1
11:)обретение относится к металлур- .гическому оборудованию и может быть использовано для нанесения технологической смазки на поверхности ручьев при гстрячен прокатке сортовых про- фипей.
Целью изобретения является повышние стойкости валков посредством дифференцированной подачи смазки на поверхности ручьев.
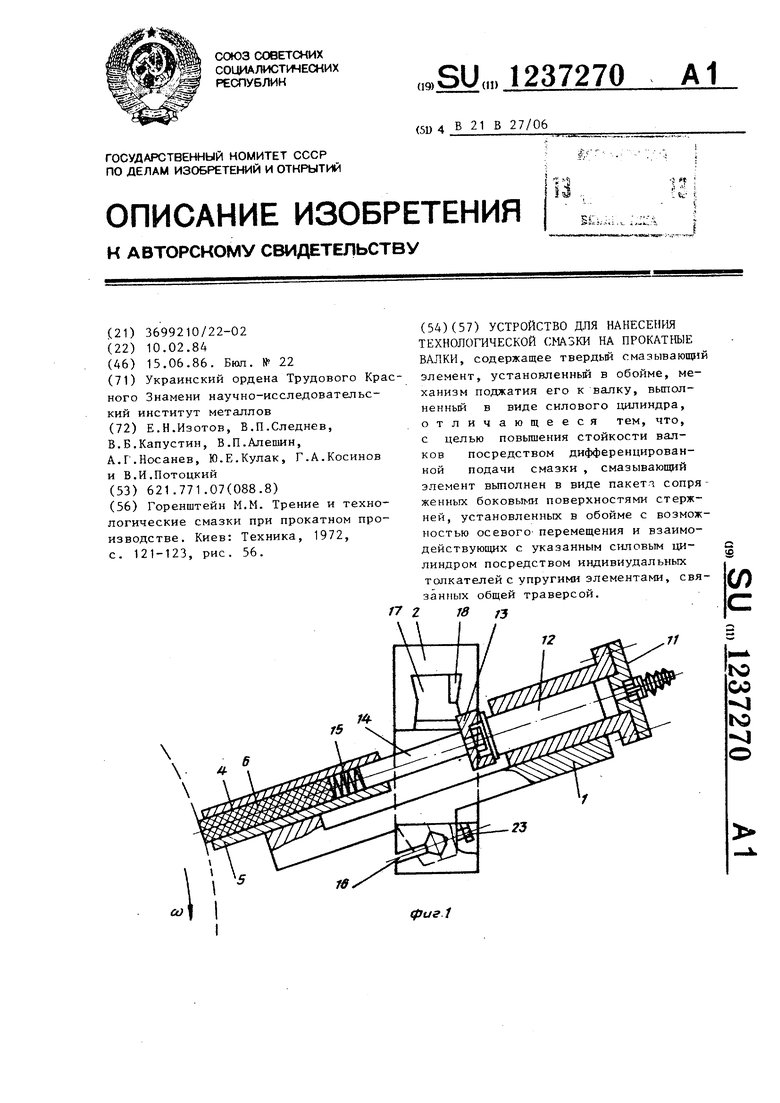
На фиг. 1 изобржено устройство, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - сечение А-Л на фиг. 2; на фиг. 4 - шарнирное соединение основания с опорой усройства; на фиг. 5 - механизм регулировки величины предварительного сжатия упругих элементов; на фиг. 6 - диаграмм износа калибра для прокатки угловой стали, расположенного на верхнем валке.да
Устройство состоит из основания соединенного шарнирно с опорой 2.На основании установлены обойма 3 и механизм поджатия.
