2. Стенд по п. 1,отличаго- щ и и с я тем, что ложемент устйИзобретение относится к сварке, а именно к конструкции устройства для сборки и односторонней сварки стыков полотнищ, и может найти применение в судостроении и других от- раслях при производстве листовых полотнищ.
Цель изобретения - повышение производительности.
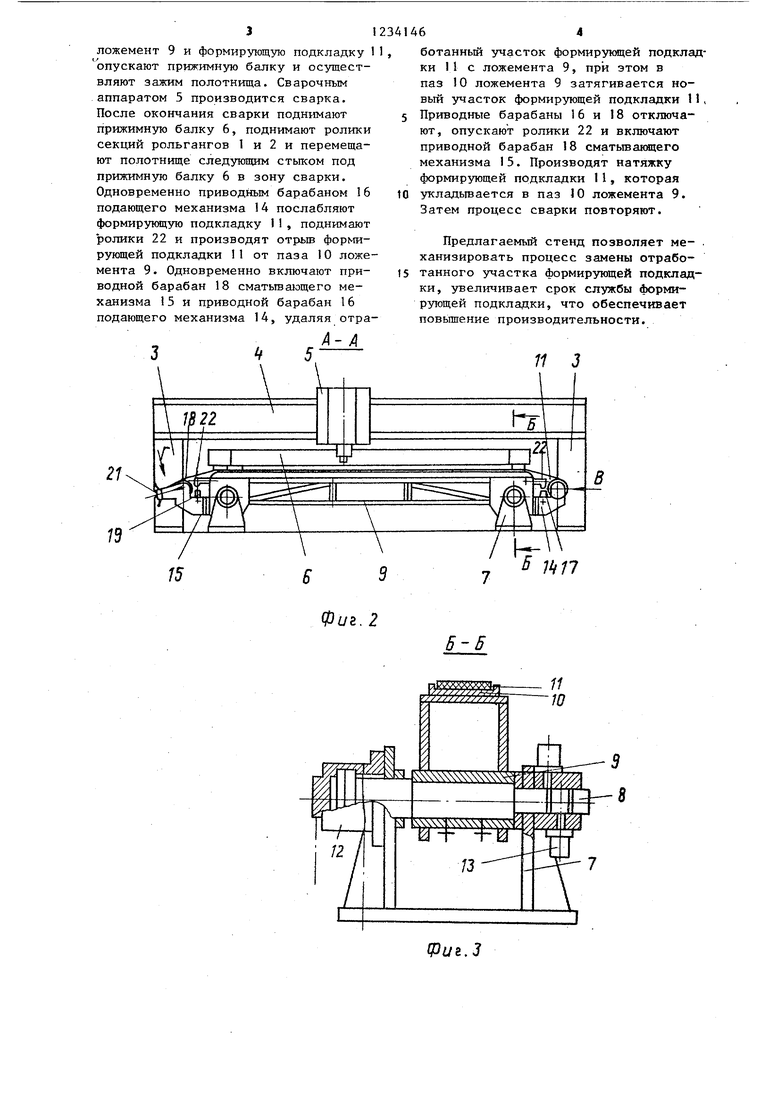
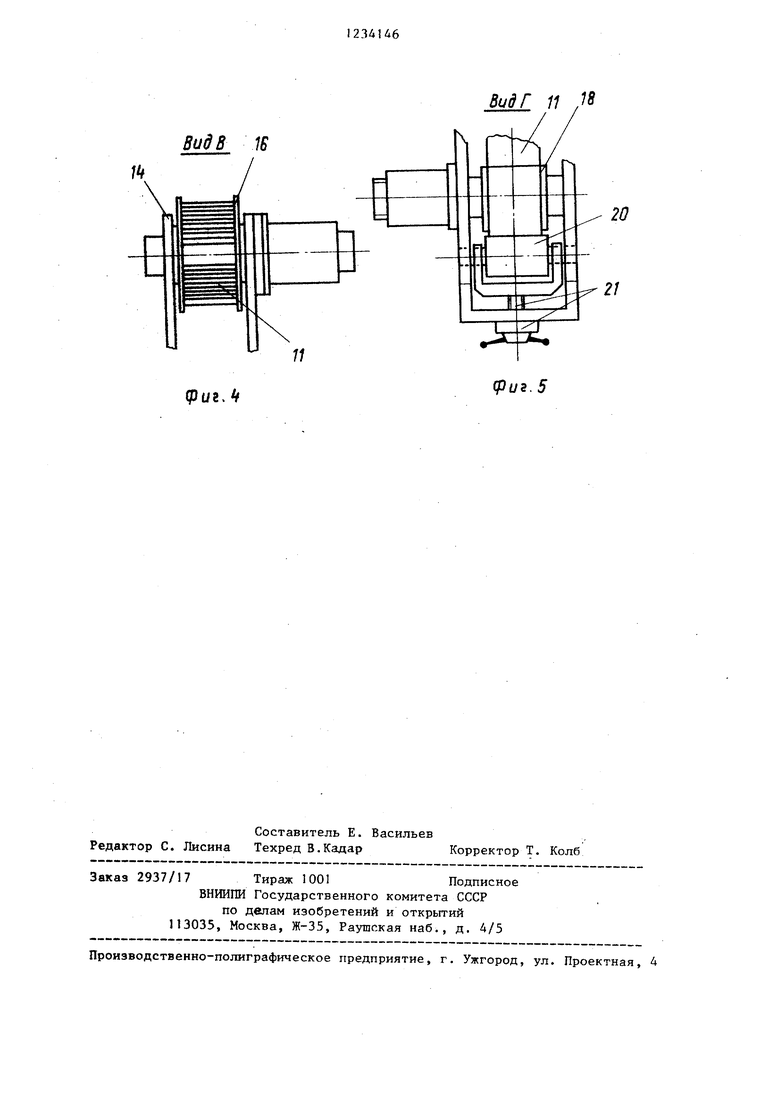
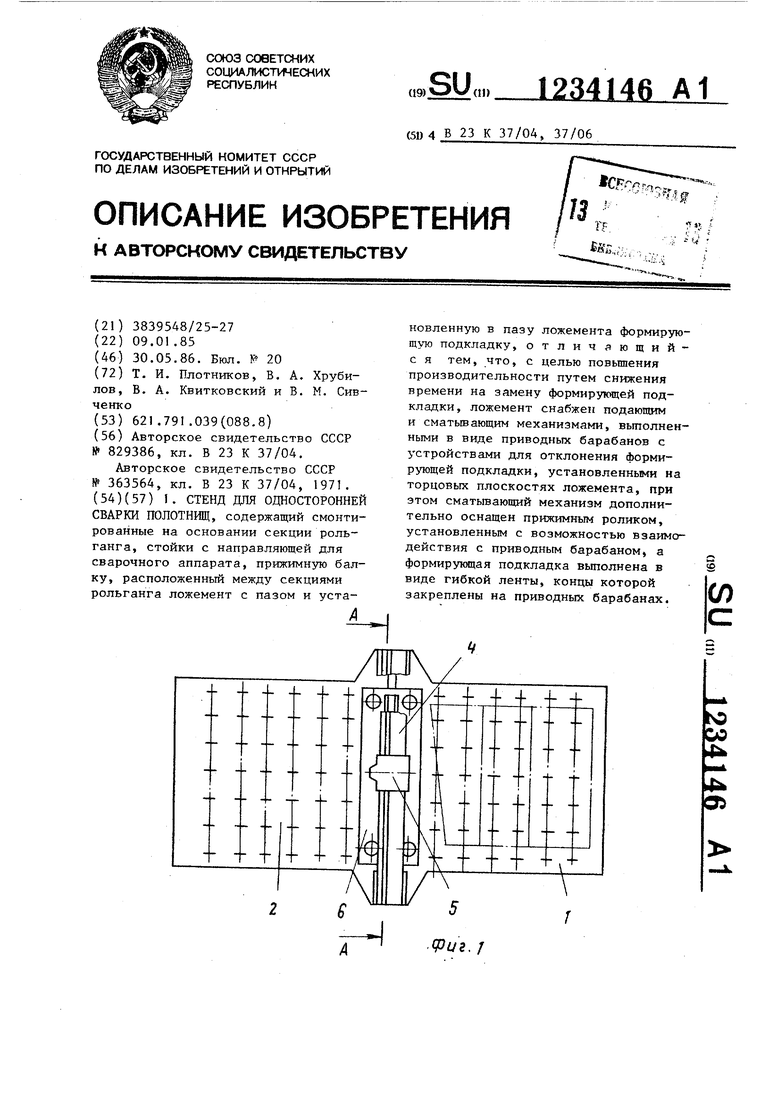
На фиг. 1 схематически представ- лен предлагаемый стенд, вид в плане на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2; на фиг. 4 - вид В на фиг. 2; на фиг. 5 - вид Г на фиг. 2.
