Изобретение относится к сварочно му производству и может быть использовано при изготовлении порошковых проволок, лент и активированных электродов ,
Целью изобретения является повышение качества порошковой проволоки и ее сварочно-технологических свойст за Счет дополнительного уплотнения сердечника и улучшения теплопроводности от оболочки к сердечнику.
Способ изготовления порошковой проволоки включает профилирование металлической ленты в желоб, приготовление шихты с ферромагнитными материалами, завальцовку шихты в оболочку, при этом в процессе заваль- цовки на выходе из филъеры заготовку проволоки подвергают воздействию пульсирующего продольного магнитного поля с периодом пульсации 0,1-1 с и одновременно создают внутри оболочки разряжение воздуха 0,5-0,95 кПа, после этого осуществляют волочение проволоки до заданного размера.
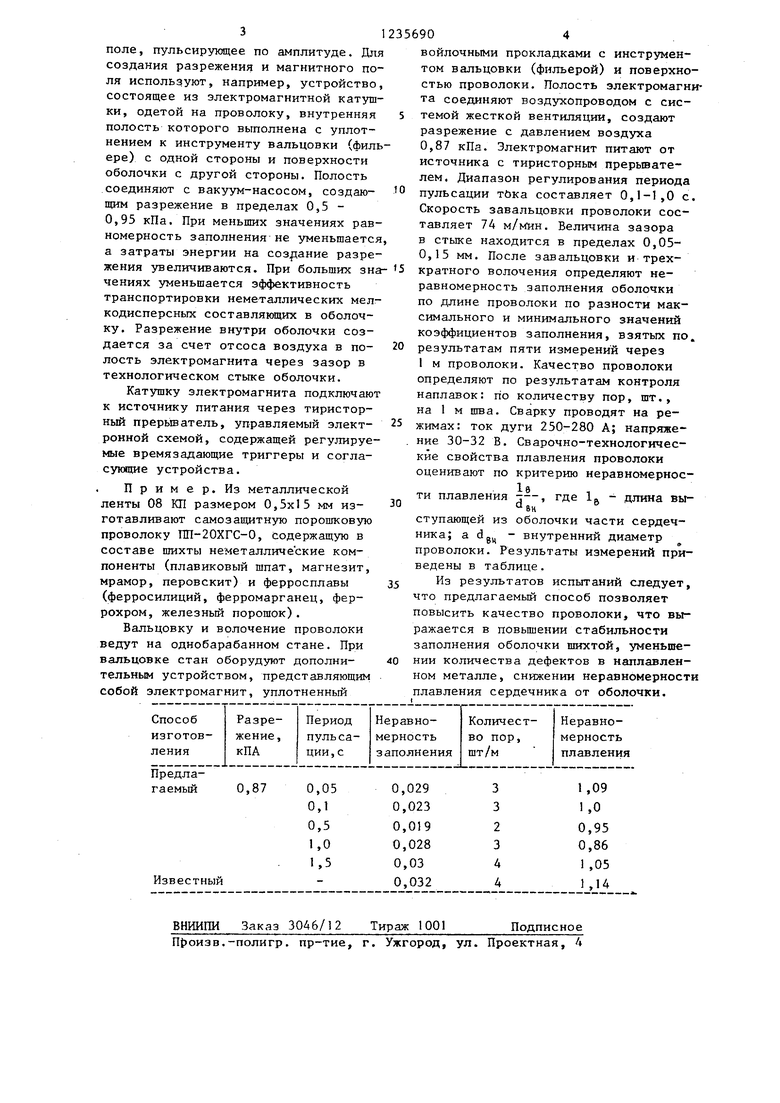
На чертеже представлено устройство, реализующее предлагаемый способ.
Устройство содержит трубки 1, одетые на изготавливаемую порошковую проволоку, штуцера 2 и 3 для отсоса воздуха, катушку 4 соленоида, магни- топровод 5, уплотнители 6. Для созДания разряжения в процессе зав,аль- цовки производят откачку воздуха из ограниченного объекта 7, образованного внутренней.полостъю трубки 1, уплотнителями 6, фильерой 8. Выбирают рецептуру шихты порошковой проволоки с ферромагнитными компонентами (ферросплавами железным порошком и др.), содержание которых выбирают из технологических соображений в пределах 10 - 95% от массы шихты. При меньших содержаниях эффектив ность способа уменьшается, а при больших снижаются сварочно-технологические свойства проволоки ввиду недостатка газовой защиты,
При введении в шихту пороштсовой проволоки ферромагнитных компонентов и действии в процессе завальцовки |продольного магнитного поля возникает МДС, которая улучшает транспортируемость ферромагнитных частиц внутр оболочки. Эти частицы увлекают остальные компоненты, способствуя направленности движения потока шяхты в оболочку.
0
5
0
5
0
5
0
S
;E
в то же время разрежение воздуха в оболочке создает перепад давления газа на границах вальцевания и образует двк жение воздуха внутрь оболочки. При этом капилляры дисперсного тела, прессуемого оболочкой сердечника , присосками для мелкодисперсных, в основном, неметаллических частиц шихты. В результате уменьшается их; комкуемость и улучшается поступление частиц в оболочку.
Таким образом, одновременное создание разрежения и наложение магнитного поля позволили улучшить заполнение оболочки как крупными металлическими частицами, так и пылевидными неметаллическими материалами.
Пульсация магнитного поля уменьшает слипание -ферромагнитных компонентов и снижает общую комкуемость шихты, при этом улучшается стабильность заполнения порошковой проволоки. Оптимальный диапазон пульсации 0,1 - I с. При меньших значениях ухудшается транспортируемость шихты в оболочку, при больших увеличивается комкуемость шихты.
