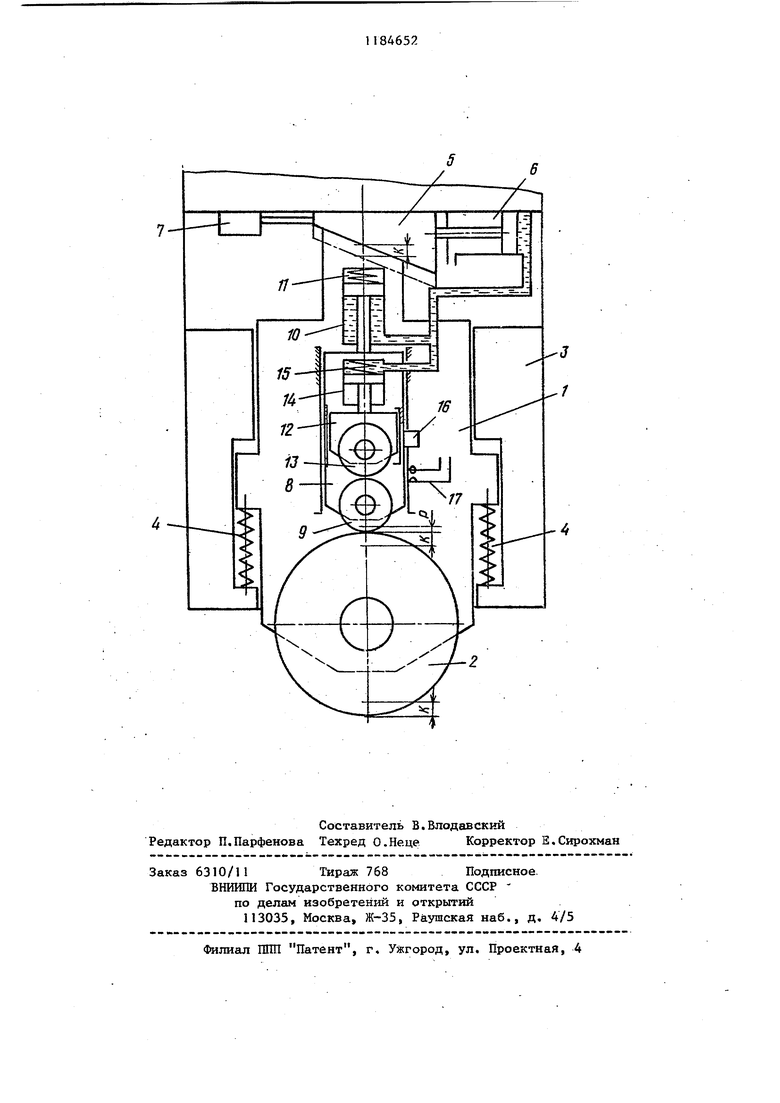
Изобретение относится к металлообработке, в частности к устройствам для компенсации износа обрабатывающе го инструмента, Цель изобретения - повышение томности обработки путем автоматической компенсации износа шлифовального круга и автоматической компенсации износа датчика контроля износа круга На чертеже изображен компенсатор износа шлифовального круга, общий вид. Компенсатор износа состоит из дополнительного суппорта 1 с установленным на нем шлифовальным кругом 2 Дополнительный суппорт 1 установлен с возможностью перемещения в основном суппорте 3 и снабжен прулсинами4 На основном суппорте 3 установлено клиновое устройство 5 с гидродилиндром б привода, Клиновое устройство соединено с датчиком 7 регулятора скорости вращения шлифовального круга. На дополнительном суппорте 1 раз мещен измеритель износа, состоящий из подвижной каретки 8, на которой с возможностью вращения устаиовлен ролик 9. Каретка 8 соединена со штоком гидроцилиндра 10, являющегося датчиком-положения каретки относительно дополнительного суппорта 1. В бесштоковой полости гидроцилиндра 10 установлена пружина 11. Штоковая полость гидроцилиндра 10 связана гид равлически с бесштоковой полостью гидроцилиндра привода клинового устройства 5. На каретке 8 измерителя размещено устройство компенсации износа ролика 9 измерителя, включающее ползун 12 с роликом 13. Ползун 12 соединен с штоком гидроцилиндра 14 датчика положения ползуна 12 относительно каретки 8. В бесштоковой полости гидроцклиндра 14 установлена пружина 15, и полость соединена с системой связи 1идроцилиндра 10 с гидродилиндром 6. На подвижной карет ке 8 установлен кулачок 16, а для взаимодействия с ним на дополнительном суппорте 1 установлены контакты 17 включения станка. Компенсатор износа шлифовального круга работает следующим образом. Для установки шлифовального круга 2 на дополнительный суппорт 1 каретка В отводится в крайнее верхнее положение. После установки круга 2 под действием пружины 11 ролик 9 прижимается к шлифовальному кругу 2, а пружиной 15 ролик 13 прижимается к ролику 9. Перемещением основного суппорта 3 устанавливается размер обработки. В процессе обработки детали шлифовальный круг 2 изнашивается на величину /С и следовательно изменяется размер обработки. При изменении диаметра шлифовального круга изменяется положение подвижной каретки 8 относительно дополнительного суппорта 1, так как ее ролик 9 постоянно прижимается к поверхности круга 2 пружиной 11. При изменении положения каретки 8 часть жидкости из штоковой полости гидроцилиндра 1C вытесняется в бесштоковую полость гидроцилиндра 6. Под ее действием поршень смещается влево, перемещает клин 5 влево. Дополнительный суппорт 1 опускается, и шлифовальный круг 2 приближается к детали на величину его износа Х, смещение клина влево воспринимается датчиком 7 регулятора скорости вращения шлифовального круга и его обороты будут изменяться для сохранения линейной скорости обработки точек его поверхности. Это позволяет выдержать заданную частоту обработки детали. При контакте с поверхностью шлифовально- го круга 2 поверхность ролика 9 измерителя изнашивается на величину . По мере изнашивания ролика 9 пружиной 15 ползун 12 опускается, часть жидкости из системы связи гидроци линдров 10 и 6 забирается в бесштоковую полость гидроцилиндра 14. Этим исключается влияние износа ролика 9 измерителя на точность работы компенсатора. Таким образом обеспечивается перемещение круга 2 и клина 5 на величину износа /С круга, а перемещение каретки 8 на величину износа К.