Изобретение относится к холодной обработке металлов давлением и молсет быть использовано в многопозиционных штампах, встроенных в поточные, в частности полуавтоматические линии.
Известен многопозиционный штамп для изготовления деталей, содержащий закрепленные на верхней плите штампа пуансоны, смонтированные на нижней плите штампа линейки, кинематически связанные с верхней плитой штампа и несущие зажимные губки l .
. Однако данный штамп имеет сложную конструкцию, что усложняет его настройку.
Наиболее близким к предлагаемому .является многопозиционный штамп для изготовления деталей, содержаний за.крепленные на верхней плите пуансоны, смонтированные на нижней плите шиберный толкатель, направл5пощие для перемещения деталей с отверстиями для прохода деталей, приводные грейферные линейки для перемещения деталей между рабочими позициями штампа, связанные с шиберным толкателем J
Недостатке этого многопозициоиЛого штампа является низкая производительность процесса изготовления деталей.
Цель изобретения - повышение производительности процесса изготовления деталей.
Поставленная цель достигается тем, что многопозиционный штамп для изготовления деталей, содержаищй закреп- ленные на верхней плите пуансоны, смонтированные на нижней плите шибер10ный то.пкатель, направляющ1{е для переме1цения деталей с oтвepcтия 1и для прохода деталей, приводные грейферные линейки для перемещения деталей
,с между рабочими позициями штампа, связанные с шиберным толкателем, на одной из рабочих позиций установлено по меньшей мере два пуансона, расположенные последовательно один за
20 другим в направлении, перпендикулярном направлению перемещения деталей снабжен механизмом поворота деталей в горизонтальной плоскости, расположенным за этой позицией и выполненным в виде установленного на нижней
25 плите при помощи вертикальной оси под направляощими диска-ю захватными органами и шатуна, один конец которого шарнирно закреплен на диске, а другой конец установлен с возможностью
