Изобретение относится к порошковой металлургии, в частности к способам пакетного прессования изделий из металлических порошков преимущественно разновысотного сечения типа прямоугольной трапеции.
Цель изобретения - обеспечение /равноплотности изделий.
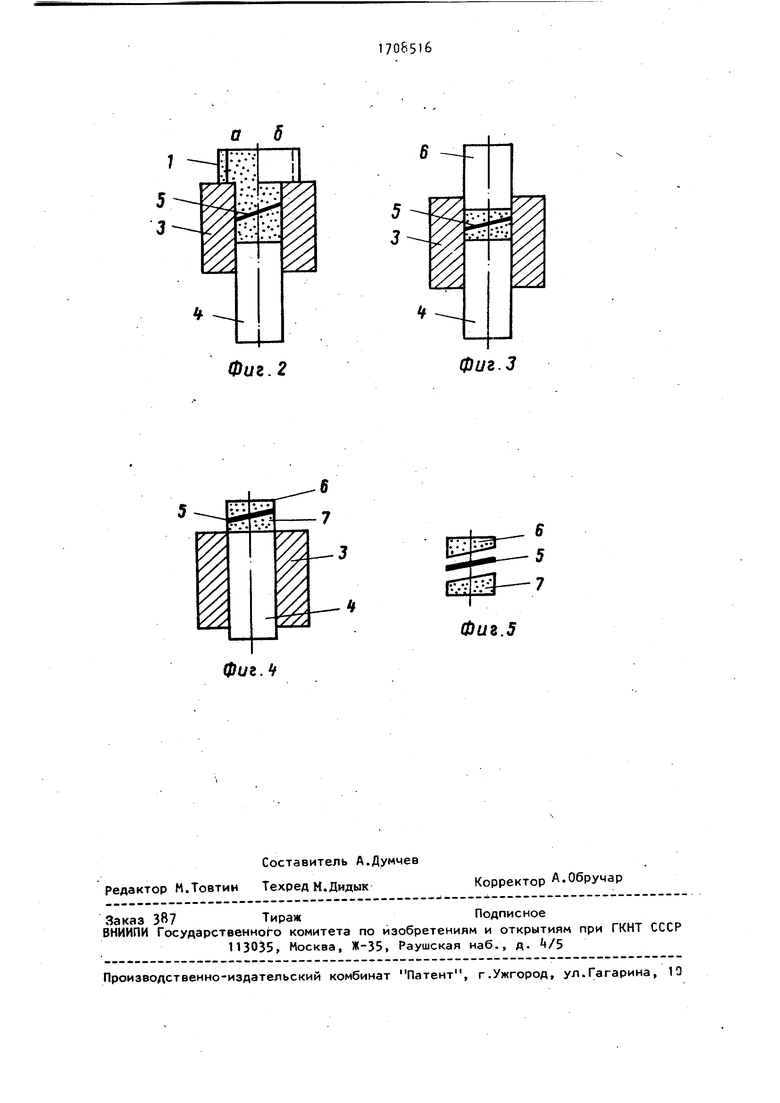
На фиг.1-5 дана схема прессования, в технологической последовательности операций способа.
Способ осуществляется следующим образом.
Смесь металлического порошка засыпают- (фиг.1а) питателем 1 через дозатор с уклоном 2 в матрицу 3, питателем разравнивают (фиг.16). Затем нижний пуансон 4 с засыпанной дозой опускают на величину, необходимую для засыпки второго слоя порошка. На первый слой укладывают разделительную фольгу 5, соответствующую конфигура-г ции прессуемого изделия с учетом уклона засыпанного порошка, затем засыпают порошок второго слоя питателем 1, установленным в горизонтальное положение по зеркалу матрицы 3 (фиг.2а) При обратной ходе питателя 1 порошок, разравнивают (фиг.26); Устанавливают верхний пуансон-6, к которому прикладывают усилие, необходимое для получения качественной прессовки, и осуществляют прессование (фиг.З). Пакет из двух изделий 6 и 7 разделенных металлической фольгой, выталкивается из матрицы 3 нижним пуансоном (фиг.).
Изготавливали изделия с вертикальным сечением в виде прямоугольной трапеции с высотами Н 30 мм и Н 8 мм. Исходя из известных эксг1ериментальных данных, определяли высоты засыпки слоя порошка: с большей стороны - К 30 X 2,5 75 мм и с меньшей - Н х К 8 х X 2,5 20 мм,где К - 2,5 - коэффициент, характеризующий уплотняемость порошка.
Пакет формировали послойно с установкрй разделительного элемента между наклонными сторонами в виде гибкой алюминиевой фольги и образованием равновысотного пакета и, уплотняя пакет в 2,5 раза по высоте, изготовили два изделия.
