Изобретение относится к аварке, а именно к производству сварочных материалов, в частности порошковых проволок.
Цель изобретения - повышение качества проволоки и улучшение ее сва- рочно-технологических свойств.
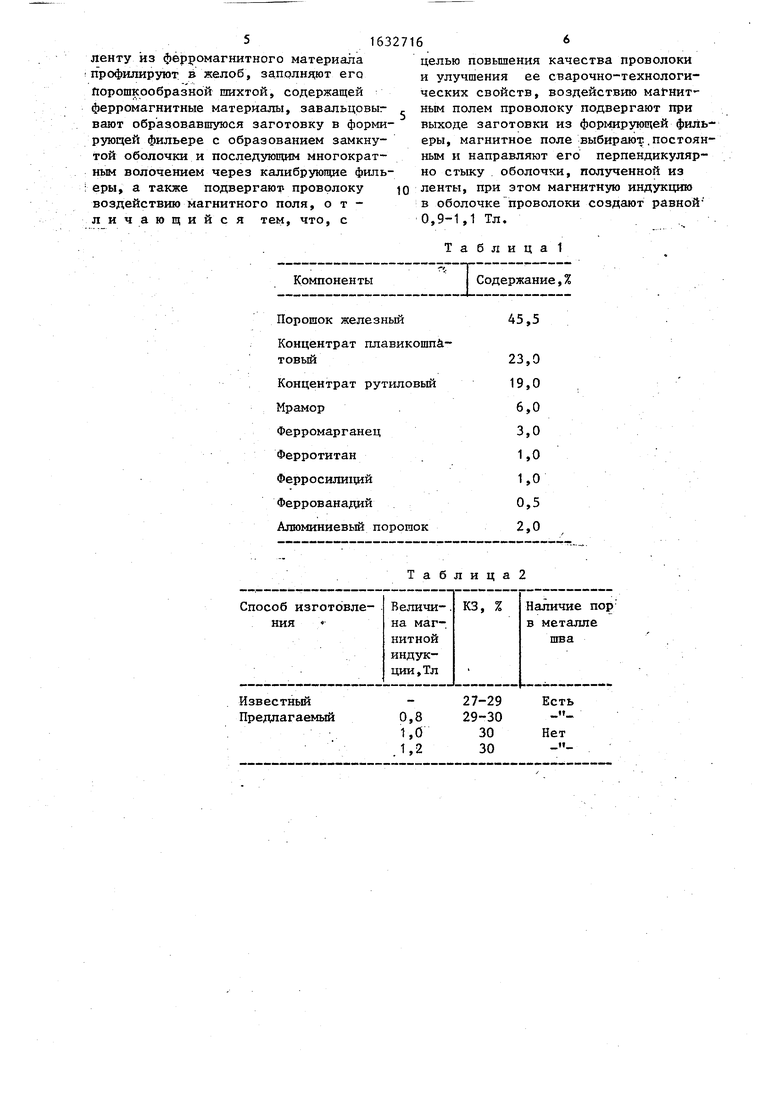
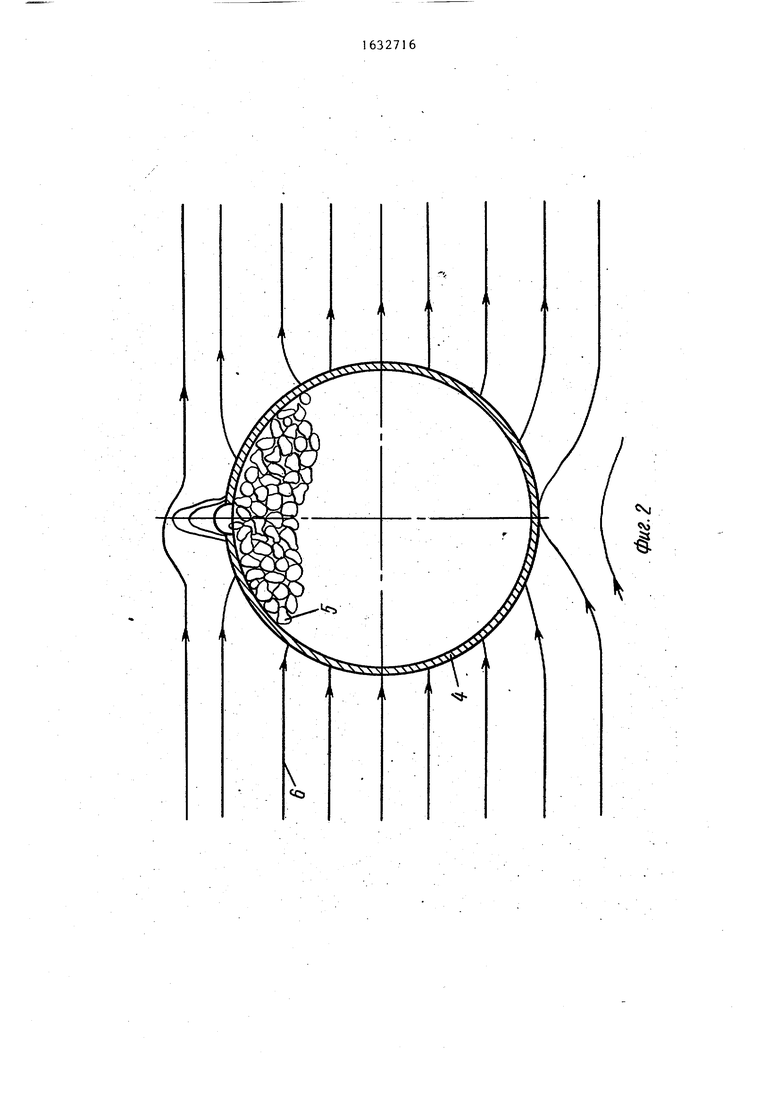