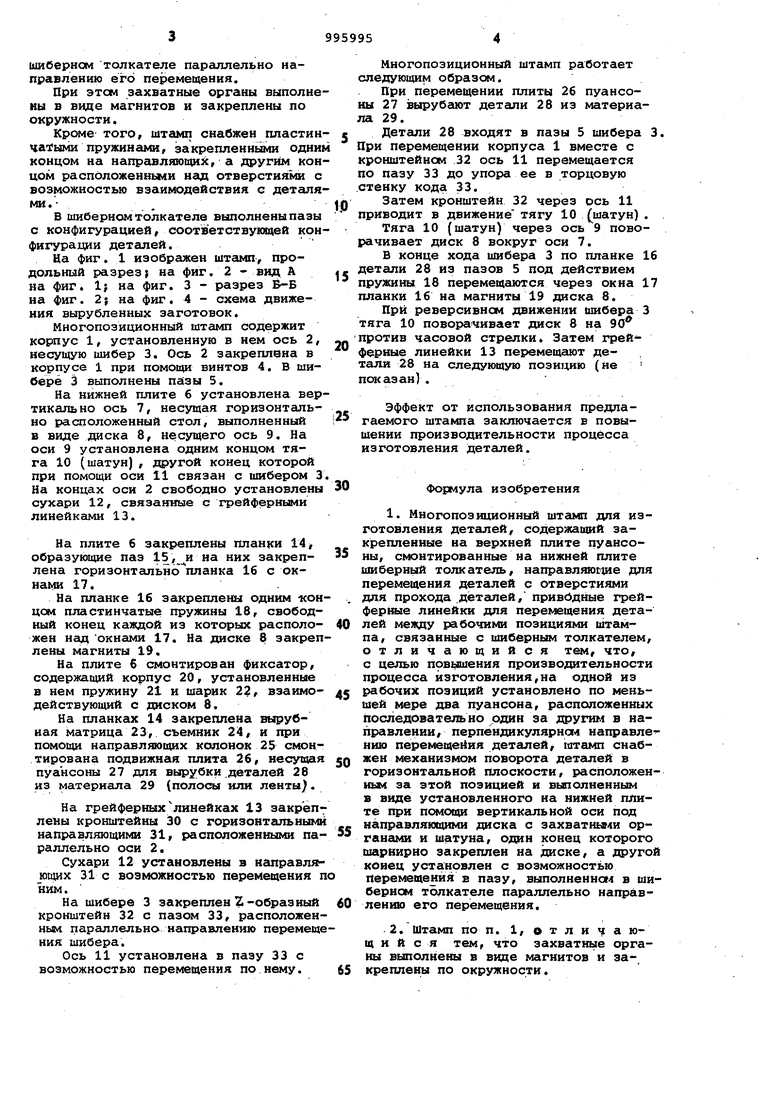
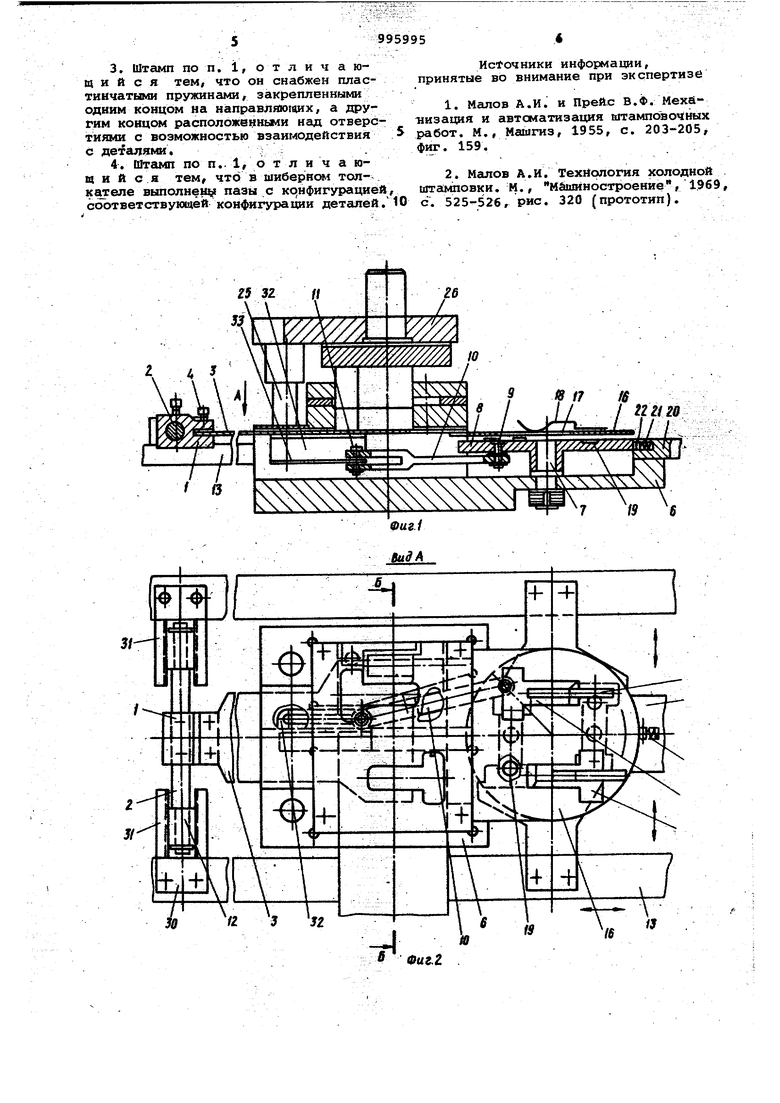
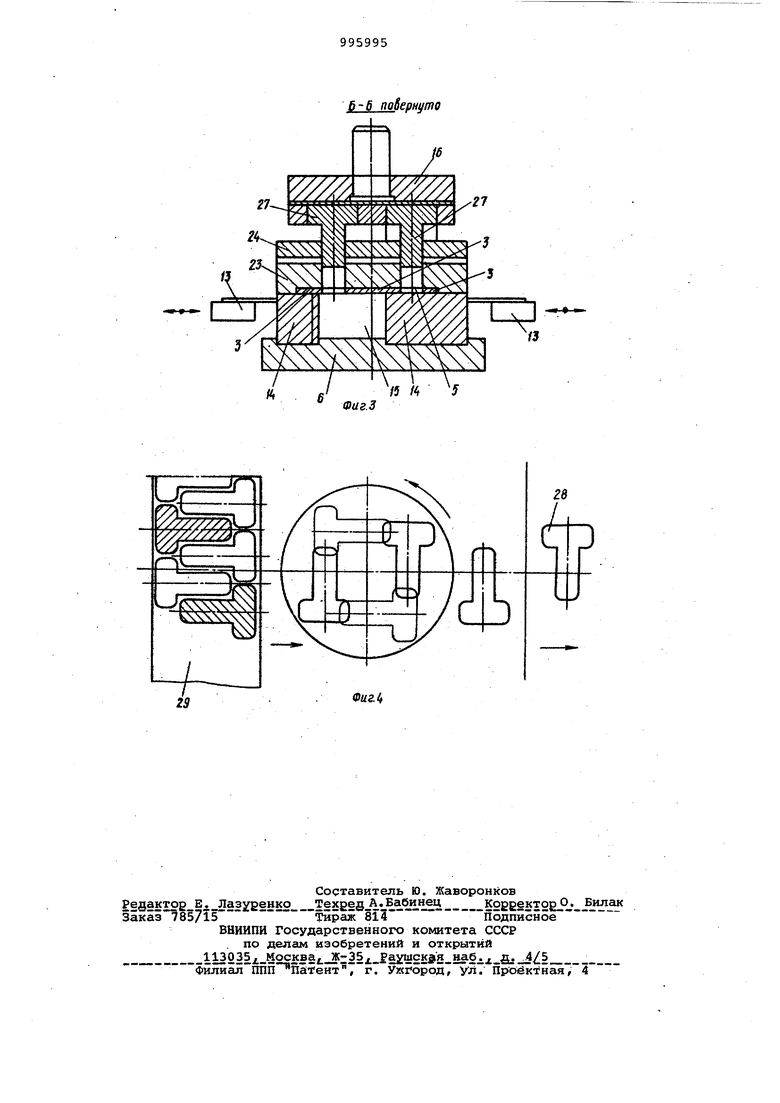
30 перемещения в пазу, выполненном в шиберном толкателе паргшлельно направлению его перемещения. При этсм захватные органы выполне ны в вцце магнитов и закреплены по окружности. Кроме того, штамп снабжен пластин чаГыми пружинами, закрепленными одни концом на направляющих, а другим кон цом расположенными над отверстиями с возможностью взаимодействия с деталя ми.. В шиберном толкателе выполнены пазы с конфигурацией, соответствующей кон Фигурации деталей. На фиг. 1 изобретен штамп, продольный разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез В-Б на фиг. 2; на фиг. 4 - схема движения вырубленных заготовок. Многопозиционный штамп содержит корпус 1, установленную в нем ось 2, несущую шибер 3. Ось 2 закреплена в корпусе 1 при помощи винтов 4. В шибере 3 выполнены пазы 5. На нижней плите 6 установлена вер тикально ось 7, несущая горизонтально расположенный стол, выполненный в виде диска 8, несущего ось 9. На оси 9 установлена одним концом тяга 10 (шатун), другоЛ конец которой при помощи оси 11 связан с шибером 3 На концах оси 2 свободно установлены сухари 12, связанные с грейферными линейками 13. На плите 6 закреплены планки 14 образующие паз 15 ,и на них закреплена горизонтально планка 16 с окнами 17. На планке 16 закреплены одним -кон цсм пластинчатые пружины 18, свободный конец каждой из которых расположен над окнами 17. На диске 8 закреп лены магниты 19. На плите 6 смонтирован фиксатор, содержащий корпус 20, установленные в нем пружину 21 и шарик 22, взаимодействующий с диском 8. На планках 14 закреплена вырубная матрица 23, съемник 24, и при помощи напрсшляющих колонок 25 смонтирована подвижная плита 26, несущая пуансоны 2 7 для вырубки деталей 2 8 из материала 29 (полосы или