блоки 5 ,. . . ,5 дат- сигнальные шины 6 ма
Изобретение относится к оборудо- ва нию для гальванотехники и может быть применено для управления автооператорами автоматических линий обработки деталей в жидкостях, в частности.в химических растворах, и яв- ляется усовершенствованием известного устройства по авт.св. № 1229238.
Цель изобретения - повышение надежности протекания технологического процесса.
На фиг. 1 представлена блок-схема устройства; на фиг. 2 - блок логического управления.
Устройство содержит пульт 1 уп- равления, блок 2 логического управления , блок 3 пуска и останова линии, блоки 4 ,...,4 управления ав- тооператорами, чиков позиции,
гистрапи, генератор 7 тактовых импульсов, формирователь 8 импульсов стробирования, дешифратор 9 адреса, регистр Ю команд, двунаправленный шинный формирователь 1I, шины 12 стробирующих импульсов, шины 13 адресации, кодовые шины 14 команд, кодовые шины 15 данных, схему 16.контроля аварий, схему 17 контроля общего цикла обработки деталей в жидкое- тях, шины 18 сигналов аварии.
Устройство работает cлeдyюшJ м образом.
При включении питания устройства в пульте 1 управления автоматически вырабатывается сигнал установки автооператоров в исходное положение, который через блок 2 логического управления, сигнальные шины 6 магистрали, блоки 4 управления, блоки 5 датчиков позиций поступает на исполнительные механизмы автооператоров и устанавливает автооператорь в верхнее над ваннами положение.
Перед началом работы оператор с пульта 1 управления в режиме ручного управления осуществляет ввод исходных параметров, соответствующих выбранному технологическому процессу. К этим параметрам относится, в част- ности, определение тех автооператоров, которые участвуют в обработке, временные выдержки, а также длительность общего цикла обработки деталей в жидкостях.
При задании временных выдержек н пульте 1 управления устанавливается адрес блока управления, команда и временная выдержка, которые по сиг0
5
5
О
5 0
5 0 5
налу Пуск поступают соответственно на дешифратор 9 адреса, регистр 10 команд, двунаправленный шинный формирователь 11, Далее с выходов этих блоков и блока формирователя 8 импульсов стробирования данные через кодовые шины 15 данных, кодовые шины 14 команд, шины 13 адресации и шины 12 стробируюпщх импульсов поступают на сигнальные шины 6 магистрали, откуда на соответствующие входы функциональных блоков 3 и 4. При задании длительности общего цикла обработки деталей в жидкостях на пульте 1 управления устанавливается адрес блока 2 логического управления, команда и параметр, соответствующий длительности общего цикла, которые по сигналу Пуск поступают в схему 17 контроля общего цикла/ Длительность общего цикла Т обработки деталей в жидкостях определяется по формуле
, ,
где t const - время перемещения автооператора по линии от одной ванны к другой;
временная выдержка перед покачиванием; время покачивания (длительность обработки деталей).
Информация о текущем времени общего цикла непрерывно индицируется на световом табло пульта 1 управления. Таким образом, устройство подготавливается для работы а автоматическом режиме.
Далее по команде оператора устанавливается автоматический режим работы устройства. Работа в заданном режиме начинается при нажатии кнопки Пуск на пульте 1 управления.
В процессе эксплуатации линии возможны случаи останова автооператоров при обработке деталей или останова и линии при перемещении ее по горизонтали вследствие механических заклиниваний и т.п. Сигналы об этих и других подобных аварийных ситуациях через информационные шины 6 магистрали, шины 18 сигналов аварии поступают в схему 16 контроля аварии. В последней вырабатываются сигналы запрета, один из которых поступает в генератор 7 тактовых импульсов, оставшиеся через шины 18 сигналов аварии, информационные шины 6 магистрали посту4 «z
пают в блок 3 пуска и останова линии и в блоки 4.,..,,А управления автоопер а тор af ми,
При .этом генератор 7 тактовых импульсов останавливается и в результа те чего прекращается работа схем временной выдержки в блоке 3 пуска и останова линии и в блоках 4 ,. ..4 управления автооператорами, .а также прекращается счет времени в схеме 17 контроля общего цикла.
Кроме того, под действием сигналов запрета автооператоры устанавливаются в верхнее над ваннами исхйд- ное положение, а на дальнейшее пере- мещение линии накладывается запрет. Все остановы и запреты имеют место до устранения аварийной ситуации и повторного пуска.
Оперативная информация об аварий- ной ситуации, текущее время общего цикла в момент аварии, выведенные на световое табло пульта 1 управления, дают возможность определить момент времени цикла, в который произошла авария, принять соответствующее решение и незамедлительно, устранив причину возникновения аварии, пред- отвратить нарушение технологического процесса.