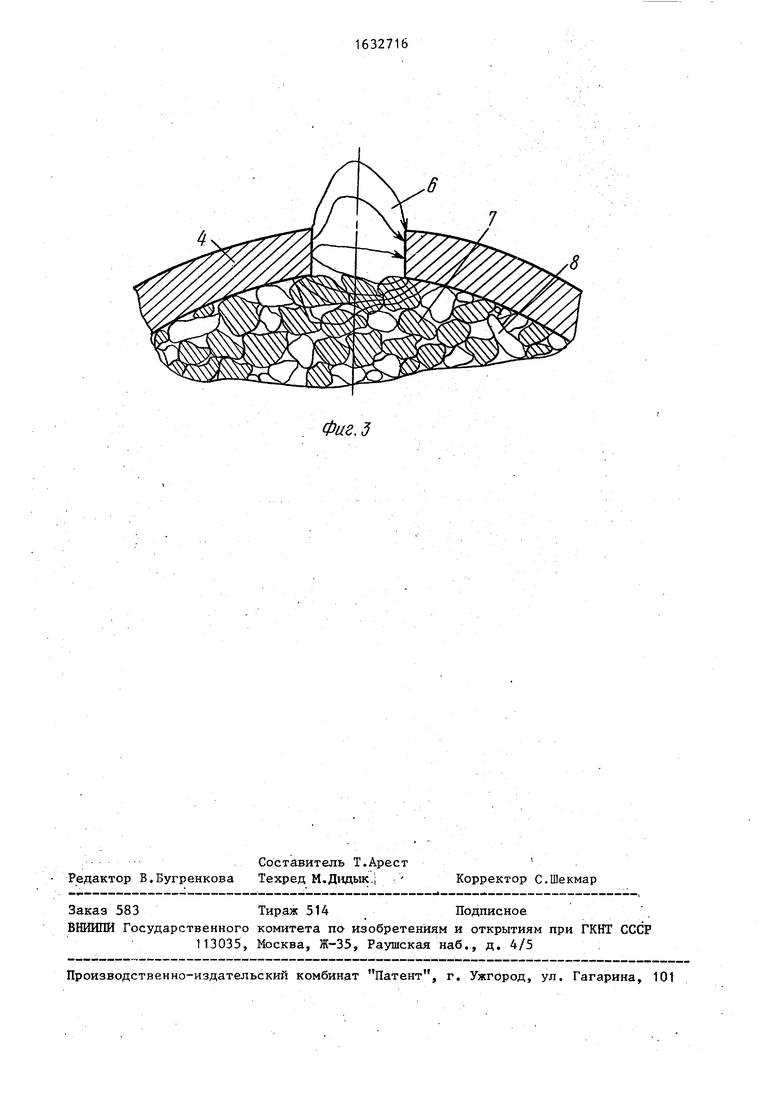
На фиг.1 изображена схема расположения порошковой проволоки относительно намагничивающего устройства J на фиг.2 - схема расположения магнитных силовых линий; на фиг.З - схема воздействия магнитных сиговых линий на ферромагнитные частицы порошка.
