Изобретение относится к электромонтажной технологии, а именно к устройствам для заготовки отрезков пластмассовых труб с обработкой их концов (образованием кольцевой канавки по наружному диаметру) с последующим замоноличиванием в строительные панели совместно с закрепляемой на них по кольцевым канавкам фурнитурой (муфты, патрубки, уголки и тройники разъемные, коробки протяжные и ответвительные, крышки декоративные и т. д.), которые служат для размещения электропроводок, а также к другим отраслям, где производится обработка пластмассовых труб.
Цель изобретения - повыщение качества разделения при обработке труб из термопластичных материалов.
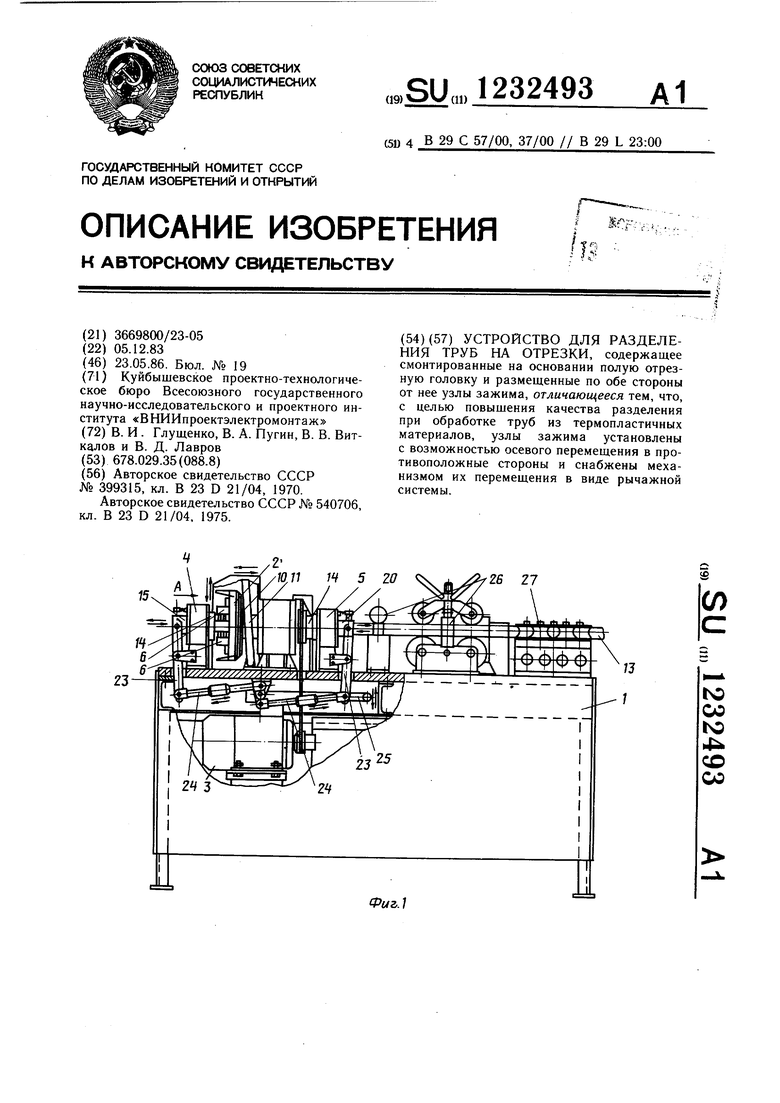
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - то же, разрез по оси щпинделя.
Устройство для разделения труб на отрезки состоит из корпуса 1, на котором установлена выполненная совместно со щпинде- лем отрезная головка 2 с приводом 3 вращения. По обе стороны отрезной головки 2 установлены передний 4 и задний 5 патроны. Симметрично с возможностью радиального перемещения в пазах отрезной головки 2 установлены ползущки 6 с фасонным резцом 7, предназначенным для резки трубы и образования фасок, двумя резцами 8 для образования канавок и пятой 9, контактирующей с внутренней конической поверхностью механизма радиального перемещения ползушек 6, состоящего из планщайбы 10, установленной концентрично на этом же шпинделе с возможностью осевого перемещения посредством рычага 11 рукоятки. Для возврата ползущек 6 в исходное положение относительно отрезной головки 2 шпинделя между ними установлена пружина 12.