ленты). На грейфершлхлинейках 13 закреп7 лемы кронштейны 30 с горизонтальными направляющими 31, расположенными параллельно оси 2. Сухари 12 установлены в направляющих 31 с возможностью перемещения п ним. На шибере 3 закрепленZ-образный кронштейн 32 с пазом 33, расположенным параллельно направлению перемеще ния шибера. Ось 11 установлена в пазу 33 с возможностью перемещения по нему. Многопозиционный штамп работает ледующим образом. При перемещении плиты 26 пуансоы 27 вырубают детали 28 из материаа 29. Детали 28 входят в пазы 5 шибера 3, ри перемещении корпуса 1 вместе с ронштейном 32 ось 11 перемещается о пазу 33 до упора ее в торцовую тенку кода 33. Затем кронштейн 32 через ось 11 риводит в движение тягу 10 (шатун) . Тяга 10 (шатун) через ось 9 повоачивает диск 8 вокруг оси 7. В конце хода шибера 3 по планке 16 етали 28 из пазов 5 под действием ружины 18 перемещаются через окна 17 ланки 16 на магниты 19 диска 8. При реверсивном движении шибера 3 тяга 10 повора чивает диск 8 на 90 ротив часовой стрелки. Затем грейерные линейки 13 перемещают деали 28 на следующую позицию (не оказан). Эффект от использования предлагаемого штампа заключается в повышении производительности процесса изготовления деталей. Формула изобретения 1.Многопозиционный штамп для изготовления деталей, содержащий закрепленные на верхней плите пуансоны, смонтированные на нижней плите шиберный толкатель, направляюгше для перемещения деталей с отверстиями для прохода деталей, привЬдные грейферные линейки для перемещения деталей между рабочими позициями штампа, связанные с шиберным толкателем, отличающийся т&л, что, с целью повышения производительности процесса изготовления,на одной из рабочих позиций установлено по меньшей мере два пуансона, расположенных последовательно один за други. в направлении, перпендикулярна направле- нию перекющейия детгшей, штамп снабжен механизмом поворота детгитей в горизонтгшьной