Установка гибкого разделительного элемента необходима дляразделения изделий и обеспечения их равноплотности, в частности при двухстороннем прессовании, когда плавающая матрица и слой порошка равномерно перемещаются навстречу друг другу, а вместе с ними перемещается и разделительный элемент, так как вертикальные участки не перемешиваются друг с другом, а двигаются навстречу, уплотняясь. Относительно центра заготовки происходит поворот разделительного элемента, меняется угол местоположения его на меньший относительно первоначального местоположения, а значит, и расстояние, занимаемое фольгой,становится меньше. Излишки разделительного элемента при этом вытягиваются по матрице, так как удельное давление прессования металлического порошка 500-900 НПа, а временное сопротивление фольги для разделительных элементов из алюминия и алюминиевых сплавов 100-300 МПа. Разделительный элемент, имея толщину 0,05-0,12 мм, образует в месте загиба облой, который в большинстве стандартов на порошковые изделия допустим.
Установка разделительного гибкого элемента между наклонными сторонами слоев и образование равновысотного пакета исключают появление разноплотности изделия, связанной с разновысотностью его сечения.
Формула изобретения
1. Способ пакетного прессования изделий из металлических порошков, преимущественно изделий с сечением типа прямоугольной трапеции, аключающий послойную засыпку порошка в матриЦУ с формированием слоев и установкой разделительного элемента между слоями прессование пакета изделий, отличающийся тем, что, с целью обеспечения равноплотности изделий, пакет формируют с установкой разделительного элемента между наклонными сторонами слоев с образованием равновысотного пакета, а в качестве разделительного элемента используют гибкий элемент.
2. Способ поп.1,отличающ и и с я тем, что в качестве гибкого элемента используют фольгу.
а 6
Фиг. 2
фиг.З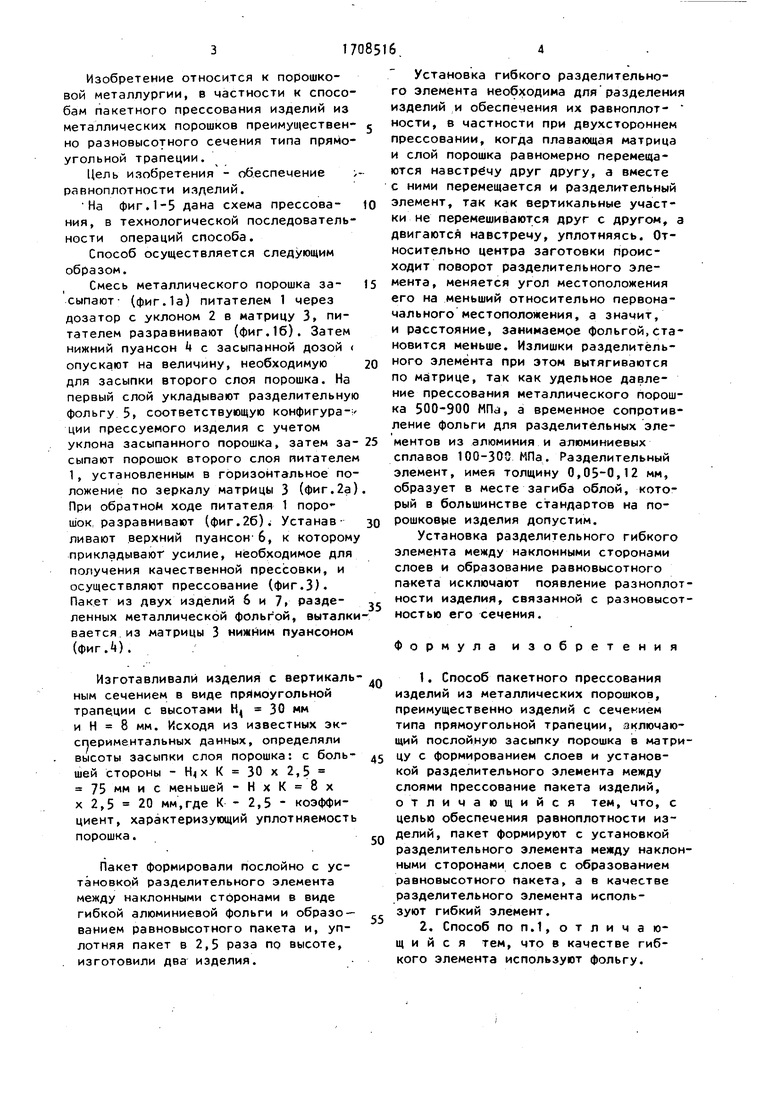
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для засыпки металлического порошка | 1986 |
|
SU1407676A1 |
| Устройство для прессования изделий из металлического порошка | 1990 |
|
SU1764816A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ СЛОЖНОГО ПРОФИЛЯ ИЗ ПОРОШКОВ | 2014 |
