Для обработки различных типов вкладышей, отличающихся друг от друга диаметрами, шириной, расположением отверстий и другими размерами, при малосерийном производстве нецелесообразно использовать известные многопозищионные автоматы или сложные автоматические линии.
С целью создания компактного многОПозиционяого автомата со смегп-шши приспособлениями и рабочими инструментами для производства ряда операций , в описываемом автомате привод всех механизмов осуществлен от одного расположенного вдол) них распределительного вала с кулачками и копирами, а прижимные губки выполнепы в виде двузубой вилки с плоскостью переднего зуба (являющейся базой для обработки), перпендикулярной к торну обрабатываемого вкладыша, н с плоскостью заднего прижимного зуба, нак.чоненной под уг.юм 30° к этому торцу.
Многопозицнонный автомат предназначен для С1;ерления и зенкования с двух сторон отверстий для смазки и отгибки фиксирующих выстунов вкладышей лодшипников автомобильных двигателей.
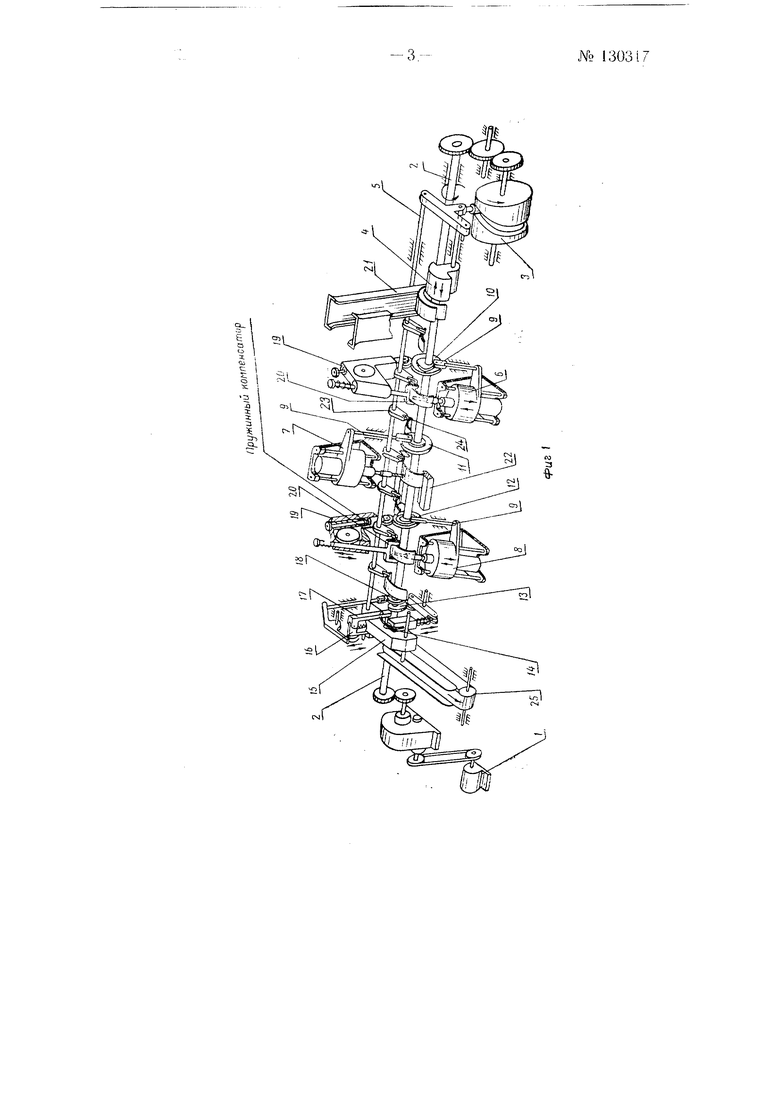
На фиг, 1 показана кинематическая схема автомата; на фиг. 2 - прижимные губки.
