11230727
относится к обработке
за че со тр
металлов давлением и может быть использовано для автоматизации подачи заготовок в многопозиционном прессе.
Целью изобретения является повьше- ние производительности и расширение технологических возможностей.
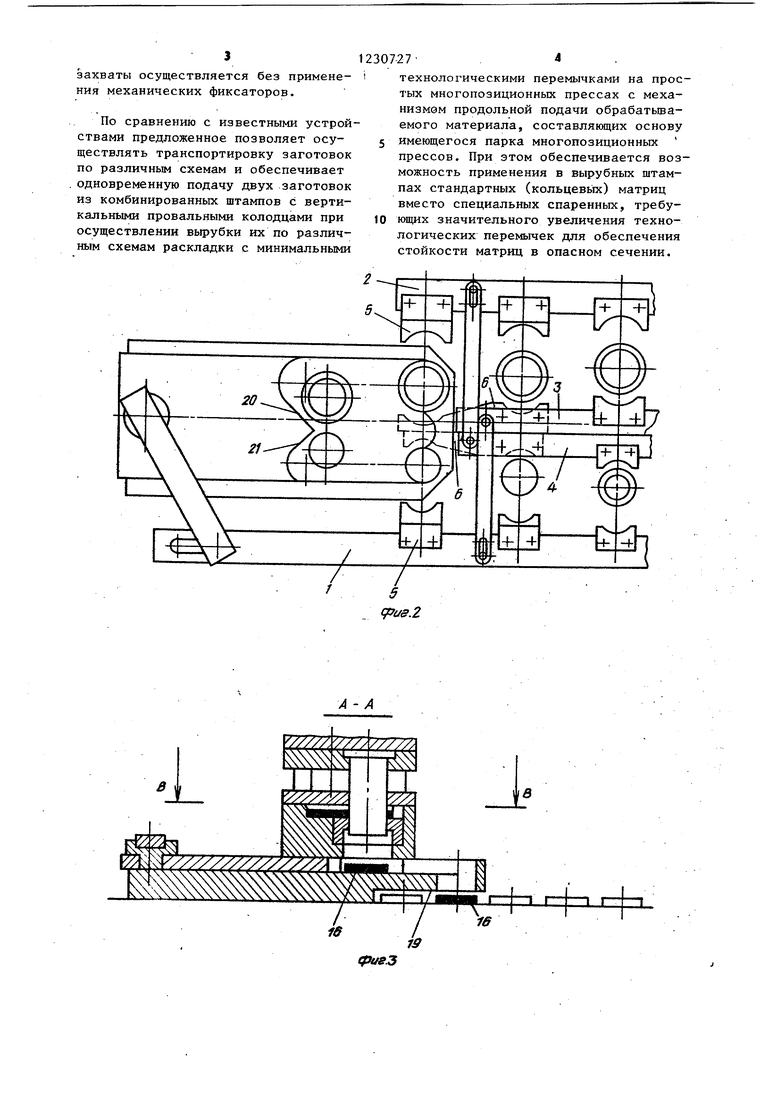
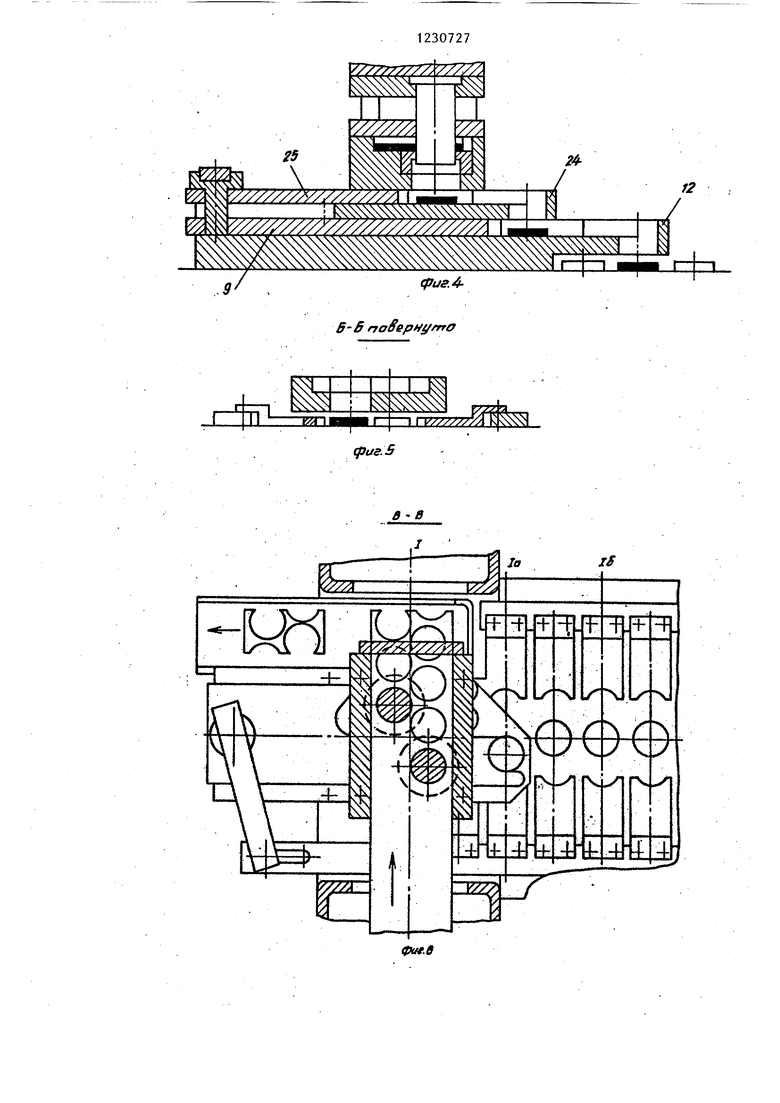
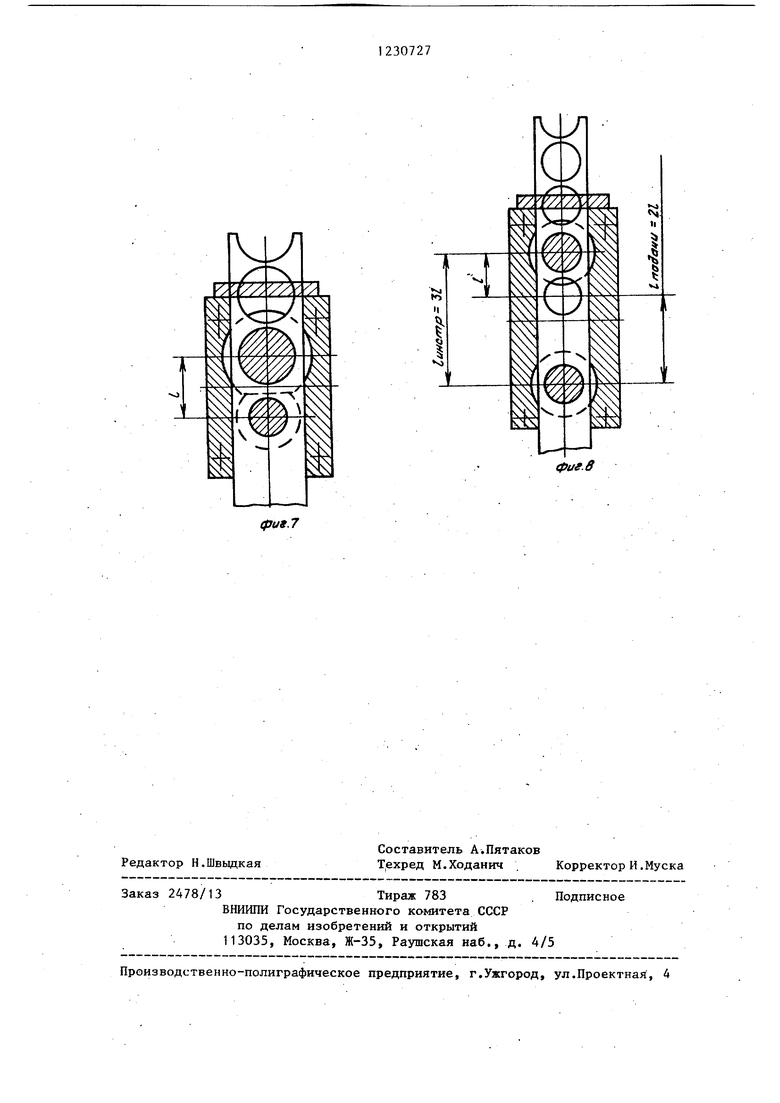
На фиг. 1 показано устройство для транспортировки заготовок при штамповке в двух расположенных последовательно один за другим многопозиционных штампах с двухрядной шахматной вырубкой заготовок в комбинированном штампе, план; на фиг. 2 - при штамповке в двух установленных параллельно многопозиционных штампах с однорядной вырубкой двух заготовок с взаимно вписьшающимися контурами} на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - то же, с дополнительными плитой и шибером , на фиг. 5 - сечение Б-Б на фиг. 1; на фиг. 6 - сечение В-В на фиг. 3J на фиг. 7 - штамп для однорядной последовательной вырубки заготовок с взаимно вписьтаю- щимися контурами; на фиг. 8 - то же, для однорядной последовательной вырубки двух одинаковых заготовок.
