Известны автоматы для закалки деталей токами высокой частоты, з которых деталь движется через индуктор с постоянной скоростью. При этом деталь нагревается по всей длине до требуемой температуры и закаливается путем охлаждения. При необходимости закаливать только отдельные участки детали, с оставлением других участков незакаленными, приходится часто включать и выключать электрический ток, что вредно отражается на электрической аппаратуре и генераторе, а также на увеличении производительности.
Предлагаемый автомат устраняет указанные недостатки путем движения нагреваемой детали через неотключенный индуктор с двум.п скоростями, придаваемыми ей при помощищтока пневматического цилиндра или другого механизма: с закалочной скоростью, при которой данный участок детали нагревается до закалочной температуры и закаливается при охлаждении спрейером и с большой скоростью (порядка 400 мм/сек), при которой участок детали не успевает нагреться и потому он остается незакаленным.
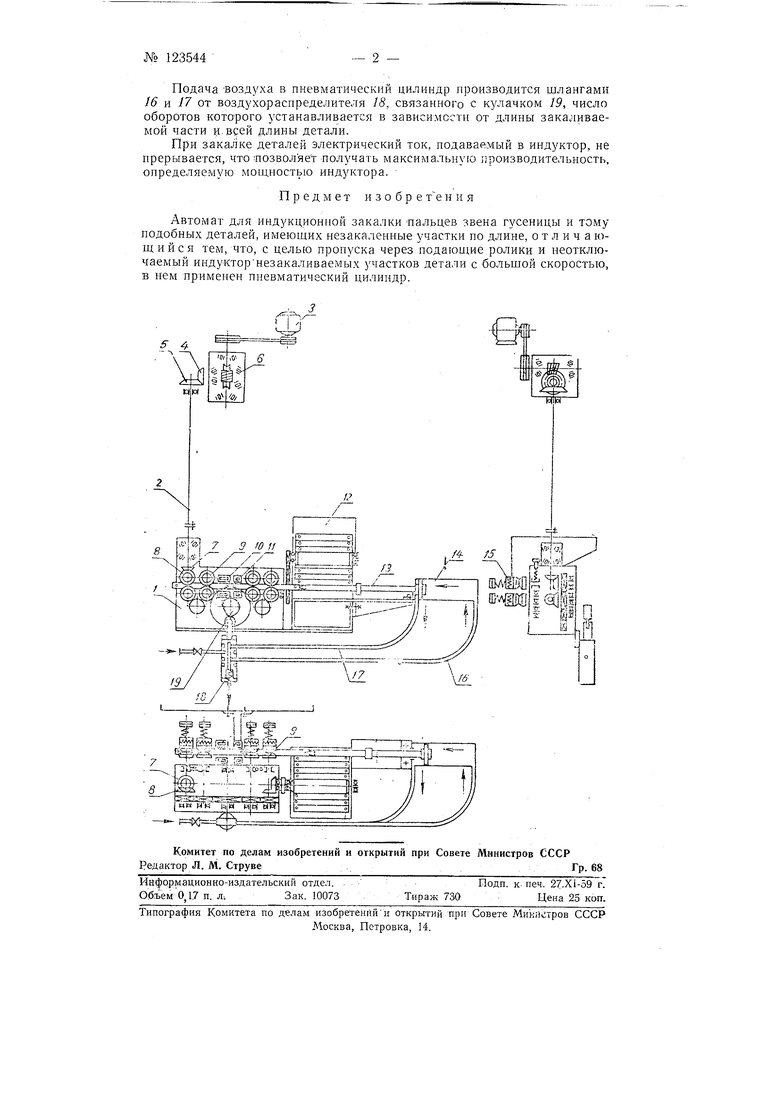
На чертеже изображен автомат для закалки детали токами высокой частоты.
К станине / автомата примыкает вертикальный приводной вал 2, который получает вращение от электродвигателя 3 через шестерни 4 и 5 VL червячный редуктор 6. На нижний конец вертикального приводного вала насажена шестерня 7, сцепляюш,аяся с шестерней 8, от вала которой посредством шестерен получают врашение все ведущие ролики 9 автомата. Между роликами расположены спрейер W и индуктор 11. Перед ведущими роликами 9 находится бункер 12 с деталями, подлежащими закалке.
Очередная деталь, поступающая из бункера, подается в ведущие ролики 9 с большой скоростью штоком 13 пневматического цилиндра 14, так, что передний конец детали, не подлежаший закалке, проходит чере индуктор //. Во время этой подачи первые две пары ведущих роликов свободно вращаются со скоростью движения детали, так как они соединены с приводными валиками при помощи муфты 15, имеющ,ей .храповые зубцы. Затем деталь захватывается ведущими роликами и движется через индуктор и спрейер с закалочной скоростью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для закалки деталей с нагревом токами высокой частоты Мазура В.И. | 1984 |
|
SU1196387A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ С НАГРЕВОМ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 1973 |
|
SU383748A1 |
| Автомат для закалки деталей типа колец | 1979 |
|
SU865933A1 |
| Станок для закалки зубчатых венцов | 1990 |
|
SU1813108A3 |
| Поточная линия механообработки и термообработки деталей | 1980 |
|
SU861010A1 |
| АВТОМАТ ДЛЯ ПОСЛЕДОВАТЕЛЬНОЙ ЗАКАЛКИ И ОТПУСКА СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1968 |
|
SU206613A1 |
| КУЛАЧКОВЫЙ МЕХАНИЗМ С КИНЕМАТИЧЕСКИМ ЗАМЫКАНИЕМ И СПОСОБ МЕСТНОЙ ЗАКАЛКИ РОЛИКОВОГО ПАЗА КУЛАЧКА | 2014 |
|
RU2575279C1 |
| Установка для термообработки стержневых изделий | 1989 |
|
SU1740441A1 |
| Способ закалки цилиндрическихиздЕлий из лЕгиРОВАННыХ СТАлЕй ичугуНОВ | 1978 |
|
SU810851A1 |
| Автомат для поверхностной закалки цилиндрических деталей | 1985 |
|
SU1330177A1 |
