2.Способ по п.1, отличающий с. я тем, что в кольцевые проточки обойм перед размещением в них торцов ремонтной вставки устанавливают уплотнительные кольца.
3.Способ ПОП.1, отличающий с и тем, что в качестве ре1232Д51
монтной вставки используют два незамкнутых кольца, которые соединяют между собой посредством выступов на сопрягаемых боковых кромках одного кольца и соответствующих им пазов на боковых кромках другого кольца.
Изобретение относится к ремонту деталей машин и может быть использовано при восстановлении изношенных шестеренчатых насосов.
Целью изобретения является повьше ние ресурса работы восстановленных насосов и снижение трудоемкости за счет исключения операции закрепления ремонтной вставки путем ее приклеивания и, следовательно, исключения сдвига вставки относительно корпуса при интенсивной работе насоса, когда происходит разогрев корпуса.
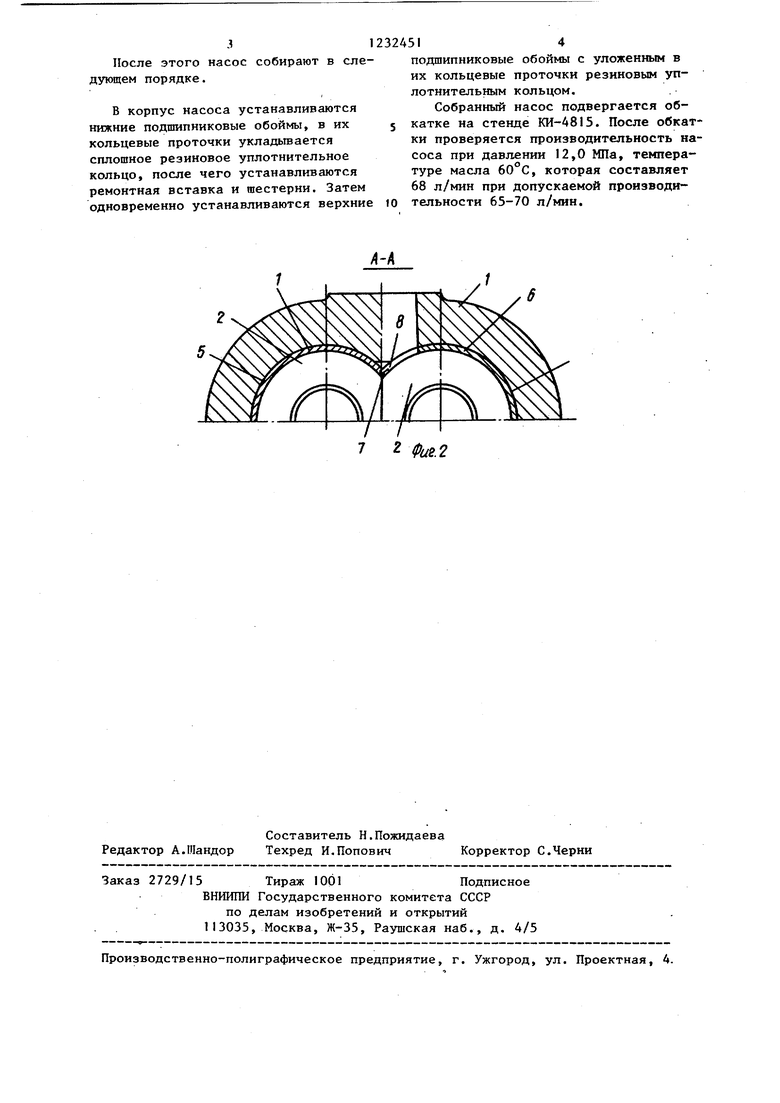
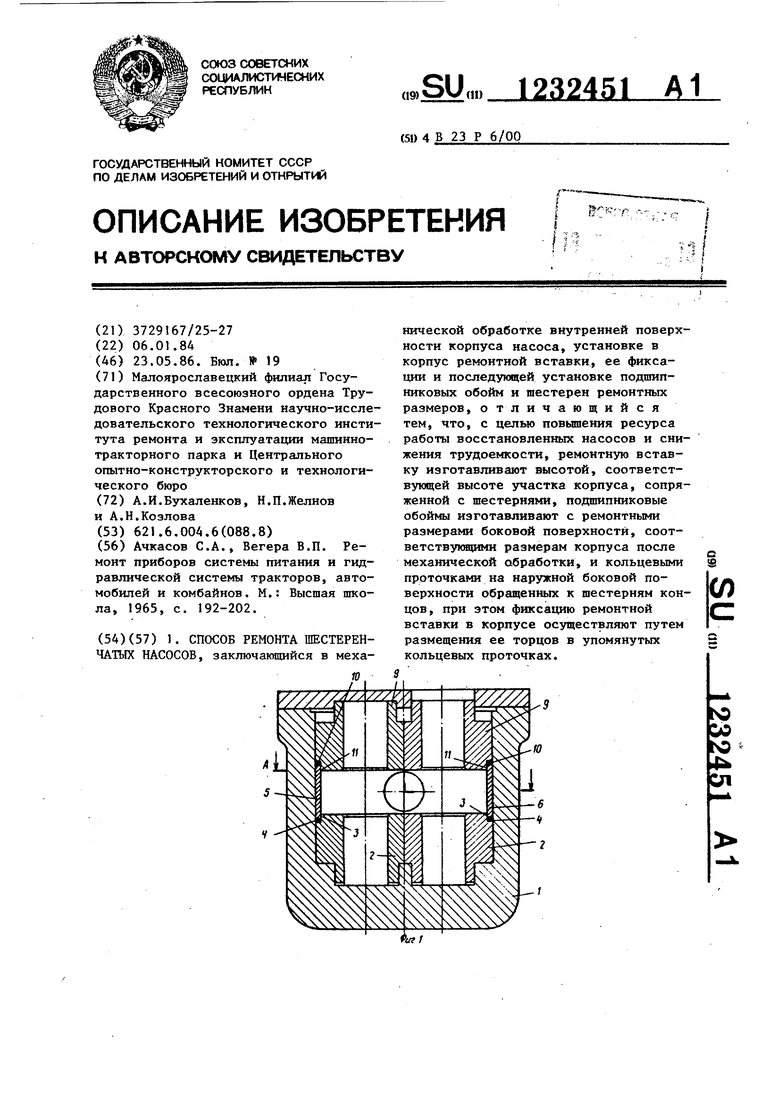
На фиг.1 изображен шестеренчатый насос после ремонта, общий вид; на фиг.2 - разрез А-А на фиг.1.
Способ осуществляют следующим образом.
Обрабатывают механическим путем внутреннюю изношенную поверхность корпуса 1 шестеренчатого насоса, после чего в корпус устанавливают ниж- ыие подшипниковые обоймы 2, имеющие на наружной боковой поверхности обращенного к центру конца кольцевые проточки 3, в которые устанавливают уплотнительные кольца 4. Затем в корпус i устанавливают ремонтную вставку, изготовленную из двух незамкнутых колец 5 и 6, связанных между собой при помощи выступов 7 на сопряженных кромках одного кольца и соот- ветствую)дих им пазов 8 на кромках другого полукольца. Нижние торцы колец 5 и 6 размещают в кольцевых проточках 3 нижних подшипниковых обойм на уплотнительных кольцах 4, после чего в корпус 1 устанавливаются шестерни (не пдкаяаны) и верхние подшип .никовые обоймы 9 с уплотнительными кольцами 10 в их кольцевых проточках 11, верхние торцы 5 и 6 размещаются
