1
Изобретение относится к устройствам гальванотехники и может быть применено для управления автоопера- торами автоматических линий обработки деталер в жидкостях, в частности в химических растворах.
Цель изобретения - улучшение удоб ства эксплуатации и повьшзение надежности в работе.
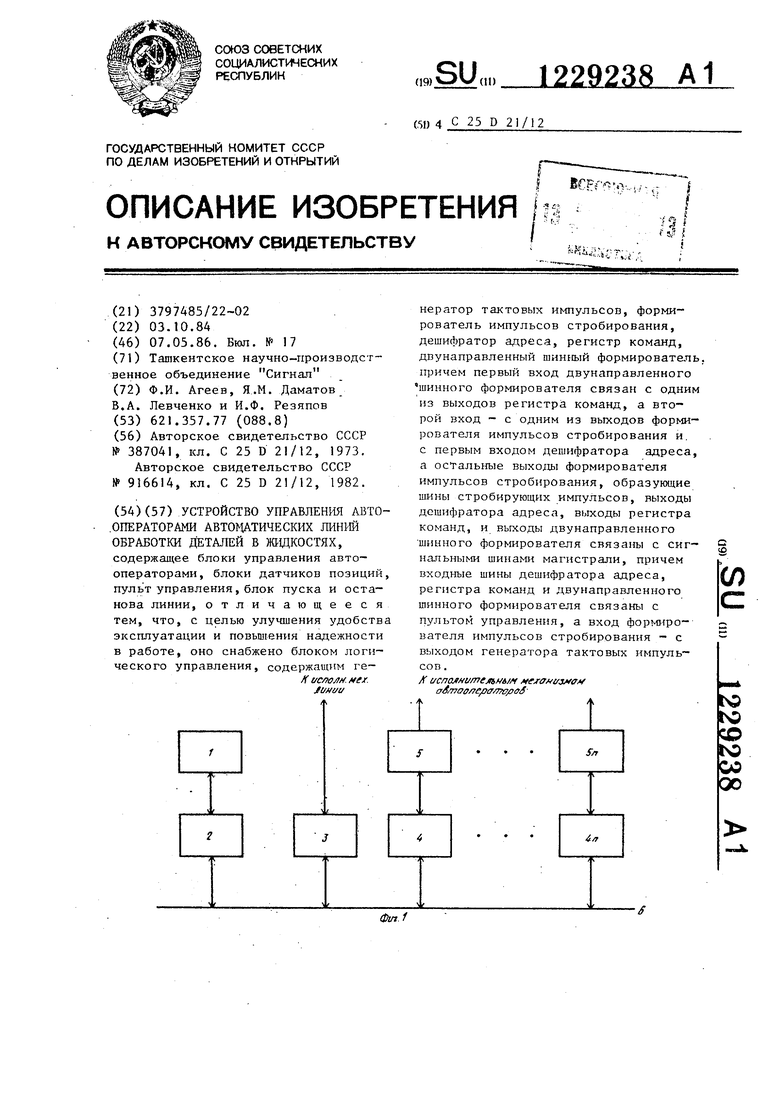
На фиг.1 представлена блок-схема устройства5 на фиг. 2 -- блок логического управления.
Устройство управления автооператрами автоматической линии содержит пульт 1 управления, блок 2 логического управления, блок 3 пуска и останова линии, блоки 4 управления автооператорами, блоки 5 датчиков позиций, сигнальные шины магистрали 6, генератор 7 тактовых импульсов, формирователь 8 импульсов стро бирования, дешифратор 9 адреса, ре гистр 10 команд, двунаправленный шинный формирователь 11, шины 12 стробирующих импульсов, шины 13 адресации, кодовые шины 14 команд, кодовые шины 15 данных.
Устройство работает следуюш 1м образом.