Устройство содержит одну удлиненную грейферную линейку 1 и одну 2 или три 2, 3 и 4 короткие грейферные линейки, на которых смонтированы захваты 5 и 6. Линейки 1 и 2 связаны с приводом (не показан) их продольного в направлении подачи и поперечного возвратно-поступательного перемещений, а линейки 3 и 4 связаны соответственно с линейками 1 и 2. На передней части линейки 1 под углом об к продольной оси устройства одним концом жестко закреплена планка 7, взаимодействующая другим своим концом со ступенчатой вставкой 8, установленной на шибере 9. В расширенной части вставки 8 вьшолнен паз 10 для размещения свободного конца планки 7. Шибер 9 размещен в полуоткрытом продольном пазу 11, выполненном в верхней части промежуточной плиты 12, установленной на вьфубной позиции I и схватывающей зону загрузочной позиции IU. В закрытой части паза 11 выполнены провальные отверстия 13 и 14 для заготовок 15 и 16, сопряженные на участках 17 и 18 с боковой поверхностью паза 11. В нижней части плиты 12 в зоне приема заготовок 15 и 16 выполнен вырез 19 для перемещения
захватов 5 и 6. Кроме того, на рабочей части шибера 9 выполнены выступы со скосами 20 и 21, сопряженные с трафаретами 22 и 23.
Возможно выполнение устройства с одной дополнительной плитой 24 и шибером 25.
Устройство работает следующим образом.
При смыкании линеек 1 и 2 линейка 1 посредством планки 7 и вставки 8 перемещает шибер 9 в пазу 11 из крайнего левого положения на часть его рабочего хода. Величина этого перемещения устанавливается путем подбора угла об перед установкой планки 7 в момент, когда линейка 1 находится в крайнем левом разведенном положении при условии обеспечения зазора между заготовкой 16 и скосом 21 или заготовками 15, 16 и скосами 20 21, достаточного для свободного падения заготовок 15 и 16 на дно паза 11 , Оставшуюся часть хода, равную
р абочему ходу линейки 1, шибер 9 совершает при ее рабочем ходе, при этом заготовки 15 и 16 посредством скосов 20 и 21 сначала сдвигаются или раздвигаются на расстояние, достаточное для нормальной работы грейферных захватов 5 и 6, а затем открытыми трафаретами 22 и 23 подаются в зону провальных отверстий 13 и 14. В крайнем правом положении шибера 9 трафареты 22, 23 и участки 17, 18 боковой поверхности паза 11 образуют закрытые трафареты, гарантирующие сброс заготовок 15 и 16 в провальные отверстия 13 и 14, через которые они попадают в зону приема захватов 5 и 6. При обратном поперечном ходе линейки 1 шибер 9 возвращается на часть своего обратного хода и заканчивает перемещение в исходное положение при
обратном продольном ходе линейки 1.
Кроме того, при транспортировке заготовок 15 и 16 по двухрядной схеме (фиг. 2) заготовки при зажиме их
захватами 6 дополнительно раздвигаются на холостых позициях I о и IS на часть поперечного хода линеек 3 и 4. Таким образом, обеспечивается транспортировка заготовок при значительной разнице расстояний между осями пуансонов вырубного штампа и осями многопозиционных штампов, при этом подача заготовок в грейферные
захваты осуществляется без применения механических фиксаторов.
