Изобретение относится к судостроению, а именно к способам сборки секций двойных перекрытий корпуса судна,и может быть применено для сборки секций двойного дна, двойных бортов, а также двойных палуб, коффердамов и т. д.
Цель изобретения - повышение производительности труда за счет сокращения объема ручной сварки при использовании сварочных роботов.
На фиг.1 изображен листовой набор главного направления при установке на первое полотнище; на фиг.2 - подсекция двойного перекрытия при установке в вертикальное положение; на фиг.З - второе полотнище при установке в вертикальное положение и его соединении с листовым набором главного направления; на фиг.4 - схема установки перекрестных связей между листовым набором и обоими полотнищами.
Сначала на сборочное место подают одно из полотнищ собираемой секции, например полотнище 1 наружной общивки с предварительно установленными на нем ребрами 2 профильного набора главного направления, и устанавливают его в горизонтальное положение. После этого сюда же подают
(фиг.1) листовой набор 3 главного направления (непрерывные стрингеры) устанавливают его на полотнище 1 и приваривают к нему.
Затем образовавщуюся подсекцию любым известным способом устанавливают в вертикальное положение (фиг.2), на сборочное место подают второе полотнище 4 (полотнище внутренней общивки) с установленными на нем ребрами 5 профильного набора главного направления и также устанавливают его в вертикальное положение напротив первого полотнища 1 (фиг.З). После этого осуществляют вертикальную приварку листового набора 3 к полотнищу 4. Затем на сборочное место подают участки перекрестных связей 6 (флоров) и последовательно устанавливают и приваривают их на свое штатное место в вертикально установленной секции, начинают с ее нижней .части. Приварку участков перекрестных связей
6 осуществляют к полотнищам 1 и 4 и листовому набору 3 при помощи сварочных автоматов. После приварки последнего, расположенного в верхней части секции, участка перекрестной связи 6 законченную секцию двойного перекрытия удаляют со сборочного
места.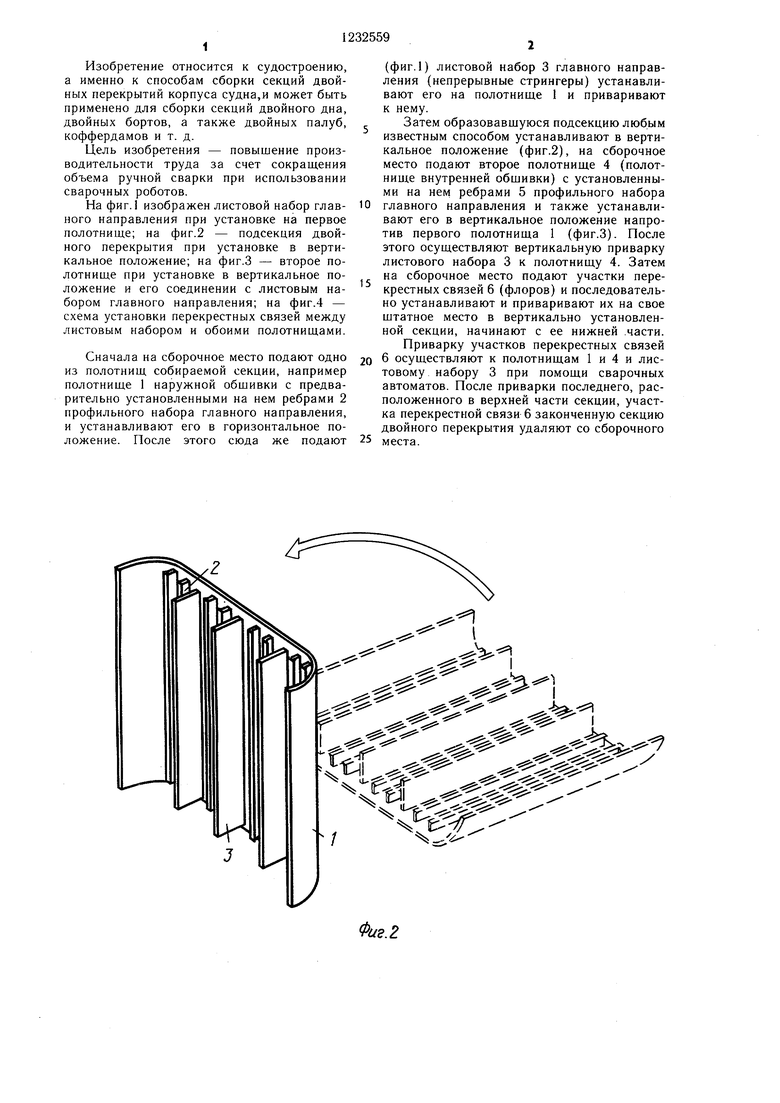
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕКЦИЙ КОРПУСОВ СУДОВ | 2020 |
|
RU2754420C1 |
| АВТОМАТИЗИРОВАННЫЙ УЧАСТОК РЕЗКИ И СВАРКИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 2001 |
|
RU2208506C2 |
| Способ изготовления крупногабаритных плоских секций | 1981 |
|
SU967742A1 |
| Способ изготовления цилиндрической вставки корпуса судна | 1983 |
|
SU1105372A1 |
| Самоходный полупортал для установки,приварки и набора на полотнище судовой секции | 1983 |
|
SU1165549A1 |
| Способ изготовления блока цилиндрической части корпуса судна | 1982 |
|
SU1050955A1 |
| Способ восстановления несущей способности днищевого перекрытия судна с двойным дном | 1981 |
|
SU1008068A1 |
| Способ сборки судовой объемной секции | 1982 |
|
SU1084176A1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| Стенд для сборки и сварки панелей | 1978 |
|
SU770712A1 |


1У
as.J
Составитель Н. Круглое
Редактор В. ПетрашТехред И. ВересКорректор О. Луговая
Заказ 2506/21Тираж 422Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| Паллер А | |||
| М | |||
| и Соколов В | |||
| Ф | |||
| Сборщик металлических корпусов судов.-Л.: Судостроение, 1980, с | |||
| Кулиса для фотографических трансформаторов и увеличительных аппаратов | 1921 |
|
SU213A1 |