Электродвигатель / через редуктор и нередаточные н естерни приводит во вращательное движение распределительный вал 2, на противоположном конце которого помещены шестерни, вращающие барабанный копир 3, сообщаю ций возвратно-постунате.пьное движение то;1кателю 4 и штанговому транспортеру 5.
Сверли.тьпые подвижные головки 6, 7 и л снабжены инди-видуа;1ьными электродвигателями и, в свою очередь, через Поводки .9 соединены с торповыми копирами 10, 11 и 12, сидящими на валу 2. На этом же валу закреплен кулачок 13, сообщаюн1ИЙ через KopOiMbicJio движение пуансону 14. На корпусе штампа 15 помещены запорные задвижки 16 н /7, получаюпше движение от кулачка 18. Копиры 10 п 12 одновременно
№130317-2через реечио-шестереиный механизм 19 сообщают возвратно-поступательное движение фиксаторам-прижимным губкам 20.
Подвергаемые обработке изделия - вкладыши, вручную но яесколько штук закладываются в магази« 21, а толкатель 4 подает по одному изделию на позицию сверления против головки 6. При этом изделие перемещается по линейкам 22. По оканчании сверления головка 6 оавершает обратное движение, вилка освобождает изделие, которое кулачком 23 через упор 24 перемещается на следующую позицию под
головку 7.i :
В конце обработки изделие поступает в штамп 15, в котором пуансоном 14 выштамповывается фиксирующий вЫСтуп на изделии, поступающем «а транспортер 25 готовой Продукции.
Прижимная губка 20 (фиг. 2) выполнена в виде двузубой виЛки с плоскостью 26 перед}1его зуба 27, являющейся базой для обработки, перпендикулярной « обрабатываемото йк.: адыща, и с плоскостью 28 заднего зуба 29, наклон ной под углом 30° к торцу обрабатываемого вкладьипа.
Пред м е т и з о б р е т е н и я
1.Л1ного1иозиционный автомат со -сменными приснособлениями и рабочими инструментами для сверления и зенкования с двух сторон отверстий для смазки ,и отгибки фиксирующих выступов вкладышей подшипников автомобильных двигателей, состоящий из последовательно расположеяных .вдоль станины автомата -магазина для заготовок, щтангового транспортера, механизмов фиксации и закрепления детали нрижимными губками, сверлильных головок, гибочного пресс-щтампа и ленточного транспортера и механизмов, взаимодействующих с копирами и кулачками, о т л и ч а ю ш, и йс я тем, что, с целью создания компактного агрегата и повышения качества, обработки, привод всех механизмов, осуществлен от одного расположенного вдоль них распределительного вала с кулачками и копирами.
2.Многоиозициоиный автомат по п. 1, отличающийся тем, что прижи.мные губки выполнены в виде двузубой вилки с плоскостью переднего зуба (являюи1,ей€я базой для обработки), перпендикулярной к торцу обрабатываемого вкладыша, и с нлоскостью заднего прижимного зуба, наклоненной под углом 30° к этому торцу.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПИСАНИЕ ИЗОБРЕТЕНИЯ | 1973 |
|
SU385829A1 |
| Автомат для изготовления радиаторных пластин и сборки радиаторов | 1960 |
|
SU133457A1 |
| Механический пресс | 1972 |
|
SU469620A1 |
| Автомат для сгибания фигурных изделий | 1981 |
|
SU963646A1 |
| Автомат для изготовления двух ветвевых пружин с отогнутыми концами | 1989 |
|
SU1657263A1 |
| Автомат для изготовления двухветвевых пружин с отогнутыми концами | 1982 |
|
SU1052304A1 |
| ШВЕЙНЫЙ ПОЛУАВТОМАТ | 1973 |
|
SU379704A1 |
| Автомат для сверления,зенкования фасок и нарезания резьбы | 1984 |
|
SU1166966A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ДЕТАЛЕЙ ТИПА ШТЫРЕЙ | 1971 |
|
SU414034A1 |
| РОТАЦИОННО-ОБЖИМНОЙ АВТОМАТ НЕПРЕРЫВНОГО | 1966 |
|
SU179739A1 |