Способ осуществляется следующим образом.
Металлическую ленту профилируют в желоб, заполняют его порошкообразной шихтой, завальцовывают желоб в заго-( товку в формирующей фильере, затем протягивают со скоростью Ц заготовку 1 (фиг.1) через зазор намагничиваю- щего устройства (например, электромагнита) , содержащего корпус 3 с катушкой 2. Заготовка 1, проходя через зазор, намагничивается, т.е. магнитные линии 6 пересекают порошковую проволоку, оболочку 4 и шихту 5. Так как магнитные силовые линии 6 замыкаютО СО
ю 1
с&
316327
ся через ферромагнитные частицы 7 шихты 5, а не магнитные частицы 8 не намагничиваются, то ферромагнитные частицы шихты 7 намагничиваются. Оптимальное значение магнитной индукции 0,9-1,1 Тл, имеется в виду магнитная индукция в оболочке 4.
При магнитной индукции до 0,9 Тл
10
магнитные свойства оболочки и шихты порошковой проволоки проявляются в недостаточной степени, а при магнит-, ной индукции 1,1 Тл дальнейшего улучшения магнитных свойств не происходит.
15
Магнитные силовые линии о замыаются через ферромагнитные частицы t шихты 7, образуя вдоль магнитных силовых линий как бы цепочки ферромагнитных частиц, которые располага- JQ ются над стыком, предотвращают просыпание шихты. Уплотнение шихты под воздействием магнитного поля позволяет повысить коэффициент заполнения порошковой проволоки, а значит по- 25 высить стабильность горения дуги. Более плотная упаковка шихты снижает вероятность порообразования и снижает разбрызгивание электродного металла. После отключения питания электро30
, 35
магнитной катушки в элементарной магнитной системе остается магнитный поток, величина которого пропорциональна магнитной индукции. Оптимальная магнитная индукция равна 0,9- 1,1 Тл. Коэрцитивная сила, т.е. спо собность материала сохранять свою намагниченность в течение длительного времени, для низкоуглеродистой стали оболочки достаточно велика и составляет 300-360 А/м, что позволяет элементарной магнитной системе (оболочка проволоки и шихты) сохранять остаточную намагниченность сис- темьиТаким образом, намагниченность .,. системы (оболочки проволоки и шихта) позволяет:
уплотнить шихту за счет более плотного сцепления ферромагнитных частиц порошка, а значит повысить коэффициент заполнения;
устранить просыпание шихты через негерметичный стык, так как ферро- .
магнитные частицы порошка, располагаясь по магнитным силовым линиям поперек стыка, закрывают ётык, пре- 55
дотвращая просыпание шихты;
повысить стабильность горения дуги
из-за устранения просыпания шихты;
0
5
Q 5
0
5
,.
