Изобретение относится к термичесой обработке алюминиевых сплавов и ожет быть использовано при изготовении электропроводящей проволоки.
Известен способ изготовления полу- з абрикатов из дмсперсионно твердеющих сплавов на основе алюминия путем прокатки, причем температура начала про- кйтки находится в области существова- кия твердого раствора, а после про- Ю катки осуществляют интенсивное охлаждение полосы для предотвращения рас- паДа твердого раствора lj .
Однако при осуществлении способа образуется структура с недеформиро- 15 ванными зернами, не позволяющая получить оптимальное сочетание механических и электрических характеристик.
Наиболее близким к предлагаемому сппсобу по технической сущности и до- 20 стираемому эффекту является способ производства полуфабрикатов из дисперсионно твердеющего сплава снсте- мы алюминий - магний - кремний, в соответствии с которым лист прокатывают 25 вначале при 480°С, затем пропускают через серию охлаждаемых валков и заканчивают прокатку при 230°С 2,
Однако этот способ также не позволяет получить оптимальное соче- 0 тание электрических свойств и механической прочности.
.Цель изобретения - одновременное повыщение прочности и электропроводности сплава.
35
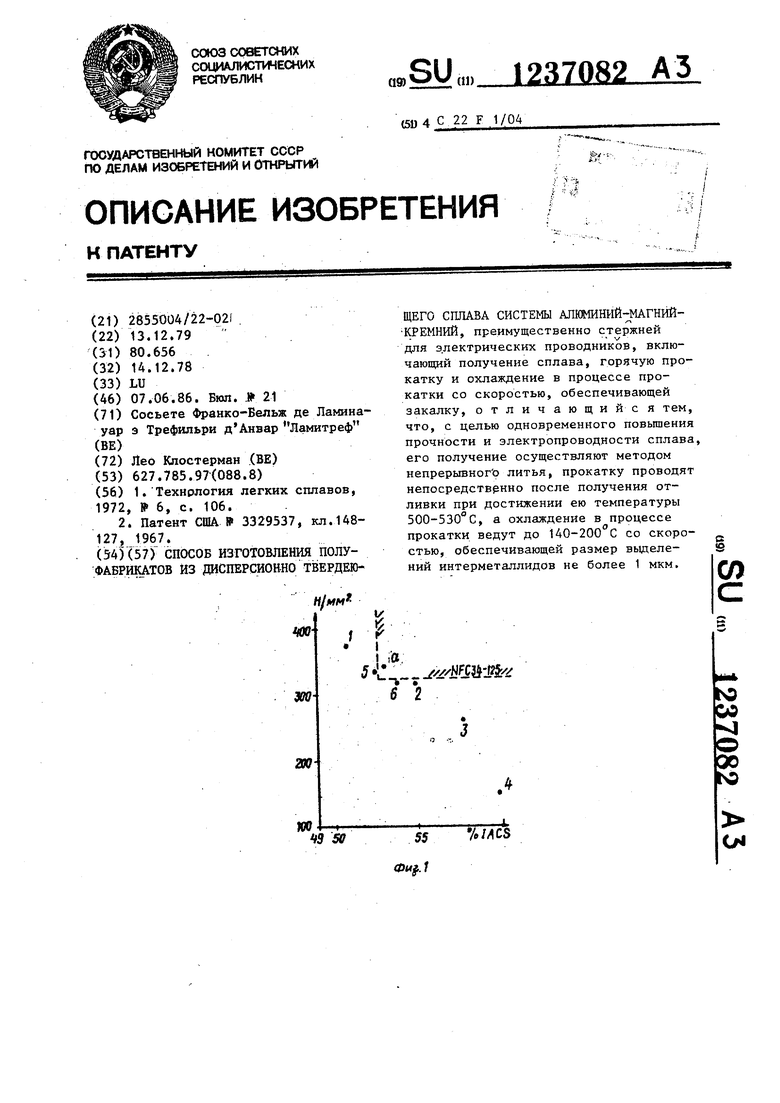
Поставленная цель достигается тем, что согласно способу изготовления полуфабрикатов из дисперсионно твердеющего сплава системы алюминий - магний - кремний, включающему получение сплава, горячую прокатку-и охлаждение Б процессе прокатки со скоростью, обеспечивающей закалку, получение сплава осуществляют методом непрерывного литья, прокатку проводят несоердственно после получения отливки при достижении его температуры 500-530 с, а охлаждение в про- . цессе прокатки ведут до lAO-ZOO c со скоростью, обеспечивающей размер вьще- лений интерметаллидов не более 1 мкм.
