Изобретение касается области обработки давлением и может быть использовано в многопозиционном прессе.
Известен многопозиционный пресс, содержащий направляющие для подаваемого полосового и ленточного материала на первую позицию пресса, устройство для подъема заготовок, отштампованных на первой позиции, над подаваемым материалом и грейферные линейки, перемещающие заготовки между позициями пресса. Недостатком известного Пресса является увеличенная закрытая высота его.
Цель изобретения - уменьшение закрытой высоты пресса. Это достигается тем, что направляющие установлены на уровне нижней плоскости грейферных линеек, на нижней стороне грейферных линеек в зоне первой позиции пресса выполнен паз, ширина которого больше ширины подаваемого материала на величину продольного хода грейферных линеек, а глубина соответствует максимальной толщине подаваемого материала. Устройство для подъема заготовок над подаваемым материалом выполнено в виде клапана и установленного на грейферной линейке упора, управляющего клапаном, который связан с магистралью сжатого воздуха и с каналом, выполненным в нижней части.
На фиг. 1 изображен пресс, общий вид;
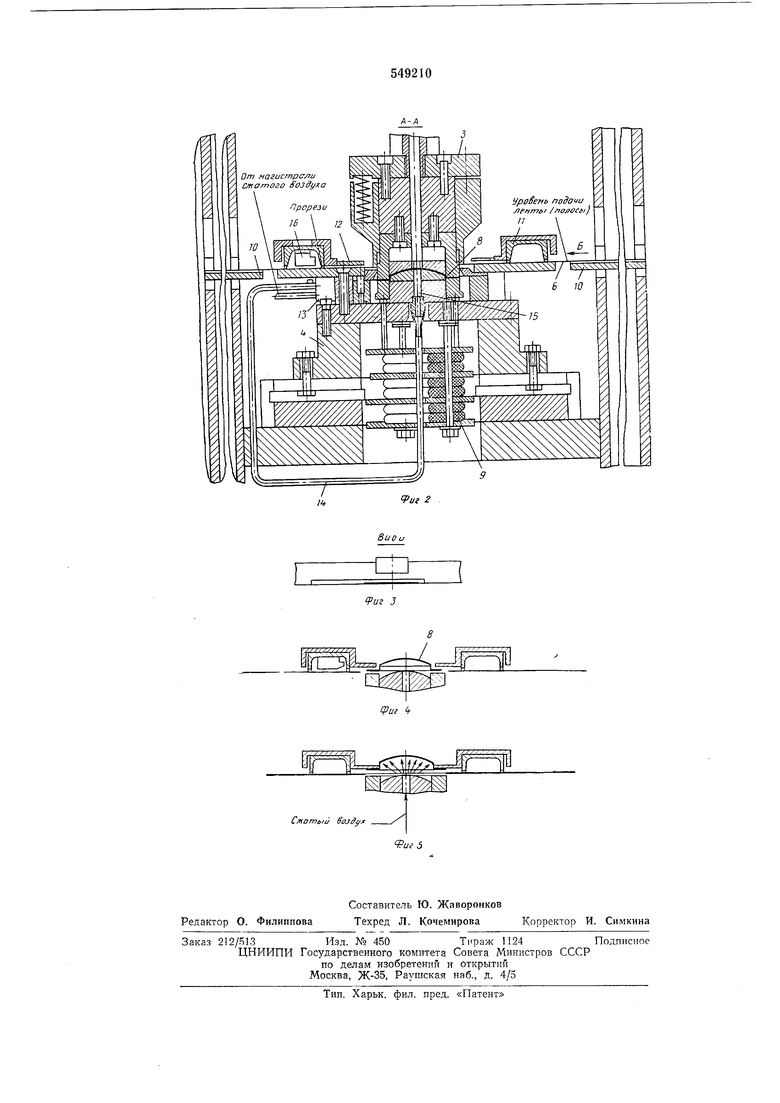
на фиг. 2 - разрез Л-А фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 2; на фиг. 4 - взаимное положение заготовки и грейферных линеек на первой позиции до момента зажима заготовки; на фиг. 5 - то же, в момент зажима заготовки.
Многопозиционный пресс содержит станину /, лолзун 2, верхнюю 3 и нижнюю 4 части штампа первой позиции пресса, механизм подачи 5 полосового и ленточного материала 6, грейферные линейки 7, перемещающие заготовки 8 .между .позициямипресса, устройство 9 для подъема заготовок на уровень подач-и материала, направляющие W для подаваемого материала и устройство для подъема заготовки над подаваемым материалом.