плоскости, расПоложенкьм за этой позицией и выполненным в виде установленного на нижней плите при помощи вертикальной оси под направляющими диска с захватныг4и органами и шатуна, один конец которого шарнирно закреплен на диске, а другой конец установлен с возможностью перемещения в пазу, выполненного в шиберном толкателе параллельно направлению его перемещения. 2.Штамп по п. 1, отличающийся тем, что захватные органы выполнены в виде магнитов и закреплены по окружности.
3.Штамп по п. i, о т л и ч а ющ и и с я тем, что он снабжен пластиычатЕлми пружинами, закрепленными одним концом на направляюсфгх, а другим концом расположеяньми над отверстиями с возможностью взаимодействия с деталями j.
4.Штамп по п.. 1, о т л и ч а ющ и и с я тем, что в ши6ерн(%1 тол- кателе выполне пазы с конфигурацией, соответствующей конфигурации деталей. Ю
Источники информации, принятые во внимание при экспертизе
1.Малов А.И. и Прейс В.Ф. Мехй 11изащ1Я и автоматизация штамповочных работ. М., Машгиз, 1955, с. 203-205, фиг. 159.
2.Малов А.И. Технология холодной (лтамповки. М., машиностроение, 1.969, с. 525-526, рис. 320 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| Штамп с отключаемыми пуансонами | 1987 |
|
SU1609536A1 |
| Штамп с отключаемыми пуансонами | 1984 |
|
SU1274823A1 |
| Грейферное устройство для перемещения штучных заготовок между рабочими позициями многопозиционного штампа | 1990 |
|
SU1731373A1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |
| Устройство для перемещения вырубленных заготовок в многопозиционном прессе | 1989 |
|
SU1712037A1 |
| Устройство для подачи штучных заготовок в рабочую зону штампа | 1980 |
|
SU912353A1 |
| Вырубной штамп для многопозиционной штамповки | 1989 |
|
SU1787623A1 |
| Устройство для транспортировки штучных заготовок | 1984 |
|
SU1230727A1 |
| Грейферное подающее устройство к штампу | 1983 |
|
SU1159698A1 |
25 3Z ft 11 и 20
м
Фаг.З
v
гв
Фиг if