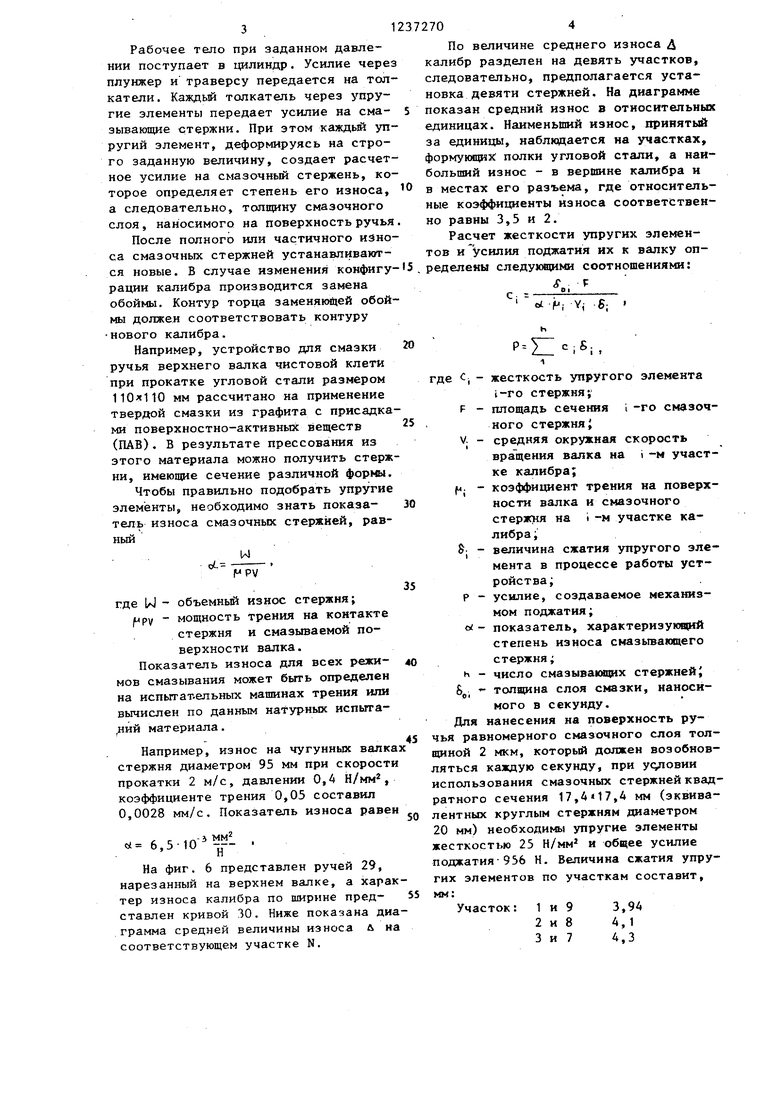
Обойма состоит из верхней 4 и нижней 5 пластин, каждая из которых имеет пазы для установки смазывающи стержней 6. Обе части обоймы соединны между собой винтами 7. С помощью прокладок 8 (посредством подбора их толп1ины) обеспечивается возможность осевого перемещения смазывающих стеней в обойме. Обойма крепится к оснванию болтами 9.
Механизм поджатия состоит из цилиндра 10, крышки 11 с отверстием д подвода рабочего тела, плунжера 12, сопряженного с траверсой 13, в которой закреплены толкатели 14, и упругих элементов 15.
Опора состоит из двух стоек, имещих пазы 16 для установки шарнирног соединения и приемы д.пя закрепления на проводковом брусе 17 посредством клина 18.
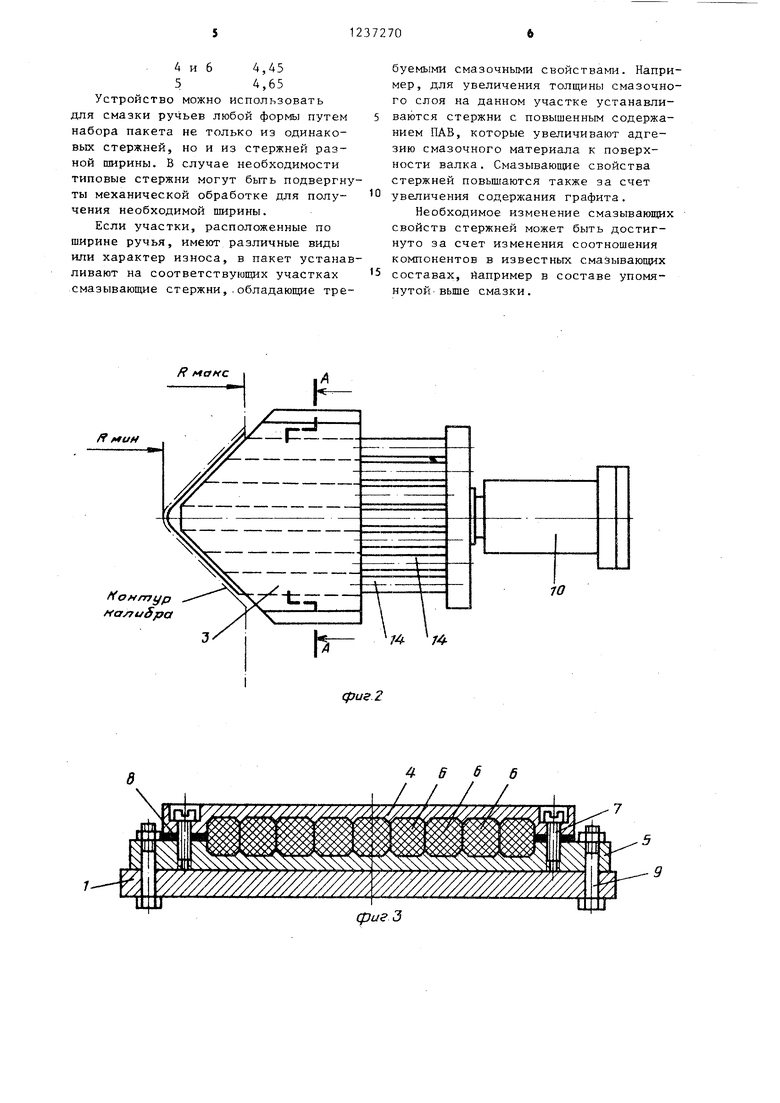
Шарнирное соединение состоит из оси 19 с продольным пазом 20. Ось закреплена в стойках опоры посредством гаек 21 и шайб 22. Основание установлено на оси с возможностью качания в вертикальной плоскости и пемещения вдоль оси, на которой оно мжет фиксироваться винтом 23.
Механи- м рег-у.пировки предварителного сжатия упруг их элементов имеет следуюп1ую конст рукилк. На нарезанну часть толкателя 14 навернута муфта 2
0
20
25
во внутреннюю полость которой вложены винт 25, ввертываемый в штырь 26, упругий элемент 15 и шайба 27. Муфта зафикисирована на толкателе с помощью стопорного винта 28. Штырь своим торцом контактирует со смазывающим стержнем 6.
Подготовка устройства к работе и его эксплуатация осуществляются следующим образом.
Предварительно на основании статистических данных или теоретических расчетов прогнозируют износ калибра. Затем, исходя из свойств смазывающего 5 вещества и характера износа калибра, устанавливают толп91ну смазочного слоя, который необходимо нанести на поверхность ручья. Чтобы нанести на валки смазочньш слой заданной толщины, необходимо произвести выбор жесткости упругих элементов механизма поджатия и установить на регуляторе расчетную величину давления рабочего тела в силовом цилиндре механизма поджатия.