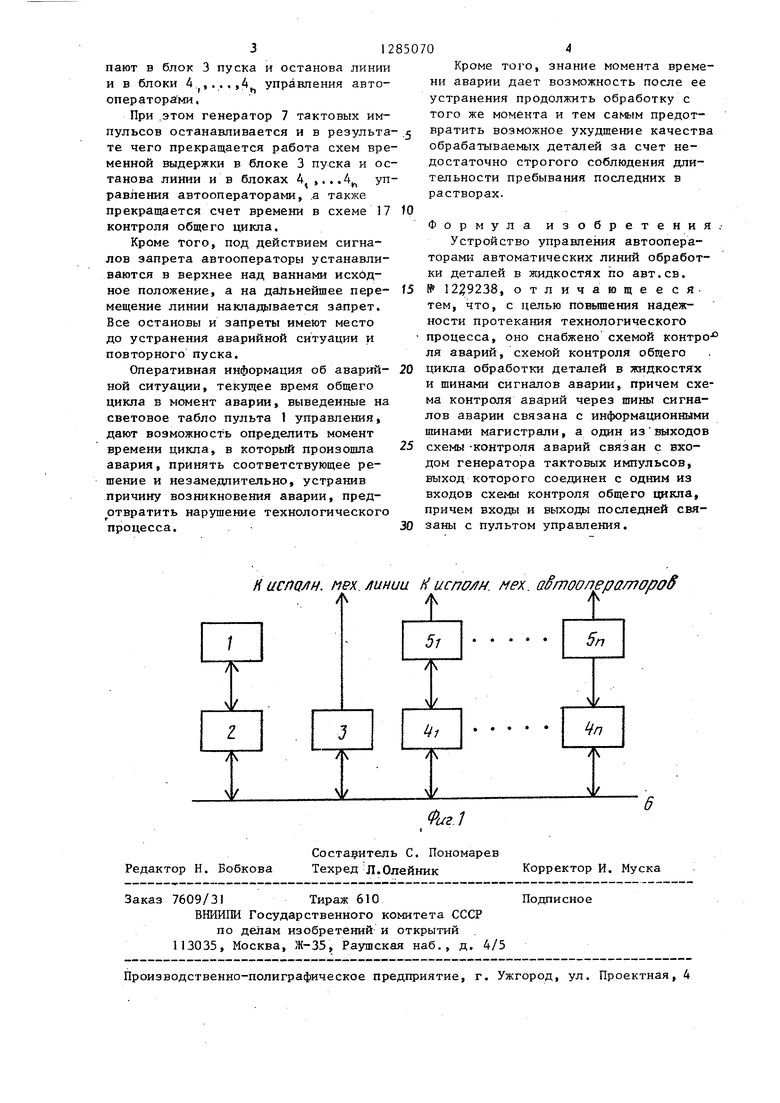
Н испц/1н. hex. AUHUU Н испо/ н. мех. аётоолератороб
Н. Бобкова
ФигЛ
Составитель С. Пономарев Техред Л.Олейник
Заказ 7609/31 Тираж 610
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
5
0 0
5
Кроме тогсз, знание момента времени аварии дает возможность после ее устранения продолжить обработку с того же момента и тем предотвратить возможное ухудщение качества обрабатываемых деталей за счет недостаточно строгого соблюдения длительности пребывания последних в растворах.
Формула изобретения.
Устройство управления автооператорами автоматических линий обработки деталей в жидкостях по авт.св. № , отличающееся, тем, что, с целью повышения надежности протекания технологического процесса, оно снабжено схемой контро- - ля аварий, схемой контроля общего цикла обработки деталей в жидкостях и шинами сигналов аварии, причем схема контроля аварий через шины сигналов аварии связана с информационными шинами магистрали, а один из выходов схемы -контроля аварий связан с входом генератора тактовых импульсов, выход которого соединен с одним из входов ске1чы контроля общего цикла, причем входы и выходы последней связаны с пультом управления.
Корректор И. Муска
Подписное
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления автооператорами автоматических линий гальванопокрытий | 1988 |
|
SU1595952A1 |
| Устройство управления автооператорами автоматических линий обработки деталей в жидкостях | 1985 |
|
SU1312123A1 |
| Устройство управления автооператорами автоматических линий обработки деталей в жидкостях | 1984 |
|
SU1229238A1 |
| Устройство управления автооператорами автоматических линий обработки деталей в жидкостях | 1985 |
|
SU1247436A1 |
| Устройство программного управления автооператорами гальванической линии | 1980 |
|
SU943337A1 |
| Установка для управления автооператорами гальванических линий | 1978 |
|
SU749946A1 |
| Устройство для программного управления автоматическими линиями гальванопокрытий | 1981 |
|
SU1003023A1 |
| Устройство для программного управления автоматическими линиями гальванопокрытий | 1983 |
|
SU1173393A1 |
| Устройство для программного управления автооператорами гальванической линии | 1987 |
|
SU1429089A1 |
| Устройство программного управления автооператорами гальванической линии | 1976 |
|
SU654699A1 |
Изобретение относится к оборудованию для гальванотехники и может быть применено для управления автооператорами автоматических линий обработки деталей в жидкостях. Цель изобретения - повьшение надёжности протекания технологического процесса. Устройство содержит пульт 1 управления, блок 2 логического управления, блок 3 пуска и останова линии, блоки 4 -4j управления автооператорами, блоки 5 -5 датчиков позиции, сигнальные шины магистрали 6. Схема контроля аварий 16 через шины 18 сигналов аварии соединена с информационными шинами магистрали 12, 13, 14 и 15. Выход схемы контроля аварий 16 соединен с входом генератора 7 тактовых импульсов, выход которого соединен с входом схемы ; контроля общего цикла 17, а входы и выходы схемы контроля общего цикла 17 связаны с пультом управления 1. Повьшение надежности протекания техно-, логического процесса достигается введением в данное устройство схемы контроля аварий, контроля общего цикла обработки деталей в жид костях и щин сигналов аварии. ОпераЧ тинная информация от аварийной ситу-S ации предотвращает нарушение технологического процесса. 2 ил. ю (Х О1 14)
| Устройство управления автооператорами автоматических линий обработки деталей в жидкостях | 1984 |
|
SU1229238A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