По сравнению с известными устрой ствами предложенное позволяет осуществлять транспортировку заготовок по различным схемам и обеспечивает одновременную подачу двух заготовок из комбинированных штампов с вертикальными провальными колодцами при осуществлении вьфубки их по различным схемам раскладки с минимальными
274
технологическими перемычками на простых многопозиционных прессах с механизмом продольной подачи обрабатьша- емого материала, составляющих основу имеющегося парка многопозиционньж прессов. При этом обеспечивается возможность применения в вырубных штампах стандартных (кольцевьпс) матриц вместо специальных спаренных, требующих значительного увеличения техно
логических перемычек для обеспечения стойкости матриц в опасном сечении.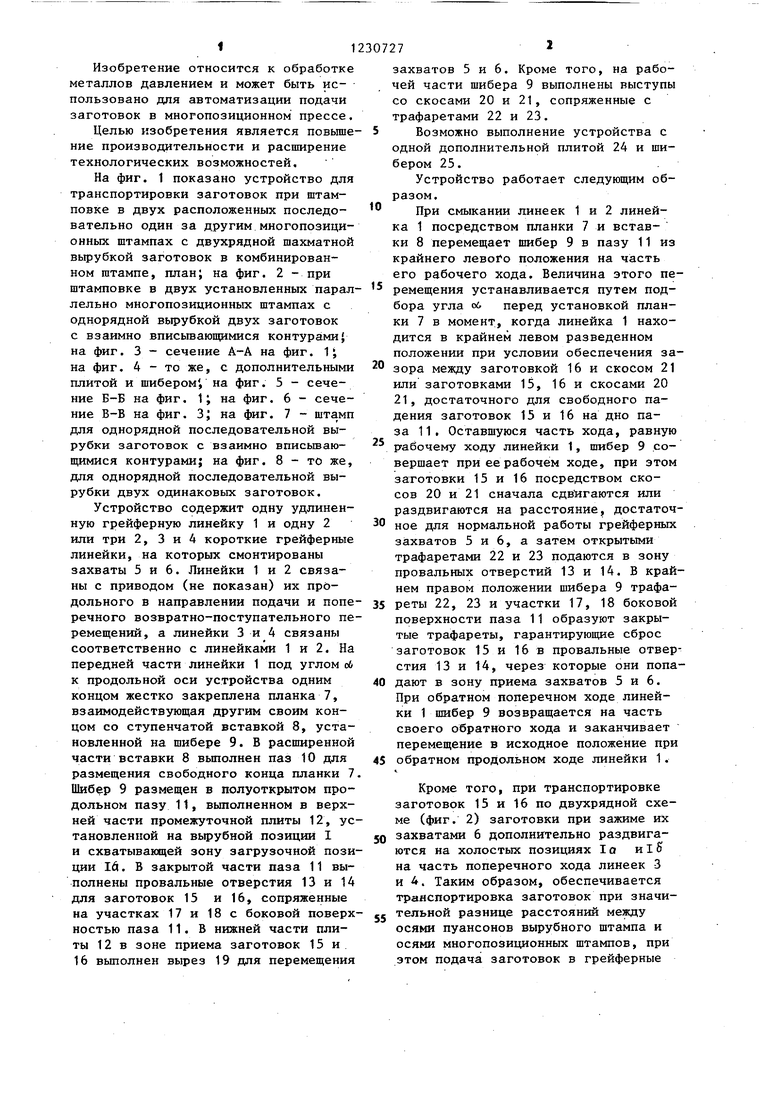
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| Штамп с отключаемыми пуансонами | 1987 |
|
SU1609536A1 |
| Штамп с отключаемыми пуансонами | 1984 |
|
SU1274823A1 |
| Листоштамповочный многопозиционный пресс-автомат | 1974 |
|
SU548439A1 |
| Грейферное подающее устройство к штампу | 1983 |
|
SU1159698A1 |
| Многопозиционный штамп для изготовления деталей | 1981 |
|
SU995995A1 |
| Устройство для транспортировки штучных заготовок | 1978 |
|
SU774724A1 |
| Вырубной штамп для многопозиционной штамповки | 1989 |
|
SU1787623A1 |
| Универсальный блок для изготовления деталей из штучных заготовок | 1988 |
|
SU1532159A1 |
| Многопозиционный пресс | 1976 |
|
SU549210A1 |

12
1
I
gjus.S
IS
VUl
/Л
II
ч.х
Редактор Н.Швыдкая
Заказ 2478/13Типа 7R4тт
счытл г1ираж /ИЗПодписное
ьниипи Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, А
Составитель А.Пятаков
Т ехред М.Ходанич . Корректор И.Муска
| Грейферный подающий механизм к многопозиционному прессу | 1968 |
|
SU535888A3 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