Способ реализуется следующим образом.
После непрерывного литья сплава с образованием отвержденной непре- рьшной жилы выходящей из разливочной машины при температуре, когда легиру
5
0 5
0
5
0
5
юи ие элементы в основном находятс:я в растворе, данная жила непосредственно направляется к непрерывному много- клетьевому прокатному стану, раз- ,граниченному на два участка. На первом участке температура поддерживается на уровне достаточной растворимости легирующих элементов (500- 530°С). На втором участке осуществляют охлаждение в процессе прокатки до 140-200 С.
Полученные таким образом проволочные прутки имеют хорошую металлографическую структуру для дальнейшего волочения и хорошие свойства без необходимости в промежуточной об -a- ботке;.
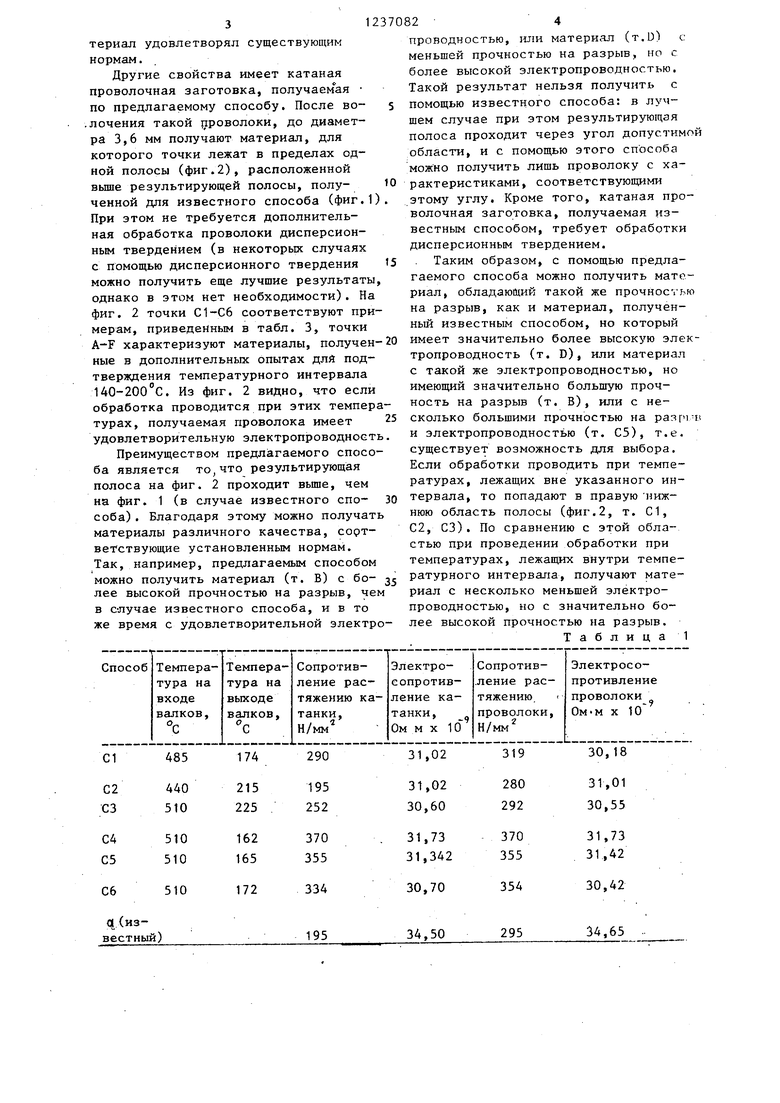
Обрабатывают по предлагаемому способу сплав содержащий,%: кремний OjSAj магний 0,59, железо 0,17, алюминий остальное. Параметры обработки и свойства катаной проволочной заготовки и проволоки приведены в табл.1.