164
снизить порообразование и разбрызгивание в результате того, что коэффициент заполнения увеличивается (более плотная упаковка шихты и отсутствие пустот).
П р и р. Изготавливают порошковую проволоку, предназначенную для сварки металлоконструкций из низкоуглеродистых и низколегированных сталей в нижнем положении (при толщине основного металла 5 мм и более).
В-табл.1 представлен состав шихты.
В качестве металлической ленты из ферромагнитного материала использу 4 ют ленту стальную холоднокатанную из стали 08КП размером 0,5x12 мм.
Подготовленную шихту завальцовы- вают в предварительно профилированную ленту на барабанном волочильном стане.
После формирующей фильеры заготовку протягивают через зазор постоянно- ,го электромагнита. Магнитная индукция, создаваемая в оболочке, составляет 0,8, 1,0 и 1,2 Тл. Дальнейшие протяжки через калибрующие фильеры позволя- ют получить проволоку Ф 2,6 мм.
После изготовления проволоки;- про- И.ЗБОДЯТ сварку на постоянном токе обратной полярности от ПСГ-500. Число проходов 1, вид соединения - тавровое Т4. Режимы сварки 1са 300-320 А, Uj. 30-32 В, V« 265 м/ч, h ъ 50-60 мм. Фиксируют коэффициент заполнения проволоки Кз, наличие пор в металле шва. В аналогичных условиях испытывают проволоку, изготовленную по известному способу.
В табл.2 представлены свойства шихты.
Указанные преимущества предлагаемого способа позволяют рекомендовать его для широкого внедрения на предприятиях по производству порошковых проволок. Данный способ также I целесообразно использовать в учебном процессе для наглядной демонстраций 1 влияния качества порошковой проволо- 1ки на ее сварочно-технологические свойства.
Использование изобретения позволит повысить качество сварочного шва.
формула изобретения(
Способ изготовления порошковой проволоки,.-при котором металлическую
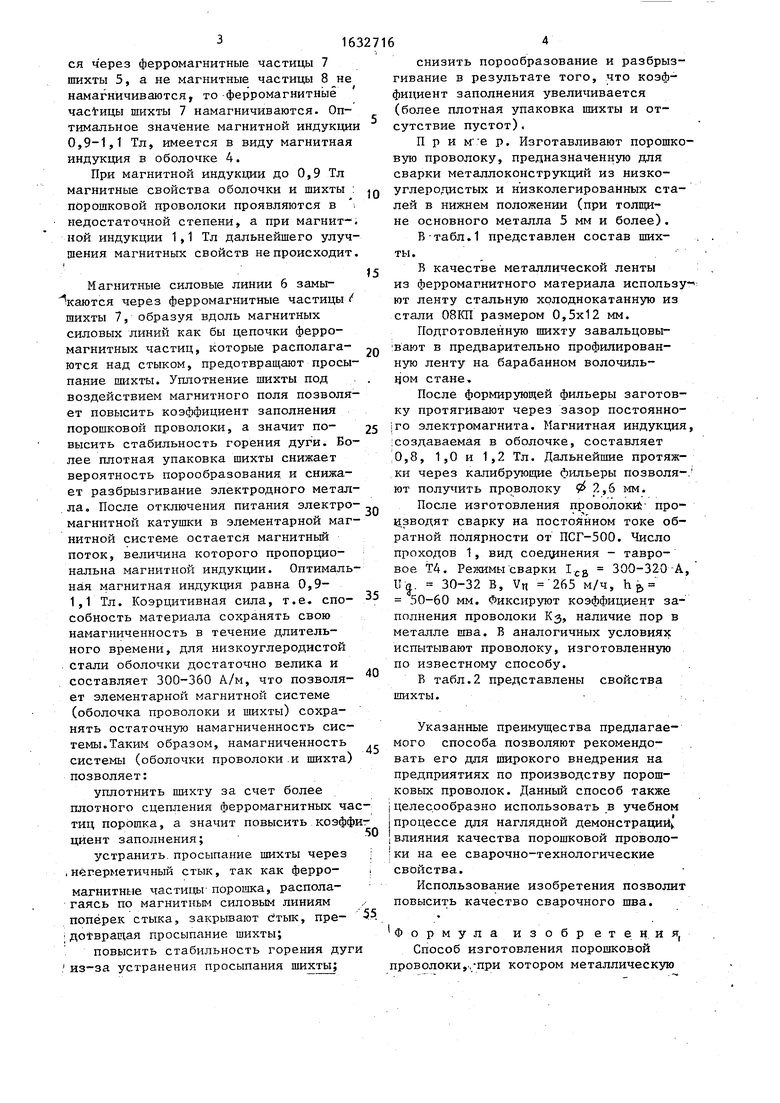
ленту из ферромагнитного материала профилируют в желоб, заполняют его Порошкообразной шихтой, содержащей ферромагнитные материалы, завальцовыт вают образовавшуюся заготовку в формирующей фильере с образованием замкнутой оболочки и последующим многократным волочением через калибрующие фильеры, а также подвергают- проволоку воздействию магнитного поля, отличающийся тем, что, с
