Изобретение относится к металлур- гической промьишенности и может быть использовано для упрочняющей термической обработки стальных электросварных прямошовных труб.
Целью изобретения является повышение качества путем выравнивания свойств по длине трубы.
Изобретение осуществляется следую цим образом. Первьй термоцикл с нагревом выше температуры Ас на 10-20 с обеспечивает достаточно полную перекристаллизацию, при этом происходит выравнивание структуры основного металла и металла зон термического нагрева (ЗТВ), Увеличение температуры первого нагрева влечет рост аустенитного зерна, особенно интенсивньш в ЗТВ, и искажение геометрических размеров труб по диаметру, т.е. приводит к снижению качества труб. Последующее термоцик- лирование с нагревом в интервале температур от ()°С до Ас т способствует образованию мелкодисперсной, однородной структуры по всему периметру трубы (включая сварной шов и ЗТВ). Однородность структуры обеспечивает не только выравнивание механических, свойств основного металла и металла ЗТВ, но и способствует повышению общей коррозионной стойкости труб. Постепенное снижение, при пере ходе от второго цикла к последующим температуры нагрева труб, например, на 10 С,, обеспечивает минимальное искажение труб по кривизне, что, очевидно , можно объяснить наиболее благоприятным распределением внутренних напр шений по длине и периметру труб.
П р и м е р. Натрию из 50 прямо- шовных Электроеварных труб диаметром 219 мм и толщиной стенки 7 мм, изготовленных из стали 3 сп, и такое же количество труб из стали 10 с подвергают термоциклической обработке по указанному псособу. Трубы нагревают в газовых проходных секционных печах скоростного нагрева с роликовым подом. Нагрев труб, двигающихся поступательно и одновременно вращающз хся вокруг своей оси, за счет расположения роликов под углом 83 к оси печи, осуществляют мето- дом прямого удара продуктов горения о. поверхность труб. Температура иагрева при первом термоцикле 870°С
5
0
5
0
5
0
5
0
5
рдк стали 3 СП и 890°С для стали 10 СП Температуры нагрева второго термоцикла составляют 755°С (3 сп) и (10 сп), третьего термоцикла - 745 и 742 С и четвертого - 735 и 732°С, соответственно дпя стали 3 СП и 10 СП.
Охпа вдение после термоциклов осуществляется в воздушной среде. После первого, второго и третьего нагревов о:сла;кдение труб проводят до 660 С., после четвертого - до температуры в цехе.
Металлографический анализ микрошлифов , приготовленных из металла шва и ЗТВ, а также основного металла труб, которые прош-пи термоциклическую обработку по npeдлaгaeмo ry способу, показан, что во всех рассмотренных зонах происходит выравнивание структурной неоднородности и образование однородной феррито- перлитной структуры с величиной фер- ритного зерна 3-5 баллов для стали 3 СП и 10 СП, и равномерным распределением перлитной составляющей. Снижение температуры нагрева на 10 С от цикла к циклу, начиная с третьего, обеспечивает выравнивание структуры и способствует измельчению зерна при минимальном искажении геометрических размеров труб по диаметру и 7 :ривизне.
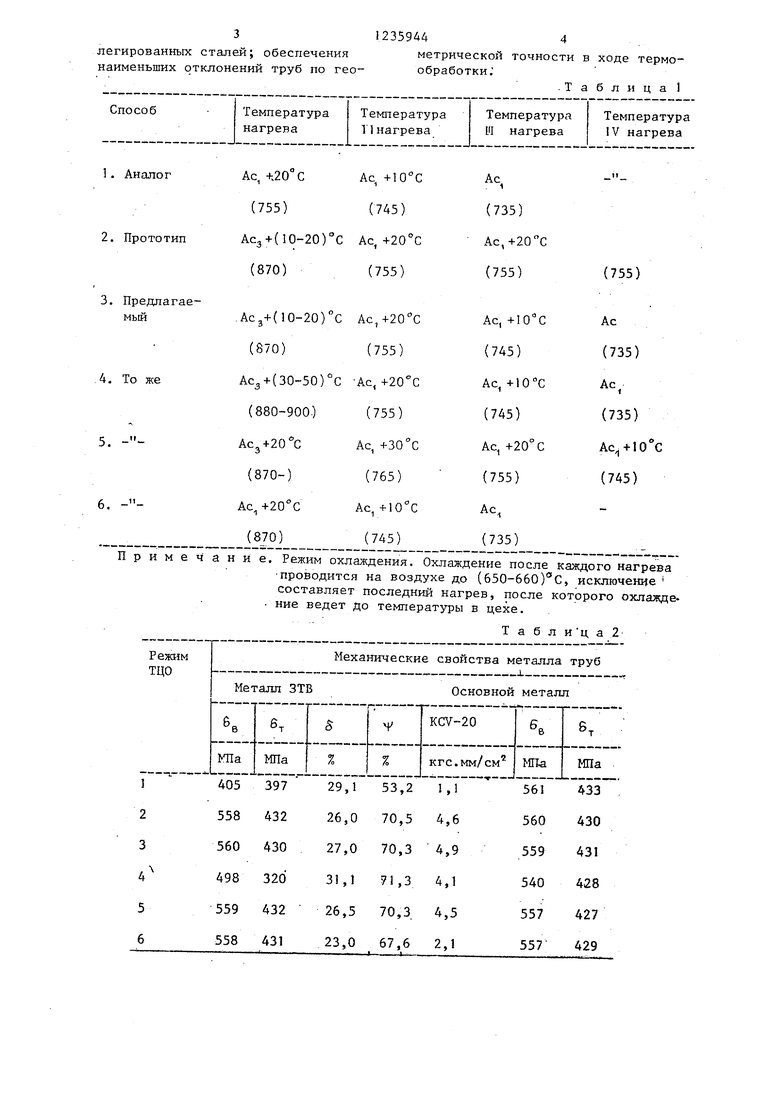
. Сравнение качества прямошовньгх электросзарных труб диаметров 219 и толщиной стенки 7 мм из стали 3 сп, обработа нных по разным режимам ТЦО, приведено в табл.П к 2. Результаты механических испытаний и замеров геометрических размеров прямошовных электросварных труб после ТЦО приведены в табл. 2.