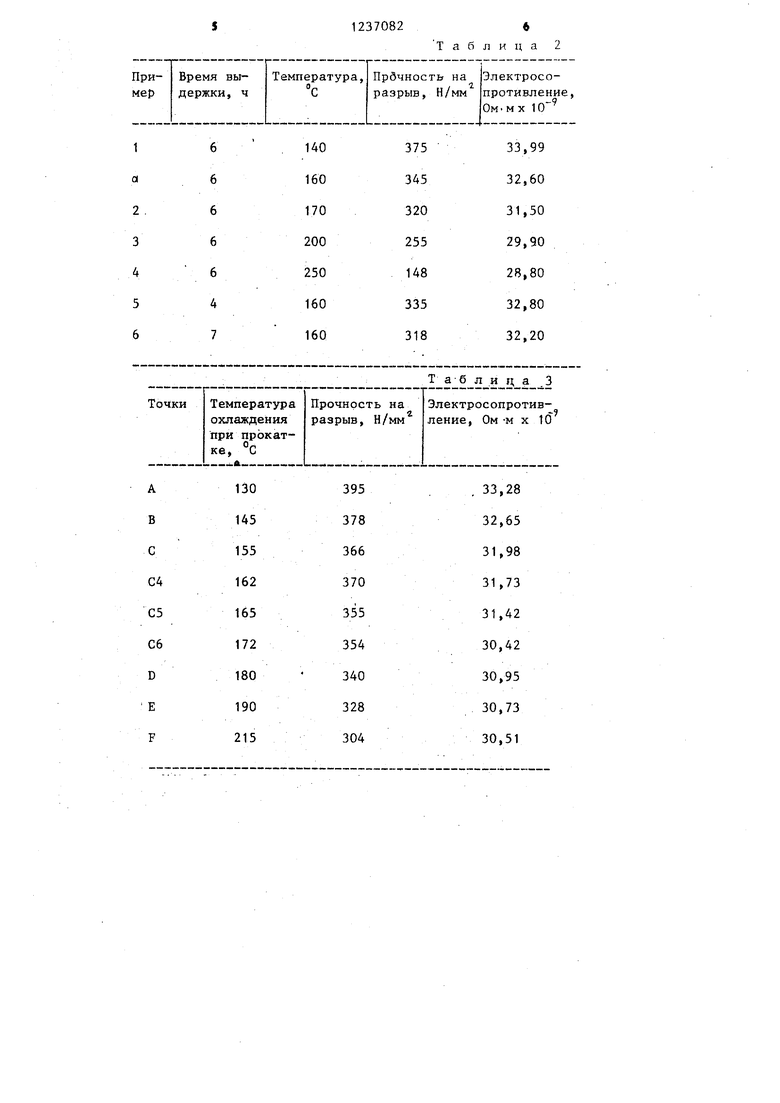
Как видно из данных табл. 1 катаная проволочная заготовка, полученная известным способом, после волочения нуждается дополнительно в дисперсионном твердении. Такая обработка может проводиться при различных вьщержках и температурах. Режимы дисперсионного твердения и результаты испытаний по известному способу приведены в табл. 2.При этом в каждом конкретном случае получаются раз- .личные результаты. Эти результаты приведены на фиг. 1, где представлена зависимость прочности на разрыв от электропроводности (1% 1АСЗ элек- тропроводности в процентах от международного медного стандарта 17,24х X 10 Ом -м) . Точка а соответствует примеру о (табл. 2,.после выдержки в течение 6 ч при 60°С полученный матарлал имеет прочность на разрыв 345 Н/мм. и сопротивление 32,60 Ом-м или 52,88% IACS). На фиг. 1 приведены также французские нормы NFC 34-125 для высокопрочной проводящей проволоки (т шнимум 324 Н/мм и минимум 52,6% IACS максимум 32,80 .м) . Из фиг. 1 видно, что полученные резульИз них
таты лежат в пределах полосы. небольшая часть проходит через угол 5 допустимой нормами области. Необходимо очень строго выбирать продолжительность и температуру дисперсионного твердения, чтобы получаемый материал удовлетворял существующим нормам.