При включении питания устройства в пульте 1 управления автоматически вырабатывается сигнал установки автооператоров в исходное положение который через блок 2 логического управления, сигнальные шины магистрали 6, блоки 4 управления, блоки 5 датчиков позиций поступает на исполнительные механизмы автооператоров и устанавливает автоопер 1то- ры в верхнее над ваннами положение.
Перед началом работы оператор с пульта 1 управления в режиме ручного управления осуществляет ввод исходных параметров, соответствующих выбранному технологическому пр оцес су. К этим параметрам относится, в частности, определение тех автооперторов, которые будут участвовать в обработке, а . акже задание соответствующих времелных выдержек. Так, при задании последних на пульте 1 управления устанавливается адрес блока управления (номер ванны), команда и временная выдержка, которые по сигналу Пуск поступают соответственно на дешифратор 9 адреса, регистр 10 команд, двунгшравленный шинный формирователь 1I. Далее с
10
(5
25
29238I
выходов этих блоков и формирователя 8 импульсов стробирования данные через кодовые шины 15 данных, кодо-f вые 14 шины команд, шины 13 адресации и шины 12 стробирующих импульсов поступают на сигнальные шины магистрали 6, откуда на соответствующие входы функциональных блоков 3 и 4.,
С целью проверки правильности занесения временной выдержки в задан- ый блок управления на пульте 1 управления аналогичным образом устанавливается адрес блока, соответствующая команда и при нажатии кнопки Пуск информация о временной вьщерж- ке с выбранного блока управления через сигнальные шины магистрали 6, кодовые шины 15 данных поступает в 20 двунаправленный шинный формирователь 11, откуда в пульт управления .
С помощью соответствующих команд в режиме ручного управления можно проверить работоспособность любого автооператора. Предусмотрены такие команда, как спуск автооператора, покачивание в пределах высоты ванны и под ьем.
Кроме того, в режиме ручного управления при помощи специальной команда можно проверить перемещение автооператоров по линии. При этом также на пульте управления необходимо установить адрес блока 3.пуска и останова линии и соответствующую команду. Следует отметить, что цепи прохо:ждения этих сигналов от пульта 1 управления к выбранному блоку 3 или 4 остаются без изменения.
Таким образом устройство подготавливается для работы в автоматическом режиме.
Далее по команде оператора устанавливается автоматический режим работы устройстт а. Работа в заданном режиме начинаетч,я по сигналу Пуск. При этом: синхронизация всех шагов, таких как перемещеш-ie линии, временная выдержка, спуск автооператора, покачивание и подъем, осуществляется посредством импульсов, вырабатываемых в формирователе 8 импульсов стро- бирования.
30
35
40
45
50
Таким образом, введение блока логического управления обеспечивает однотипность прохождения сигналов от пульта управления независимо от вида команды и функциональных блоков, к которым они адресуются, В устройстве отсутствуют сложные логические взаимосвязи между блоками, что приводит к улучшению удобства эксплуатации и повьшению надежности,
Простота наращивания устройства обусловлена тем, что изменение длины линии за счет увеличения или уменьшения числа автооператоров приводит лишь к количественным изменениям блоков управления и не сказывается на работе блока логического управлеВНИИПИ Заказ 2421/23 Тираж 615 Подписное
- -- ------ - --.«- -.--.. - - - ,„ , г.„.ц, 1
Произв,-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
12292384
ния и устройства в целом, а также на прохождении сигнапов по сигнальным шинам магистрали.
5 Предусмотрено управление устройст™ ва как в автономном режиме, от пуль™ та управления, так и с помощью ЭВМ, причем в последнем случае вместо пульта управления подключается ЭВМ, 10 а блок логического управления и все остальные блоки ос 1аются без изменения .