Методика расчета указанных величин приведена ниже.
Дал:ее устройство устанавливают на брус клети со стороны входа металла в калибр„
Регулировку положения устройства относительно калибра производят в продольном и поперечном направлениях. Грубая установка в поперечном направлении осуществляется перемещением опоры вдоль проводкового бруса. Для точной установки устройства необходимо расстопорить винт 23, переместить устройство в нужную сторону по оси 19 и вновь застопорить винт. Для регулировки положения устройства в продольном направлении необходимо ослабить гайку 21 и переместить устройство вдоль паза 16 опоры, при этом основание с обоймой может быть одновременно повернуто вокруг оси 19 на требуемый угол.
После завершения установки устройства все смазывающие стержни должны прилегать к смазываемой поверхности, а зазор между обоймой и налком составлять 3-5 мм.
При подаче рабочего тела в силовой цилиндр все упругие элементы сжимаются на расчетную величину.
Для корректировки сжатия упругих элементов необходимо отвернутг, сто- nopHbtfi винт 28 и вращением муфты 24 установить требуемую величин 30
35
40
45
50
55
Рабочее тело при заданном давлении поступает в цилиндр. Усилие через плунжер и траверсу передается на толкатели . Каждьй толкатель через упругие элементы передает усилие на сма- зывающие стержни. При этом каждьй упругий элемент, деформируясь на строго заданную величину, создает расчетное усилие на смазочный стержень, которое определяет степень его износа, а следовательно, толщину смазочного слоя, наносимого на поверхность ручья .
