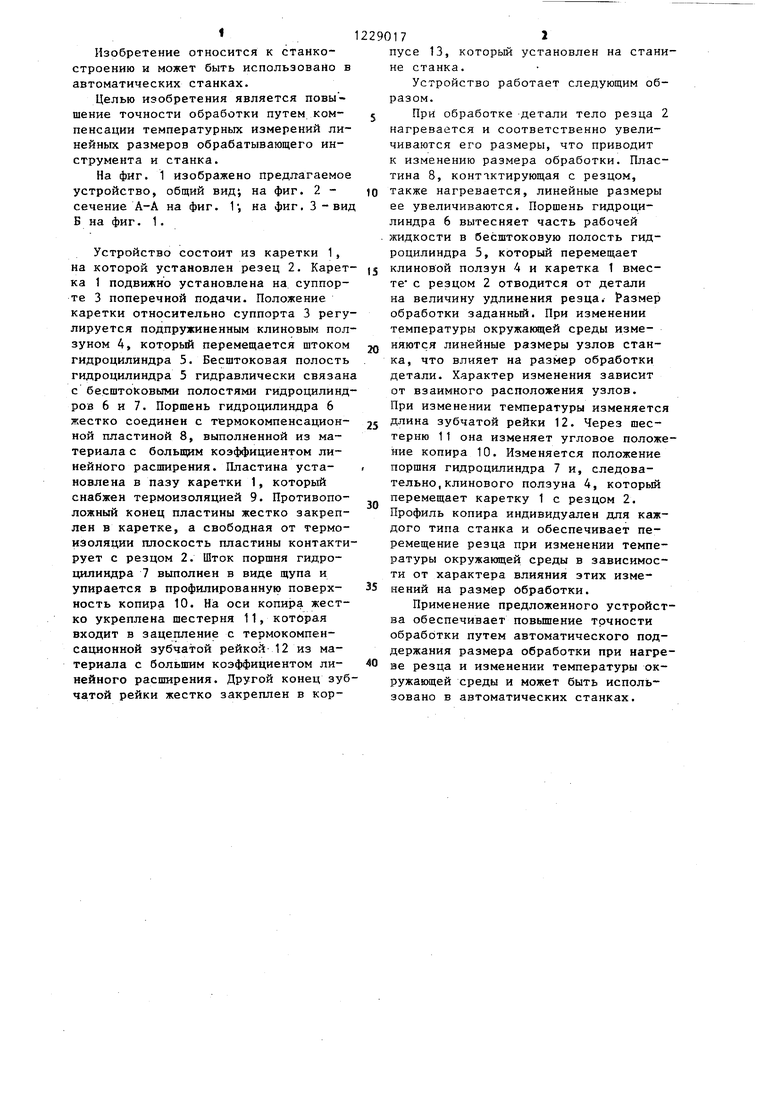
| название | год | авторы | номер документа |
|---|---|---|---|
| Компенсатор износа шлифовального круга | 1984 |
|
SU1184652A1 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| Гидрокопировальный резьботокарный станок | 1985 |
|
SU1313601A1 |
| Гидравлический люнет | 1984 |
|
SU1175652A1 |
| Копировальное устройство | 1983 |
|
SU1121125A1 |
| Устройство для компенсации износа инструмента | 1983 |
|
SU1166964A1 |
| Устройство для перемещения резца с поднакадкой | 1973 |
|
SU480530A1 |
| Устройство для обработки деталей сложной формы | 1976 |
|
SU650722A2 |
| Копировальный гидросуппорт | 1978 |
|
SU768602A1 |
| Устройство для точения внутренних фасонных поверхностей деталей | 1977 |
|
SU615634A1 |

| Устройство для компенсации износа инструмента | 1983 |
|
SU1166964A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
