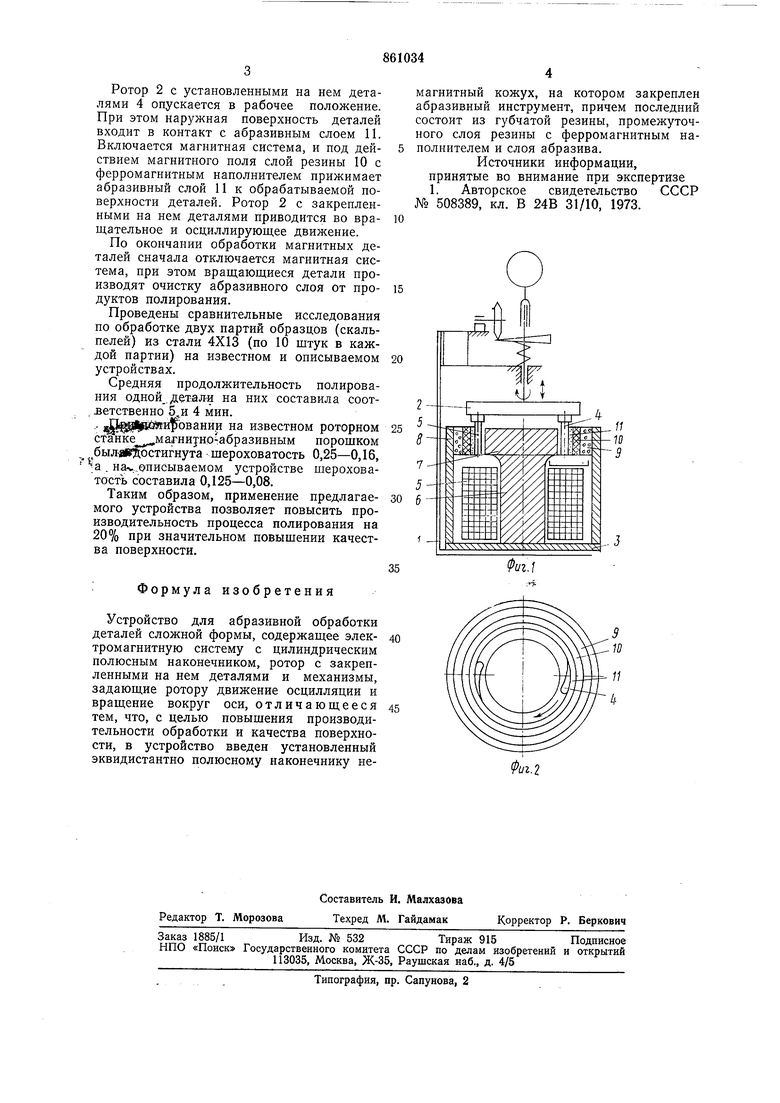
Ротор 2 с установленными на нем деталямн 4 опускается в рабочее положение. При этом наружная поверхность деталей входит в контакт с абразивным слоем 11. Включается магнитная система, и под действием магнитного поля слой резины 10 с ферромагнитным наполнителем прижимает абразивный слой 11 к обрабатываемой поверхности деталей. Ротор 2 с закрепленными на нем деталями приводится во вра- Ю щательное и осциллирующее движение. По окончании обработки магнитных деталей сначала отключается магнитная система, при этом вращающиеся детали производят очистку абразивного слоя от про- 15 дуктов полирования. Проведены сравнительные исследования по обработке двух партий образцов (скальпелей) из стали 4X13 (по 10 штук в каждой партии) на известном и описываемом 20 устройствах. Средняя продолжительность полирования одной.детали на них составила соот, зетственно 5.,и 4 мин. .. 5|П йрййн$Ьвании на известном роторном 25 ctaHKe MarHHjHO-a6pa3HBHbiM порошком был-а1 Достигнута шероховатость 0,25-0,16, а . на%...описываемом устройстве шероховатость составила 0,125-0,08. Таким образом, применение предлагае- зо мого устройства позволяет повысить производительность процесса полирования на 20% при значительном повышении качества поверхности. Формула изобретения Устройство для абразивной обработки деталей