Зажим трубы 13 производится с помощью переднего 4 и заднего 5 патронов. Передний патрон 4 состоит из стакана 14 с внутренней конусной поверхностью на конце, передней тяги 15 с пазами, расположенными равномерно по окружности, в которые вставляются кулачки 16 с пальцами 17, фиксирующимися относительно передней тяги 15 с помощью кольца 18, закрепленного на ней стопорным винтом 19, при этом кулачки 16 имеют возможность радиально перемещаться в пазах передней тяги 15. Палец 17 контактирует с внутренней поверхностью конуса стакана 14.
5
Задний патрон 5 состоит из стакана 20 с внутренней конусной поверхностью и задней тяги 21, соединенной с зажимной цангой 22. Тяги 15 и 21 переднего 4 и заднего 5
патронов соответственно соединены рычагами 23 и рычагами 24 с рукояткой 25 зажима патронов.
Для подачи трубы в зону обработки на корпусе 1 установлен тянущий механизм 26 с приводом и счетномерным устройством.
Перед тянущим механизмом установлено устройство 27 для предварительной правки труб.
Рычаги 24 соединены между собой через ось 28 рычагом 29, а рычаги 23 щарнирно
установлены на осях 30. Патроны 4 и 5 подпружинены относительно рычагов 23 пружинами 31. Рычаги 24 имеют тяги 32.
Устройство работает следующим образом. Труба 13 через устройство 27 предварительной правки с помощью тянущего меха0 низма 26 подается в зону обработки.
С поворотом по часовой стрелке рукоятки 25 зажима относительно оси 28, соединенной жестко с рычагом 29, с помощью тяг 32 и рычагов 23, поворачивающихся относительно осей 30, связанных со стаканами 14 и 20 переднего и заднего патронов соответственно, перемещающихся в осевом направлении в противоположные стороны, труба зажимается кулачками 16 переднего и цанговым зажимом 22 заднего патронов.
0 п
После зажима трубы при воздействии
дополнительного усилия на рукоятки 25 зажима труба растягивается и тем самым выравнивается в зоне обработки. После этого включается привод вращения отрезной го- 5 ловки 2. С помощью рычага 11 рукоятки через планщайбу 10 ползущки 6 с резцами 7 и 8 перемещаются радиально к центру, производя отрезку трубы с образованием фаски резцом 7 и нарезку канавок резцами 8.
0 В зависимости от толщины трубы и глубины канавки отрезной фасонный резец 7 и канавочные резцы 8 устанавливаются друг относительно друга с определенным вылетом (в момент образования канавки происходит отрезка).
С помощью регулировочного сферического винта ползущки устанавливаются под определенный диаметр трубы. Включение приводов подачи вращения отрезной головки, а также подачи ползущек с резцами производится последовательно автоматически.
го
к
CN
lO
r
СЧ1
:5
8
| название | год | авторы | номер документа |
|---|---|---|---|
| Поводковый патрон | 1983 |
|
SU1110556A1 |
| СТАНОК ДЛЯ ОТРЕЗКИ КОЛЕЦ | 1973 |
|
SU397282A1 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1990 |
|
SU1775239A1 |
| Проволочно-гвоздильный автомат | 1977 |
|
SU766716A1 |
| ПРАВИЛЬНО-ЗАДАЮЩЕЕ УСТРОЙСТВО | 1971 |
|
SU415074A1 |
| Автомат для резки капиллярных труб | 1981 |
|
SU982859A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| Устройство для резки труб | 1976 |
|
SU577101A1 |
| СПОСОБ И ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ПРЯМОУГОЛЬНОГО ПРОФИЛЯ | 2007 |
|
RU2354475C2 |
| Устройство для нарезания резьбы и ОТРЕзКи ТРуб | 1977 |
|
SU812445A1 |

Составитель В. Ляпина
Редактор О. ЮрковецкаяТехред И. ВересКорректор А. Ференц
Заказ 2501/18Тираж 640Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| УСТРОЙСТВО для РЕЗКИ ТРУБ | 0 |
|
SU399315A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для резки труб | 1975 |
|
SU540706A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