При наложении магнитного поля его силовые линии сгущаются вблизи ферромагнитной массы оболочки и в зазоре ее продольного технологического стыка. Происходит сепарация компонентов Б1ихты концентрично оболочке. Ферромагнитные частицы оказьшаются сосредоточенными в части сердечника, прилегающей к оболочке. При сварке это улучшает теплопроводность сердечника в слое, пограничном с оболоч кой, усиливает интенсивность теплового потока от внутренней поверхности оболочки к осевой части сердечника и в результате улучшает равномерность
плавления сердечника и оболочки. I
Кроме того, мелкодисперсная неметаллическая составляющая шихты оказьгоается оттесненной от продольного технологического стыка в оболочке ферромагнитными материалами, что уменьшает просыпание шихты как в процессе волочения, так и в процессе транспортировки проволоки к месту сварки или наплавки.
В процессе завальцовки на участке заготовки проволоки, прилегающем к очагу завальцовки, внутри образующейся оболочки создают разряжение воздуха. Одновременно на этом же участке проволоки создают магнитное
поле, пульсирующее по амплитуде. Для создания разрежения и магнитного поля используют, например, устройство состоящее из электромагнитной катушки, одетой на проволоку, внутренняя полость которого выполнена с уплотнением к инструменту вальцовки (фильере) с одной стороны и поверхности оболочки с другой стороны. Полость соединяют с вакуум-насосом, создающим разрежение в пределах 0,5 - 0,95 кПа. При меньших значениях равномерность заполнения не уменьшается а затраты энергии на созр,а.ние разрежения увеличиваются. При больших зна чениях уменьшается эффективность транспортировки неметаллических мелкодисперсных составляющих в оболочку. Разрежение внутри оболочки создается за счет отсоса воздуха в полость электромагнита через зазор в технологическом стыке оболочки.
Катушку электромагнита подключают к источнику питания через тиристор- ный прерьшатель, управляемый электронной схемой, содержащей регулируемые времязадающие триггеры и согласующие устройства.
Пример. Из металлической ленты 08 КП размером 0,5x15 мм изготавливают самозащитную порошковую проволоку ПП-20ХГС-0, Содержащую в составе шихты неметаллические компоненты (плавиковый щпат, магнезит, мрамор, перовскит) и ферросплавы (ферросилиций, ферромарганец, феррохром, железный порошок).
Вальцовку и волочение проволоки ведут на однобарабанном стане. При вальцовке стан оборудуют дополнительным устройством, представляющим собой электромагнит, уплотненный
ВНИИПИ Заказ ЗОА6/12 Тираж 1001
.-полигр. пр-тие, г. Ужгород, ул. Проектная, А
0
0
5
5
0
войлочными прокладками с инструментом вальцовки (фильерой) и поверхностью проволоки. Полость электромагнита соединяют воздухопроводом с системой жесткой вентиляции, создают разрежение с давлением воздуха 0,87 кПа. Электромагнит питают от источника с тиристорным прерьгоате- лем. Диапазон регулирования периода пульсации тЬка составляет 0,1-1,0 с. Скорость завальцовки проволоки составляет 74 M/NtoH. Величина зазора в стыке находится в пределах 0,05- 0,15 мм. После завальцовки и трехкратного волочения определяют неравномерность заполнения оболочки по длине проволоки по разности максимального и минимального значений коэффициентов заполнения, взятых по. результатам пяти измерении через 1 м проволоки. Качество проволоки определяют по результатам контроля наплавок: по количеству пор, шт., на 1 м шва. Сварку проводят на режимах: ток дуги 250-280 А; напряжение 30-32 В. Сварочно-технологичес- кие свойства плавления проволоки оценивают по критерию неравномернос. 18 ,
ти плавления -т-, где 1 - длина вы ВН
ступающей из оболочки части сердечника; а dg - внутренний диаметр проволоки. Результаты измерений приведены в таблице.
Из результатов испытаний следует, что предлагаемый способ позволяет повысить качество проволоки, что выражается в повышении стабильности заполнения оболочки шихтой, уменьшении количества дефектов в наплавленном металле, снижении неравномерности плавления сердечника от оболочки.
Подписное
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления порошковой проволоки | 1989 |
|
SU1632716A1 |
| Способ изготовления порошковой проволоки для износостойких покрытий | 2016 |
|
RU2629140C1 |
| Способ изготовления сварочной проволоки с наполнителем | 1985 |
|
SU1273226A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОЙ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ НАПЛАВКИ СПЛАВА НА ОСНОВЕ АЛЮМИНИДА НИКЕЛЯ NiAl | 2004 |
|
RU2274536C2 |
| НАНОСТРУКТУРИРОВАННАЯ ПОРОШКОВАЯ ПРОВОЛОКА | 2013 |
|
RU2538875C1 |
| Способ изготовления порошковой проволоки для сварки и наплавки | 1990 |
|
SU1722756A1 |
| Способ получения порошковых электродных материалов | 1977 |
|
SU745624A1 |
| Порошковая проволока для сварки и наплавки | 1990 |
|
SU1738562A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ | 2023 |
|
RU2811878C1 |
| Композиционная проволока для модифицирования стали | 1986 |
|
SU1371981A1 |
| Походня Н | |||
| К | |||
| и др | |||
| Производство порошковой проволоки | |||
| Киев: Вища школа | |||
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
| Деревянное стыковое устройство | 1920 |
|
SU163A1 |
