1
Изобретение относится к области обработки материалов давлением, в частности к гидравлическим прессам для получения изделий из металлического порошка.
Известный гидравлический пресс для
получения изделий из металлического порошка содержит смонтированные в плитах верхний и нижний цилиндры перемещения пуансонов и механизм регулировки хода перемешения пуансонов.
Недостатком известной конструкции является нестабильность регулировки хода перемещения, а при больших колебаниях конечных положений порщней (а соответственно и связанньЕх с ними пуансонов) не обеспечивается требуемая точность навеск и размеров изготавливаемых деталей.
Отличительной особенностью предлагаемого пресса является то, что механизм регулировки выполнен в виде гаек, установленных на резьбовых участках, вьшолненных на наружной поверхности каждого цилиндра и ограничивающих перемещение плит.
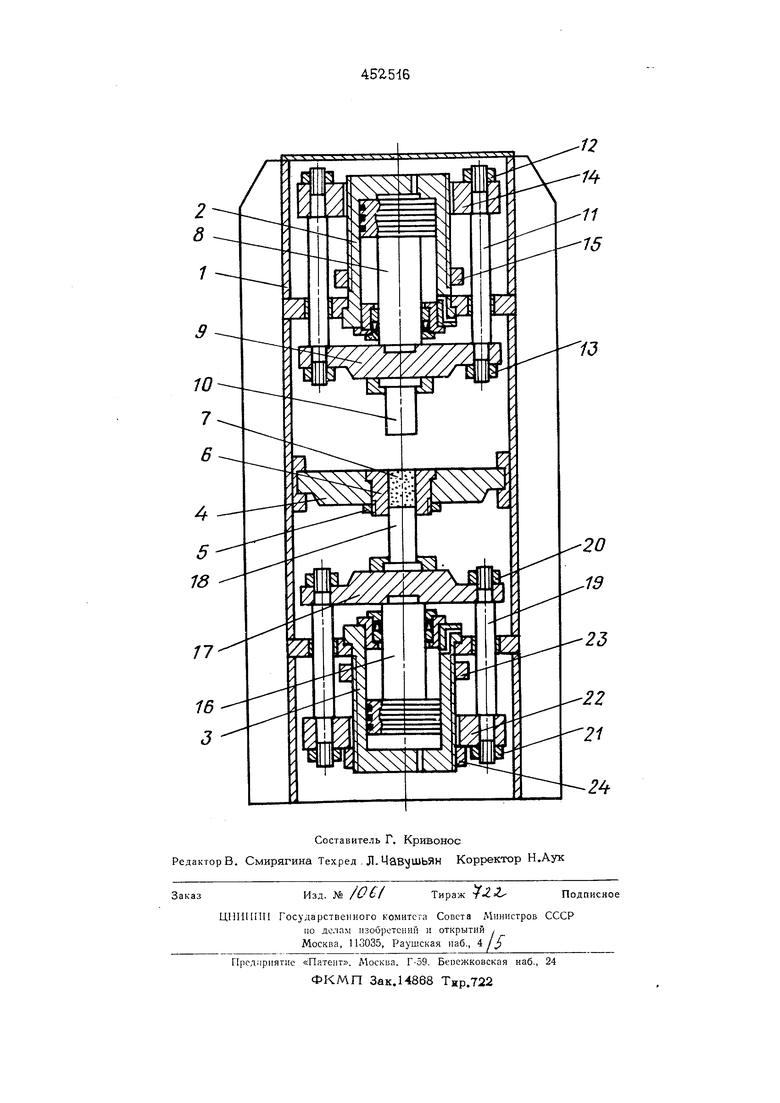
На чертеже изображен предлагаемый
пресс, продольный разрез.