Направляющие 10 материала размещены в станине пресса таким образом, что их верхние плоскости, по которым подается материал, и нижние плоскости линеек 11 грейферных линеек 7 переноса заготовок 8, являющиеся плоскостями их скольжения, находятся на одном уровне.
Линейки 1} под захватами 12, предназначенными для зажима заготовки на лервой позиции, имеют снизу .паз, высота которого равна максимальной толщине подаваемого материала, а щирина паза больше максимальной ширины материала на величину продольного хода грейферных линеек. Устройство подъема заготовки над верхней поверхностью материала состоит из трехходового клалана 13, соединенного с .магистралью сжатого воздуха, воздухопровода 14 и канала 15, расположенного по оси нижней части 4 штампа первой позиции. Клапаном 13 управляет упор 16, установленный на одной из грейферных линеек //. Пресс работает следующим образом. Материал 6 с помощью механизма 5 подачи материала по направляющим 10 подается под щтамп первой позиции пресса на уровне линеек 11. После этого верхняя часть 3 штампа, опускаясь вместе с ползуном 2, последовательно производит вырубку заготовки и ее вытяжку. При этом заготовка 8 приобретает форму фланцевого стаканчика. При подъеме ползуна заготовка 8 устройством 9 поднимается вверх до уровня подачи материала. Одновременно, в соответствии с циклограммой пресса, линейки 11 начинают сходиться и на своем пути упор 16 на одной .из грейферных линеек 11 открывает трехходовой клапан 13. Последний через воздухопровод 14 и центральный канал 15 нижней части 4 штампа соединяет внутреннюю по.лость отштампованной заготовки 8 с магистралью сжатого воздуха. В момент, когда фланец заготовки 8 выходит на уровень подачи материала, захваты 12 оказываются над ним (см. фиг. 4), не касаясь цилиндрической поверхности заготовки 8. В следующий момент заготовка 8 под действием сжатого воздуха отрывается от плоскости нижнего штампа 4 и прижимается своим фланцем к нижней поверхности сходящихся захватов 12 (см. фиг. 5). Захваты 12 зажимают заготовку 8 по цилиндрической поверхности над фланцем, и заготовка 8 при продольном ходе грейферных линеек 11 переносится на следующую позицию. В начале продольного хода линеек 11 упор 16 отключает клапан 13, который перекрывает подачу сжатого воздуха в центральный канал 15 нижней части 4 щтампа. При этом заготовка 8, находясь выше верхней поверхности материала 6, позволяет механизму 5 поперечной подачи материала беспрепятственно переместить материал на шаг для штамповки, следующей заготовки. Цикл работы повторяется. Формула изобретения 1. Многопозиционный пресс, содержащий направляющие для подаваелюго полосового и ленточного материала на первую позицию пресса, устройство для подъема отщтампо,ва:нных на первой .позиции заготовок над подаваемым материалом и грейферные линейки, перемещающие заготовки между позициями пресса, отличающийся тем, что, с целью уменьшения закрытой высоты пресса, направляющие установлены на уровне нижней плоскости грейферных линеек, на нижней стороне которых в зоне первой позиции пресса выполнен паз, ширина которого больше ширины нодаваемого материала на величину продольного хода грейферных линеек, а глубина соответствует максимальной толщине подаваемого материала. 2. Пресс по п. I, о т л и ч а ю щ и и с я тем. что устройство для подъема заготовок над подаваемым материалом выполнено в виде клапана и установленного на грейферной линейке упора управляющего клапаном, котоый связан с магистралью сжатого воздуха и с каналом, выполненным в нижней части ресса.
Vui г
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп с отключаемыми пуансонами | 1987 |
|
SU1609536A1 |
| Штамп с отключаемыми пуансонами | 1984 |
|
SU1274823A1 |
| Грейферное устройство для перемещения заготовок к многопозиционному прессу | 1986 |
|
SU1349854A1 |
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| Грейферное устройство для перемещения штучных заготовок между рабочими позициями многопозиционного штампа | 1990 |
|
SU1731373A1 |
| Многопозиционный пресс для штамповки изделий | 1991 |
|
SU1819177A3 |
| ГРЕЙФЕРНОЕ УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ ЗАГОТОВОК МЕЖДУ ПОЗИЦИЯМИ ПРЕССА | 2011 |
|
RU2515734C2 |
| Многопозиционный пресс для горячей объемной штамповки | 1985 |
|
SU1279716A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1996 |
|
RU2116855C1 |
Cft omtiu eojdy.