Таким образом, использование предлагаемого способа обеспечивает повышение качества прямошовных электросварных труб путем получения равномерной мелкозернистой структуры по всей трубе, в том числе в ЗТВ. что обеспечивает получение высоких прочностных и пластических характеристик труб и выравнивание механ шес- ких свойств по всей трубе и повьпие- ние коррозионной стойкости; получения различных уровней прочности и пластичности металла за счет изменения скоростей охлаждения в процессе термообработки сварных труб, изго- .товленньк it,3 углеродистьгх и низко3I2359A44
легированных сталей; обеспечения метрической точности в ходе термо- наименьпшх отклонений труб по гео- обработки,
.Таблица
Аналог
Прототип
Предлагаемый
То же
Ас, +.20 САс,
(755)(745)
АСз+(10-20)°САс,+20 с
(870)(755)
.АСз+(0-20) сАс,
(870)(755)
АСз + ( 30-50 )°С Ас,
(880-900.)(755)
5 - АСз+20 С
6. (870-)
Ас
(870)
Примечание. Режим охлаждения. Охлаждение после каждого нагрева
проводится на воздухе до (650-660)С, исключение составляет последний нагрев, после которого охлажде- ние ведет до температуры в цехе.
Т а б л и ц а 2
Ас (735) Ас,+20 С (755)
Ас, +10°С (745) Ас, +10 С (745)
Ас, +20 С
(755)
Ас,
(735)
(755)
Ас (735)
Ас,
(735)
(745)
Редактор П. Коссей
Составитель И. Липгарт Техред В.Кадар
Заказ 3063/25,Тираж 552Подписное
ВНШШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., , д.. 4/5
Производственно-полиграфическое п{ едприятие, г. Ужгород, ул. Проектная, 4
Продолжение табл.2
Корректор г. Решетник

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРЕННЫХ ВЫСОКОЧАСТОТНОЙ СВАРКОЙ ТРУБ ИЗ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 1991 |
|
RU2016095C1 |
| Способ термоциклической обработки изделия | 1990 |
|
SU1782246A3 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2020 |
|
RU2738870C1 |
| Способ термоциклической цементации стальных изделий | 1989 |
|
SU1663043A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНОГО ШВА И ЗОНЫ ТЕРМИЧЕСКОГО ВЛИЯНИЯ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ | 2002 |
|
RU2221879C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ПРОКАТА | 2011 |
|
RU2477323C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИТЫХ ДЕТАЛЕЙ ИЗ НИЗКОЛЕГИРОВАННЫХ И УГЛЕРОДИСТЫХ СТАЛЕЙ | 2015 |
|
RU2672718C2 |
| Способ термической обработки сварных труб | 1987 |
|
SU1534072A1 |
| Способ термической обработки крупных поковок | 1987 |
|
SU1528798A1 |
| СПОСОБ ТЕРМОЦИКЛИЧЕСКОЙ ОБРАБОТКИ МНОГОФАЗНЫХ ДЕФОРМИРОВАННЫХ ЖЕЛЕЗНЫХ СПЛАВОВ | 2003 |
|
RU2241768C1 |
| Федюкин В.К | |||
| Термоциклическая обработка сталей и чугунов | |||
| Изд-во Ленинградского университета, 1977, с | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Вишневский А.Р | |||
| и Овчинникова Л.В | |||
| Применение ТЩ) для повышения пластичности литых сталей | |||
| В кн | |||
| Термоциклическая обработка металлических материалов | |||
| Л.: Наука,1980, с | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