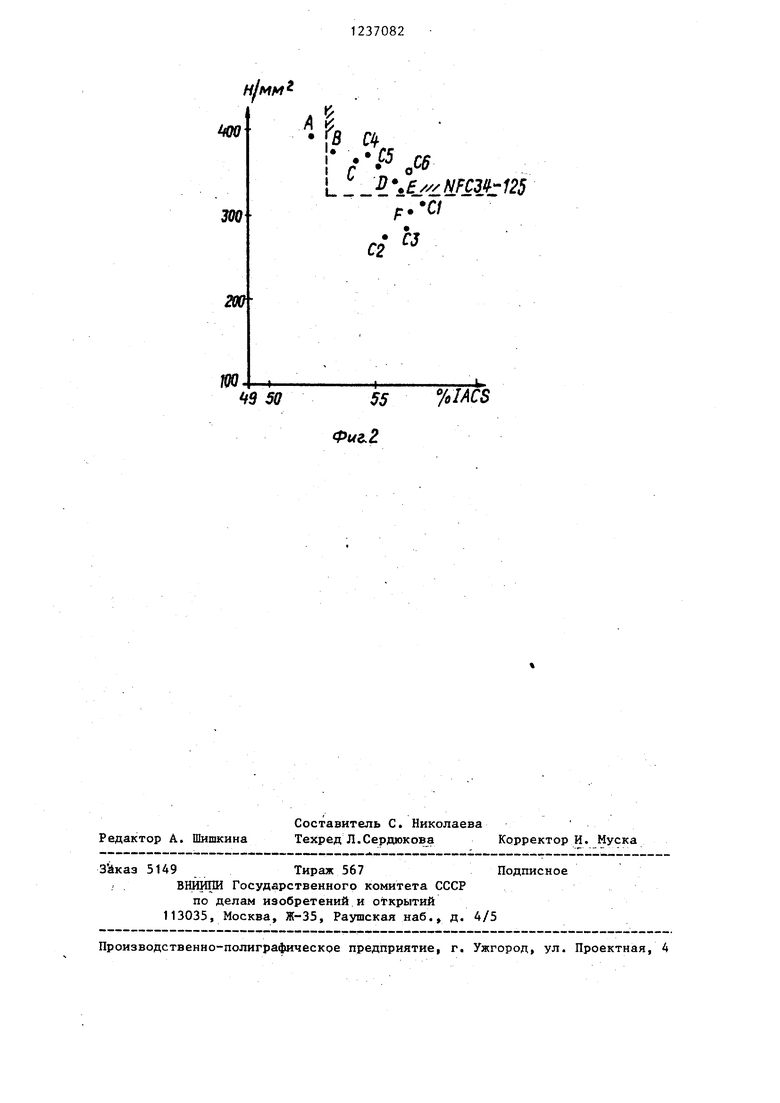
Другие свойства имеет катаная проволочная заготовка, получаем ая по предлагаемому способу. После во- s .лочения такой проволоки, до диаметра 3,6 мм получают материал, для которого точки лежат в пределах одной полосы (фиг.2), расположенной выше результирующей полосы, полу- О ченной дпя известного способа (фиг.1). При этом не требуется дополнительная обработка проволоки дисперсионным твердением (в некоторых случаях с помощью дисперсионного твердения 5 можно получить еще лучшие результаты, однако в этом нет необходимости). На фиг. 2 точки С1-С6 соответствуют примерам, приведенным в табл. 3, точки A-F характеризуют материалы, получен-20 ные в дополнительных опытах дли подтверждения температурного интервала 140-200 С. Из фиг. 2 видно, что если обработка проводится при этих температурах, получаемая проволока имеет 25 удовлетворительную электропроводность. Преимуществом предлагаемого способа является то,что результирующая полоса на фиг. 2 проходит вьппе, чем на фиг. 1 (в случае известного спо- 30 соба) . Благодаря этому можно получать материалы различного качества, сорт- ветствующие установленным нормам. Так, например, предлагаемым способом можно получить материал (т. В) с бо- 35 лее высокой прочностью на разрыв, чем в случае известного способа, и в то же время с удовлетворительной электроС1
485
174
290
172
334
195
проводностью, или материал (T.D) с меньшей прочностью на разрыв, но с более высокой электропроводностью. Такой результат нельзя получить с помощью известного способа: в лучшем случае при этом результирующая полоса проходит через угол допустим области, и с помощью этого способа можно получить лишь проволоку с характеристиками, соответствующими этому углу. Кроме того, катаная проволочная заготовка, получаемая из- вестньм способом, требует обработки дисперсионным твердением.