8
1Z
/J
//
15
Фиг. 2.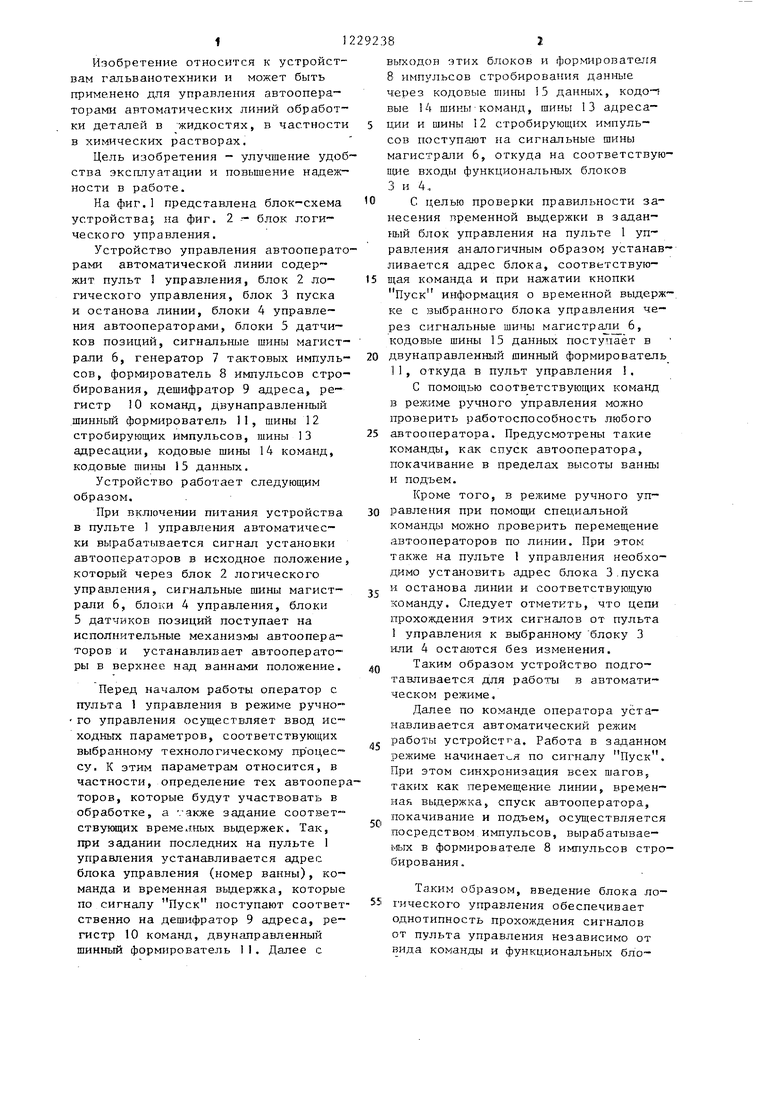

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления автооператорами автоматических линий обработки деталей в жидкостях | 1985 |
|
SU1285070A1 |
| Устройство управления автооператорами автоматических линий гальванопокрытий | 1988 |
|
SU1595952A1 |
| Устройство управления автооператорами автоматических линий обработки деталей в жидкостях | 1985 |
|
SU1312123A1 |
| Устройство управления автооператорами автоматических линий обработки деталей в жидкостях | 1985 |
|
SU1247436A1 |
| Устройство для программного управления автоматическими линиями гальванопокрытий | 1981 |
|
SU1003023A1 |
| Устройство программного управления автооператорами гальванической линии | 1980 |
|
SU943337A1 |
| Установка для управления автооператорами гальванических линий | 1978 |
|
SU749946A1 |
| Устройство программного управления автооператорами гальванической линии | 1976 |
|
SU654699A1 |
| Устройство программного управления автооператорами многопроцессных автоматических линий гальванопокрытий | 1982 |
|
SU1081243A1 |
| Микропрограммное устройство управления | 1985 |
|
SU1315974A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ АВТООПЕРАТОРАМИ АВТОМАТИЧЕСКИХ ЛИНИЙ ГАЛЬВАНОПОКРЫТИЙ | 0 |
|
SU387041A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