|
RU2553143C1 |
| Способ прессования изделий из порошка | 1990 |
|
SU1726128A1 |
| Гидравлический пресс для производства огнеупорных изделий | 1976 |
|
SU885023A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ФИЛЬТРОВ ИЗ МЕТАЛЛИЧЕСКИХ СЕТОК ПУТЕМ СОЕДИНЕНИЯ С ФЛАНЦАМИ | 2007 |
|
RU2347603C1 |
| Способ получения композиционного материала алюминий - сталь | 2016 |
|
RU2649632C2 |
| Способ прессования из порошка изделий переменного сечения в жесткой пресс-форме | 1984 |
|
SU1187912A1 |
| Способ прессования изделий из порошка | 1987 |
|
SU1519842A1 |
| СПОСОБ ПРЕССОВАНИЯ МНОГОСЛОЙНЫХ ЗАГОТОВОК ИЗ РАЗЛИЧНЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ С ВЕРТИКАЛЬНЫМ РАСПОЛОЖЕНИЕМ СЛОЕВ | 1990 |
|
RU2010676C1 |
Изобретение относится к способам пакетного прессования изделий и:з металлических порошков. Цель изобретения - обеспечение равноплотности изделий. Изготавливали изделия с вертикальным 'сечением в виде прямоугольной трапеции с высотами 30 и 8 мм.Исходя из известных данных об уплот- няемости смеси металлического порошка засыпали первый слой порошка высотой 75 мм с большей стороны и 20 мм - с меньшей питателем 1 через дозатор с уклоном 2 в матрицу 3, разравнивали питателем. Затем нижний пуансон k со слоем засыпки опускали на величину, необходимую для засыпки второго слоя. На первый слой укладывали разделительный гибкий элемент из алюминиевой фольги толщиной 0,1 мм, затем засыпали второй слой питателем, установленным в горизонтальное положение по зеркалу матрицы. При обратном ходе питателя порошок разравнивали. Таким образом сформировали двухслойный пакет равновысотного сечения с разделительным гибким элементом между наклонными сторонами слоев. Уплотняя пакет в 2,5 раза по высоте, изготовили два изделия. 1 з.п.ф-лы, 5 ил.§СО ел^гяаьФии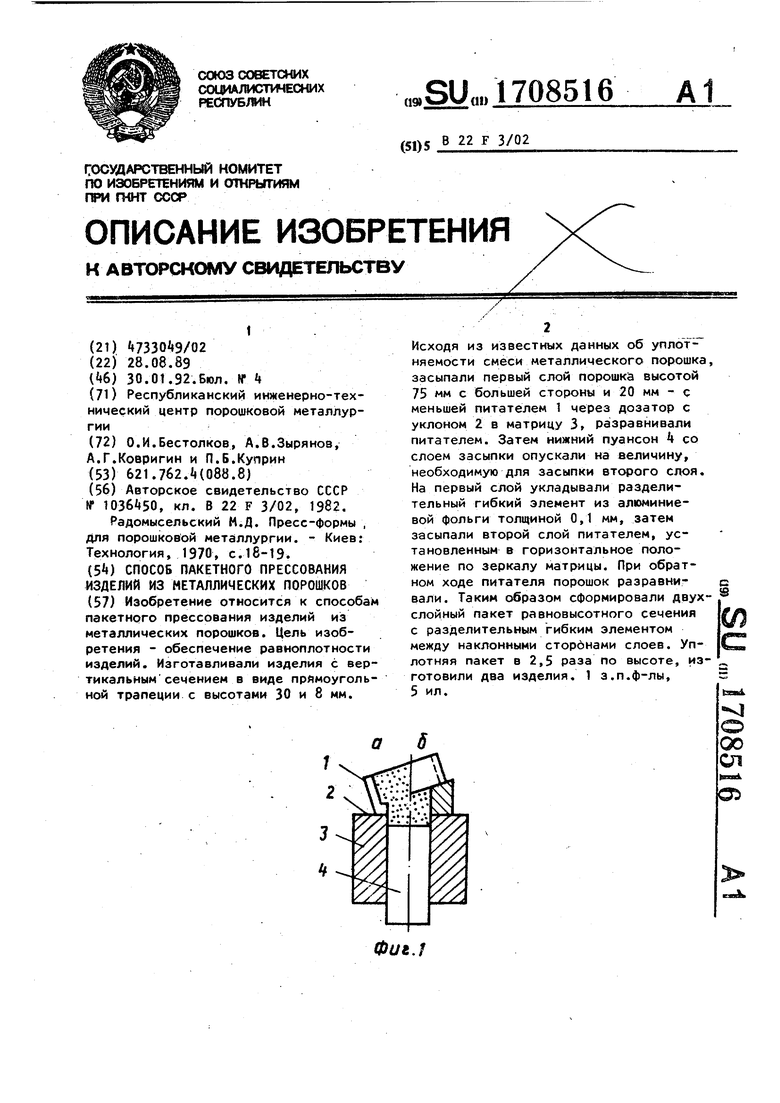
Фиг.З
| ВИСЯЧИЙ СЕКРЕТНЫЙ БУКВЕННЫЙ ЗАМОК БЕЗ ДУЖКИ, ОТКРЫВАЕМЫЙ С КЛЮЧЕМ И БЕЗ КЛЮЧА | 1923 |
|
SU1036A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Пресс-формы , для порошковой металлургии | |||
| - Киев: Технология, 1970, с.18-19 | |||
| (З*») СПОСОБ ПАКЕТНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | |||