5
0
5
0
5
0
при этом в упомянутых кольцевых проточках II.
Уплотнительные кольца 4 и 10 предназначены в данном случае для изолирования областей всасьшания и нагнетания при работающем насосе.
Подшипниковые обоим при ремонте предлагаемым способом изгтавливают с ремонтными размерами, соответствующими размерам корпуса после механической обработки, а шестерни могут быть использованы как новые, так и восстановленные шлифованием торцовых поверхностей.
Пример. Изношенный корпус шестеренчатого насоса HI J-46y после предварительной мойки и дефектовки растачивают на горизонтальном фрезерном станке 6М82 в приспособлении ПТ-1418-11-700 по всей высоте колодцев на глубину 2 0,01 мм. Для изготовления вставок используется труба 0 60, которая обработана по наружному и внутреннему диаметрам с точностью до 0,01 мм. От трубы отрезаются заготовки длиной 36 -0,01 мм. На фрезерном станке с заготовок срезаются сегменты по скосу подшипниковых обойм и вырезаются квадратные пазы по всей длине вставок. После этого в приспособлении, зажимающем обе вставки в сборе, просверливают отверстия для всасывающей и нагнетающей полостей. Подшипниковые обоймы вытачиваются по наружному
диаметру 0 59 ., „ мм и по верхнему
торцу для нижних обойм и нижнему для верхних, протачиваются по наружному диаметру кольцевые проточки шириной 2 и глубиной 4 мм, на фрезерном станке снимаются скосы.
31
После этого насос собирают в следующем порядке.
В корпус насоса устанавливаются нижние подшипниковые обоймы, в их кольцевые проточки укладьшается сплошное резиновое уплотнительное кольцо, после чего устанавливаются ремонтная вставка и шестерни. Затем одновременно устанавливаются верхние
324514
подшипниковые обоймы с уложенным в их кольцевые проточки резиновым уп- лотнительным кольцом.