Стенд содержит смонтированные на основании секции рольганга 1 и секции рольганга 2, стойки 3 с направляющей 4 для сварочного аппара- та 5, прижимную балку 6 и кронштейны 7 с осями 8. На осях .8 между . секциями рольгангов 1 и 2 закреплен ложемент 9. На ложементе 9 имеется паз 10, в котором уложена формирующая подкладка I1, вьтолнен- ная в виде гибкой ленты. Оси 8 уста- новлены в кронщтейнах 7 с возможностью перемещения параллельно продольной оси стенда от цилиндров 12. На осях 8 имеются проточки, взаимодействующие с датчиками 13, установленными на кронштейнах 7. На одной торцовой плоскости ложемента 9 установлен подающий механизм 14, а на другой торцовой плоскости ложемента 9 установлен .сматывающий механизм 15. Подающий механизм 14 состои из приводного барабана 16 и устройства 17 для отклонения фо-рмирующей под кладки П, а сматьгоающий механизм 15 состоит из приводного барабана 18, устройства 1.9 для отклонения формирующей подкладки 11 и приж.имного ролика 20, установленног(Э с возможностью перемещения при помощи винта 21 и взаимодействующего с приводным барабаном 18. Устройства 17 и 19 для
новлен с возможностью перемещения в направлении продольной оси стенда.
0 5 0 5
отклонения выполнены в виде подъемных роликов 22.
Работа на стенде осуществляется следующим образом.
На приводной барабан 16 подающего механизма 14 закрепляют конец формирующей подкладки 11 и производят намотку. Другой конец формирующей подкладки 11 заправляют между приводным барабаном 18 и прижимным роликом. 20 сматьгоающего механизма 15 и закрепляют его на приводном барабане 18. При помощи винта 21 прижимным роликом 20 поджимают формирующую подкладку 11 к приводному бараб ану 18. Включают приводной барабан 18 сматывающего механизма 15 и производят натяжение формирующей подкладки 11, которая укладьшается в паз 10 ложемента 9. обранное полотнище секциями рольгангов 1 и 2 перемещают под прижимную балку 6 в зону сварки, где стык ориентируют относительно направляющей 4 сварочного аппарата 5. Ролики секций рольгангов 1 и 2 опускают, полотнище укладывают- на ложемент 9 и формирующую подкладку 11. Опускают прижимную балку 6 и осуществляют зажим полотнища. Сварочным аппаратом 5 производится сварка первого стыка полотнища. После окончания сварки поднимают прижимную балку 6, поджимают ролики секций рольгангов 1 и 2 и перемещают полотнище другим стыком под прижимную балку 6 в зону сварки. Одновременно включают цилиндры 12 и перемещают оси 8, а вместе с ними и ложе- иент 9.параллельно продольной оси ;тенда до тех пор, пока однл из про- гочек осей 9 не воздействует на один из датчиков 13, установленных на ; кронштейнах 7. Вместе с ложементом 9 перемещается и формирующая подкладка 11, что обеспечивает установку неотработанного участка формирующей подкладки в зону сварки стыка.
Ролики секций рольгангов 1 и 2 опускают, полотнище укладьшают на
3
ложемент 9 и формирующую подкладку опускают прижимную балку и осуществляют зажим полотнища. Сварочным аппаратом 5 производится сварка. После окончания сварки поднимают прижимную балку 6, поднимают ролики секций рольгангов 1 и 2 и перемещают полотнище следующим стыком под прижимную балку 6 в зону сварки. Одновременно приводным барабаном 16 подающего механизма 14 послабляют формируницую подкладку I 1 , поднимают ролики 22 и производят отрыв формирующей подкладки 11 от паза 10 ложемента 9. Одновременно включают приводной барабан 18 сматьгаающего механизма 15 и приводной барабан 16 подающего механизма 14, удаляя отра
, ботанный участок формирующей подкладки 11 с ложемента 9, при этом в паз 10 ложемента 9 затягивается новый участок формирующей подкладки 11 , 5 Приводные барабаны 16 и 18 отключают, опускают ролики 22 и включают приводной барабан 18 сматьгоаницего механизма 15. Производят натяжку формирующей подкладки 11, которая to укладьгеается в паз 10 ложемента 9. Затем процесс сварки повторяют.
Предлагаемый стенд позволяет ме- . ханизировать процесс замены отрабо- 15 тайного участка формирующей подкладки, увеличивает срок службы формирующей подкладки, что обеспечивает повьшение производительности.
А-А
11 3
Фиг. 2
6-5
9Ji/8.J
Вид Г 11 ,
Вид В 16
Itf
фиг.
(риг. 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| СТЕНД ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 1973 |
|
SU363564A1 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| Установка для сварки стыков полотнищ из листов | 1981 |
|
SU941140A1 |
| Стенд для сварки полотнищ | 1979 |
|
SU829386A1 |
| Стенд для сборки и сварки полотнищ | 1981 |
|
SU1014675A1 |
| Устройство для сборки и автоматической сварки полотнищ | 1980 |
|
SU872153A1 |
| Стенд для сварки полотнищ | 1979 |
|
SU812494A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| Стенд для автоматической односторонней сварки с обратным формированием шва | 1988 |
|
SU1579697A1 |
| Стенд для сварки полотнищ | 1979 |
|
SU829386A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| СТЕНД ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 0 |
|
SU363564A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