сложной формы, содержащее элек- 40 тромагнитную систему с цилиндрическим полюсным наконечником, ротор с закрепленными на нем деталями и механизмы, задающие ротору движение осцилляции и вращение вокруг оси, отличающееся 45 тем, что, с целью повышения производительности обработки и качества поверхности, в устройство введен установленный эквидистантно полюсному наконечнику не5ожух, на котором закреплен инструмент, причем последний убчатой резины, промежуточезины с ферромагнитным наслоя абразива. очники информации, во внимание при экспертизе ское свидетельство СССР л. В 24В 31/10, 1973.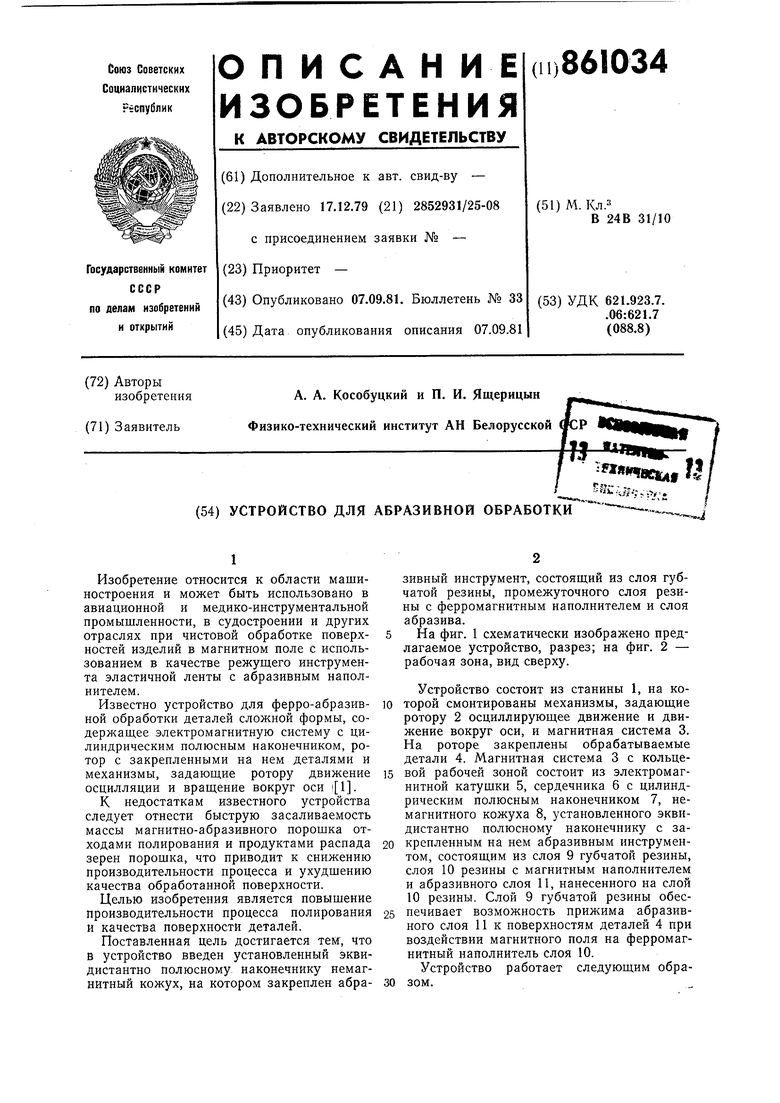
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для объемной полировки | 1980 |
|
SU1235702A2 |
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| Устройство для объемной полировки | 1977 |
|
SU763074A1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ | 1988 |
|
SU1783714A1 |
| Способ магнитно-абразивной обработки | 1991 |
|
SU1816664A1 |
| Способ обработки лезвий режущих инструментов | 1989 |
|
SU1689042A1 |
| Способ полирования деталей типа тел вращения | 1990 |
|
SU1722791A1 |
| Устройство для объемной полировки | 1978 |
|
SU1240554A2 |
| Устройство для магнито-абразивной обработки | 1978 |
|
SU764954A1 |
| Устройство для магнитно-абразивной обработки | 1989 |
|
SU1722790A1 |