Собранный насос подвергается об- 5 катке на стенде КИ-4815. После обкатки проверяется производительность насоса при давлении 12,0 МПа, температуре масла 60°С, которая составляет 68 л/мин при допускаемой производи- to тельности 65-70 л/мин.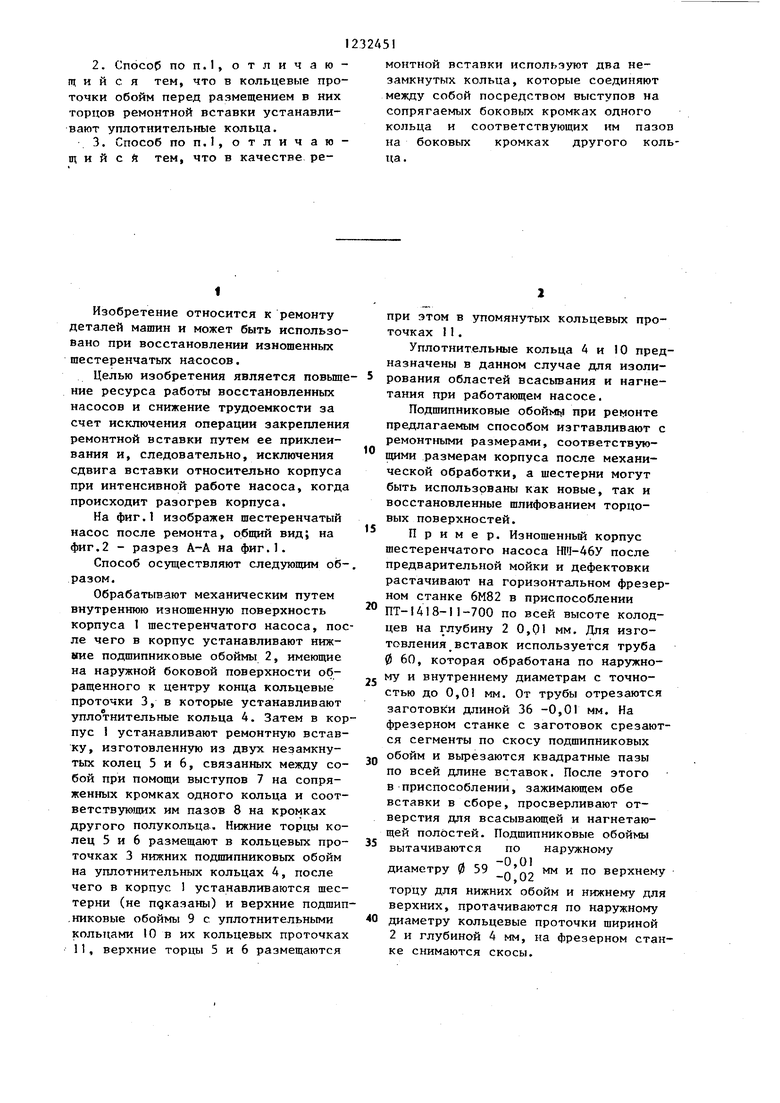
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА КОРПУСОВ ШЕСТЕРЕННЫХ НАСОСОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2102214C1 |
| СПОСОБ РЕМОНТА ШЕСТЕРЕННОГО НАСОСА | 2008 |
|
RU2374491C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОСАДОЧНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПОД ПОДШИПНИКИ | 2001 |
|
RU2206439C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ЦИЛИНДРОВ, ТРУБ С ПОМОЩЬЮ НАНЕСЕНИЯ ПОКРЫТИЯ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2213653C2 |
| Способ реставрации изношенных шарошечных долот | 2022 |
|
RU2788670C1 |
| Способ восстановления деталей | 1985 |
|
SU1301605A1 |
| УСТРОЙСТВО ДЛЯ МИКРОДУГОВОГО ОКСИДИРОВАНИЯ ПОДЖИМНОЙ И ПОДШИПНИКОВОЙ ОБОЙМ ШЕСТЕРЕННОГО НАСОСА | 2000 |
|
RU2190045C2 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 1995 |
|
RU2078660C1 |
| СПОСОБ ЗАЩИТЫ И ВОССТАНОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ НАПЛАВКОЙ | 1998 |
|
RU2124975C1 |
| СПОСОБ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТ ЦАПФ МЕЛЬНИЦ | 2022 |
|
RU2788040C1 |
Редактор А.Шандор
Составитель Н.Пожидаева
Техред И.Попович Корректор С.Черни
Заказ 2729/15 Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
-- - - -™ -- - ----- - --------«----.----- -----.-.-.--.- .- ------ .- «ll.™... «.М, .и. «..И...™,
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4.
7 2 фи,,2
| Ачкасов С.А., Вегера В.П | |||
| Ремонт приборов системы питания и гидравлической системы тракторов, автомобилей и комбайнов | |||
| М.: Высшая школа, 1965, с | |||
| Вагонный распределитель для воздушных тормозов | 1921 |
|
SU192A1 |