+ Р круга 2 и ролика 9, . Площади поршней гидроцилиндров 6 и 11 и угол клина 5 -выбираются с условием дополнительного смещения суппорта на величину износа шлифовального круга, а площадь поршня гидроцилиндра 14 - с условием уменьшения смещения клина 5 на величину износа ролика 9. При износе круга 2 больше допустимой величины кулачок 16 замыкает контакты 17, суппорт 3 станка поднимается, станок выключается.
| название | год | авторы | номер документа |
|---|---|---|---|
| Компенсатор износа шлифовального круга | 1986 |
|
SU1371796A1 |
| СИСТЕМА ДЛЯ АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВ ДЕТАЛЕЙ И РЕГУЛИРОВАНИЯ ДЕФОРМАЦИЙ КРУГЛОШЛИФОВАЛЬНОГО СТАНКА | 1989 |
|
RU2014208C1 |
| Система активного контроля | 1986 |
|
SU1414592A1 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| Ленточно-шлифовальный станок | 1978 |
|
SU751591A2 |
| Станок с ЧПУ для заточки инъекционных игл одноразовых шприцов | 1990 |
|
SU1774911A3 |
| Гидрокопировальный резьботокарный станок | 1985 |
|
SU1313601A1 |
| БЕСЦЕНТРОВО-ШЛИФОВАЛЬНЫЙ АВТОМАТВСЕСОЮЗНАЯПЛ:НТ1Ш-Т[ХШ':Е:КАБИБЛИОТЕКА | 1970 |
|
SU279364A1 |
| Способ шлифования зубьев цилиндрических зубчатых колес и устройство для его осуществления | 1980 |
|
SU925242A3 |
| Устройство для компенсации износа инструмента | 1983 |
|
SU1166964A1 |
КОМПЕНСАТОР ИЗНОСА ШЛИФОВАЛЬНОГО КРУГА, включающий, суппорт, измеритель износа, механизм перемещения измерителя и датчик регулятора скорости вращения шлифовального круга, о тлич ающийс я тем, что, с целью повышения точности обработки, шлифовальный круг установлен на введенном в устройство дополнительном суппорте, который размещен с возможностью перемещения на основном суппорте, подпружинен относительно него и снабжен клиновым устройством подачи с гидроцилиндром привода, измеритель износа размещен на дополнительном суппорте и вьтолнен в виде подвижной каретки с первым роликом предназначенным для взаимодействия со шлифовальным кругом, и датчика положения каретки, выполненного в виде гидроцилиндра, шток которого соединен с кареткой, в бесштоковой полости установлена пружина сжатия, а што- ковая полость связана с бесштоковой полостью гидроцилиндра привода клинового устройства, при этом устройство снабжено компенсатором износа измерителя, выполненным в виде ползуна, установленного с возможностью перемещения на каретке, второго ролика, установленного на ползуне и предназначенного для взаимодействия с первым роликом, и датчика положения § ползуна, вьтолненного в виде гидроцилиндра, шток которого соединен с (Л ползуном, а бесштоковая полость, в которой размещена пружина сжатия, соединена с бесштоковой полостью г с гидроцилиндра привода клинового устройства, которое соединено с датчиком регулятора скорости вращения шлифовального круга, а каретка из00 мерителя снабжена кулачком, пред |;ib назначенным для взаимодействия с Ot СП 1C введенными в устройство замыкающими электрическими контактами, установленными на дополнительном суппорте и предназначенными для выключения станка.
| Устройство для контроля размеров шлифовального круга | 1977 |
|
SU618272A1 |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