Таким образом, с помощью предлагаемого способа можно получить материал, обладаюй1ий такой же прочнос 1 ь на разрыв, как и материал, полученный известным способом, но который имеет значительно более высокую элетропроводность (т. D), или материал с такой же электропроводностью, но имеющий значительно большую прочность на разрыв (т. В), или с несколько большими прочностью на разгч и электропроводностью (т. С5), т.е. существует возможность для выбора. Если обработки проводить при температурах, лежащих вне указанного интервала, то попадают в правую нижнюю область полосы (фиг.2, т. С1, С2, СЗ). По сравнению с этой областью при проведении обработки при температурах, лежащих внутри температурного интервала, получают материал с несколько меньшей электропроводностью, но с значительно более высокой прочностью на разрыв.
Таблица 1
319
354
30, 18
31,01 30,55
31,73 31,42
30,42
34,50
295
34,65
Таблица 2
Т а-б л и ц а 3
1о
(в с
Lf-.- L i: / P « - - J
;г.С/
5 5(7
55 Фиг.2
Редактор А. 01ишкина
Составитель С. Николаева
Техред Л.Сердюкова Корректор И. Муска
З йкаэ 5149Тираж 567Подписное
ВНШПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
С2
СЗ
%//4С5
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЧАСТЕЙ ЛИТЕЙНЫХ ФОРМ, А ТАКЖЕ ЧАСТИ ЛИТЕЙНЫХ ФОРМ, ПОЛУЧЕННЫЕ ЭТИМ СПОСОБОМ | 2009 |
|
RU2492961C2 |
| ВЫСОКОПРОЧНАЯ ФОЛЬГА ИЗ МИКРОКОМПОЗИЦИОННОГО МАТЕРИАЛА | 2010 |
|
RU2430188C1 |
| Способы термомеханической обработки проводниковых сплавов системы Al-Mg-Si | 2019 |
|
RU2749601C2 |
| ТЕРМОСТОЙКИЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И СПОСОБ ПОЛУЧЕНИЯ ИЗ НЕГО ДЕФОРМИРОВАННЫХ ПОЛУФАБРИКАТОВ | 2012 |
|
RU2534170C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАТАНКИ ИЗ ТЕРМОСТОЙКОГО СПЛАВА НА ОСНОВЕ АЛЮМИНИЯ | 2016 |
|
RU2657678C1 |
| ТЕРМОСТОЙКИЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И СПОСОБ ПОЛУЧЕНИЯ ИЗ НЕГО ДЕФОРМИРОВАННЫХ ПОЛУФАБРИКАТОВ | 2010 |
|
RU2446222C1 |
| Способ получения проводника из сплава системы Al-Fe | 2022 |
|
RU2815427C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОКОНТАКТНОГО ПРОВОДА И ЭЛЕКТРОКОНТАКТНЫЙ ПРОВОД | 2013 |
|
RU2540944C1 |
| ДИСПЕРСИОННО-ТВЕРДЕЮЩАЯ МАРТЕНСИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ | 1994 |
|
RU2099437C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА ИЗ ДИСПЕРСИОННО-ТВЕРДЕЮЩЕГО НИЗКОЛЕГИРОВАННОГО СПЛАВА НА МЕДНОЙ ОСНОВЕ И СПОСОБ ПРОИЗВОДСТВА ИЗ НЕГО МЕТАЛЛОПРОДУКЦИИ | 2007 |
|
RU2378403C2 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Технрпогия легких сплавов, 1972, 6, с | |||
| Светоэлектрический измеритель длин и площадей | 1919 |
|
SU106A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США 3329537, кл.148- 127, 1967. | |||