целью повышения качества проволоки и улучшения ее сварочно-технологи- ческих свойств, воздействию маг нит- ным полем проволоку подвергают при выходе заготовки из формирующей фильеры, магнитное поле выбирают..постоянным и направляют его перпендикулярно стыку оболочки, полученной из ленты, при этом магнитную индукцию в оболочке проволоки создают равной4 0,9-1,1 Тл.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления порошковой проволоки | 1984 |
|
SU1235690A1 |
| Способ изготовления порошковой проволоки | 1990 |
|
SU1738568A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ | 2023 |
|
RU2811878C1 |
| Способ изготовления сварочной проволоки с наполнителем | 1985 |
|
SU1273226A1 |
| ВЫПЛАВЛЯЕМЫЙ МАГНИТНЫЙ МАТЕРИАЛ НА ОСНОВЕ МАГНИТОМЯГКОГО СПЛАВА И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО МОНОЛИТНЫХ МАГНИТОПРОВОДОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2008 |
|
RU2376669C2 |
| Способ изготовления порошковой проволоки | 1973 |
|
SU498137A1 |
| ВЫПЛАВЛЯЕМЫЙ МАГНИТНЫЙ МАТЕРИАЛ НА ОСНОВЕ МАГНИТОТВЕРДОГО СПЛАВА И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО МОНОЛИТНЫХ МАГНИТОПРОВОДОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2007 |
|
RU2361307C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ | 1992 |
|
RU2095215C1 |
| Способ получения порошковых электродных материалов | 1977 |
|
SU745624A1 |
| Способ изготовления композиционной проволоки для модифицирования чугуна | 1987 |
|
SU1514824A1 |
Изобретение относится к сварке, в частности к изготовлению порошковой проволоки, Цель изобретения - повышение качества изготовления проволоки и улучшение ее сварочно-технологичес- ких свойств. Металлическую ленту из ферромагнитного материала профилируют в желоб, затем заполняют его приготовленной порошкообразной шихтой. В состав шихты включены ферромагнитные материалы. Завальцовывают желоб в заготовку в формирующей фильере с последующим многократ- . ным волочением через калибрующие фильеры. После формирующей фильеры на заготовку воздействуют постоянным магнитным полем. Направление магнитных силовых линий перпендикулярно стыку, а магнитная индукция, создаваемая в оболочке проволоки, равна 0,9-1,1 Тл. 2 табл. 3 ил. о S (Л
Компоненты
Порошок железный Концентрат плавикошпаТаблица 1 ...,
Содержание,%
45,5
Таблица2
Фиг. 1
«SJ
I
Фиг.З
6
8