В станине 1 расположены верхний
прессующий 2 и нижний 3 цилиндры. Цилиндр 3 служит для выталкивания изделия из матрицы. К станине жестко крепится стол 4, в котором при помощи гайки 5 крепится матрица 6. При необходимости матрица может устанавливаться на пружинах. В матрицу насыпан пресспорощок 7. К поршню 8 верхнего цилиндра крепится плита 9 и верхний пуансон 10. К плите 9 при помощи тяг 11 и гаек 12 и 13 крепится плита 14. На наружной поверхности верхнего цилиндра 2 имеется резьба, на которой перемещается гайка 15
К поршню 16 нижнего цилиндра крепятся плита 17 и нижний пуансон 18. К плите 17 при помощи тяг 19 и гаек 20 и 2 крепится плита 22. На наружной поверхности нижнего цилиндра 3 имеется резьба по которой перемещаются гайки 23 и 24.
Работает пресс следующим образом.
Дня начала прессования в поршневую полость верхнего цилиндра 2 подается рабочая жидкость. Верхний пуансон 10 опускается, входит в матрицу 6 и прессует изделие. Ход верхнего пуансона ограничивается гайкой 15, в которую упирается связанная с поршнем 8 плита 14. Таким образом обеспечивается постоянство размеров (высоты) прессуемых изделий. Изменение высоты изделий осуществляется перемещением гайки 15 по резьбе.
По окончании прессования подается команда на подъем верхнего пуансона. Пуансон поднимается до упора поршня 8 в ппо верхнего цилиндра 2. При необходимости ход вверх верхнего пуансона оыть ограничен электрическим конце.чым ш гключателем.
После отвода пуансона 10 в ве{жнее положение рабочая жидкость подается в порщневую полость цилиндра 3. Нижний пуансон 18 вытапкидает спрессованное издааие из матрицы 6, В верхнем положении пуансона 18 плита 22 упираетс в гайку 23. Перемещая эту гайку, обеспечивают совмещение BepxHeii гшоскости пуансона 18 с верхней плоскостью матрицы 6 и стола 4. Это необходимо для беспрепятственного удаления спрессжванного изделия из зоны прессования.
После удаления спрессованного изделия пуансон 18 опускается в нижнее положение до упора плиты 22 в гайку 24.
Лри этом в освобождающуюся полость матрицы одним из известных способов засьщается пресс-порошок, 7. При объемном дозировании, которое в настоящее время применяется повсеместно, количество засыпаемого порошка определяется объемом о.юбодной полости матрицы. Необходимая рзгулировка навески (веса изделия) достигается перемещением гайки 24 по
;: Г) е д м е т изобретения
Гидравлический пресс для получения изделий из металлического порошка, содержащий смонтированные в плитах верхний и нижний цилиндры перемещения пуансонов и механизм регулировки хода перемещения пуансонов, отличающийся тем, что, с целью повьщгения точности регулирования хода пуансонов, механизм регулировки вьшолнен в виде гаек, установленных на резьбовых участках, выполненных на наружной поверхности каждого циаинд- ра, и ограничивающих перемещение плит.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механический пресс для прессования изделий из металлического порошка | 1979 |
|
SU876298A1 |
| Пресс для прессования изделий из металлических порошков | 1980 |
|
SU927557A1 |
| Гидравлический пресс для прессования изделий из порошковых материалов | 1976 |
|
SU593932A1 |
| Пресс-форма | 1985 |
|
SU1320020A1 |
| Гидравлический пресс для прессования порошков | 1985 |
|
SU1324762A1 |
| Пресс-форма для формирования изделий сложной формы | 1989 |
|
SU1708515A1 |
| Пресс-автомат для прессования изделий из металлического порошка | 1975 |
|
SU521146A1 |
| Гидравлический пресс | 1977 |
|
SU662350A1 |
| Пресс-форма для напрессовки порошкового слоя на поверхность металлического диска | 1980 |
|
SU942889A1 |
| Устройство к гидравлическому или механическому прессу для одностороннего автоматического или двустороннего прессования металлических порошков | 1950 |
|
SU89700A1 |