После полного или частичного износа смазочных стержней устанавливаит« i
Y,- -6;
ь
P-H .Si,
ся новые. В случае изменения конфигу-15 , ределеяы cлeдyюв ими соотношениями: рации калибра производится замена f. F
обоймы. Контур торца заменякй1ей обоймы должен соответствовать контуру нового калибра.
Например, устройство для смазки 20 ручья верхнего валка чистовой клети при прокатке угловой стали размером мм рассчитано на применение твердой смазки из графита с присадками поверхностно-активных веществ 25 (ПАВ). В результате прессования из этого материала можно получить стержF V. где j - жесткость упругого элемента i-ro стержня;
площадь сечения i -го смазо ного стержня{ средняя окружная скорость вра щения валка на i -м учас ке калибра;
ни, имеющие сечение различной формы. Чтобы правильно подобрать упругие элементы, необходимо знать показатель износа смазочных стержней, равный
(upv
где 1л) - объемный износ стержня; ру - мощность трения на контакте стержня и смазываемой поверхности валка.
Показатель износа для всех режимов смазывания может быть определен на испытат.ельных машинах трения или вычислен по данным натурных испыта- ,ний материала.
Например, износ на чугунных валка стержня диаметром 95 мм при скорости прокатки 2 м/с, давлении 0,4 Н/мм, коэффициенте трения 0,05 составил 0,0028 мм/с. Показатель износа равен
6,5-10- /-
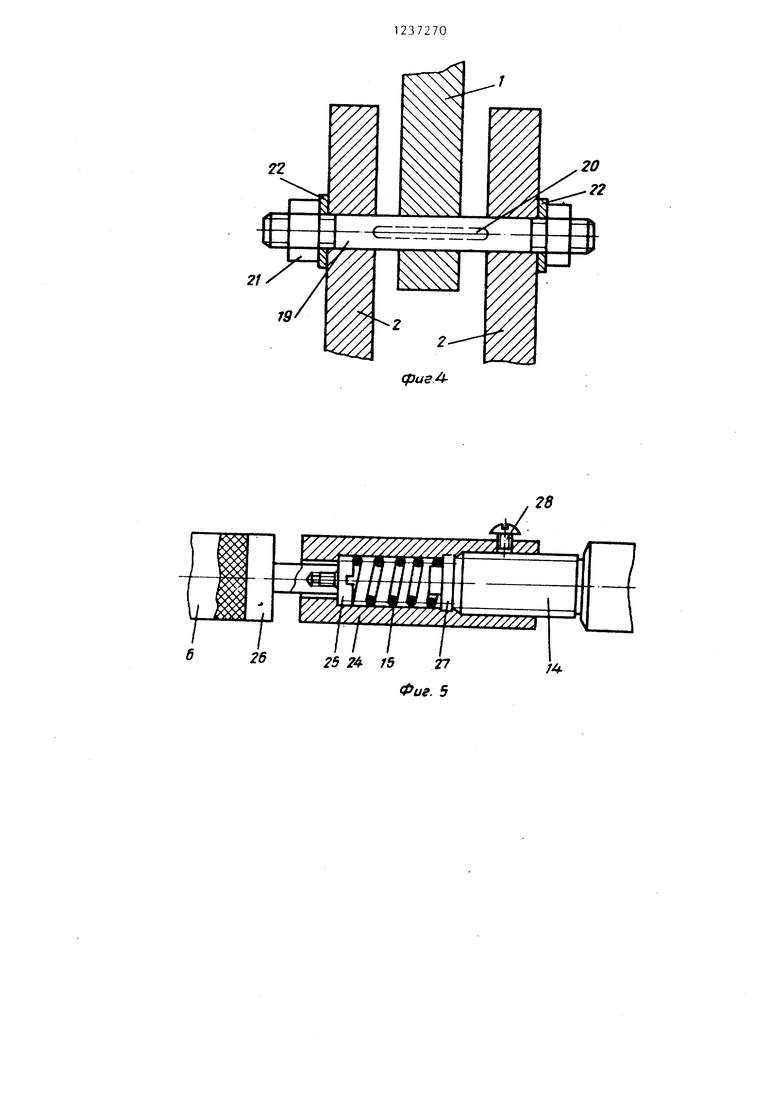
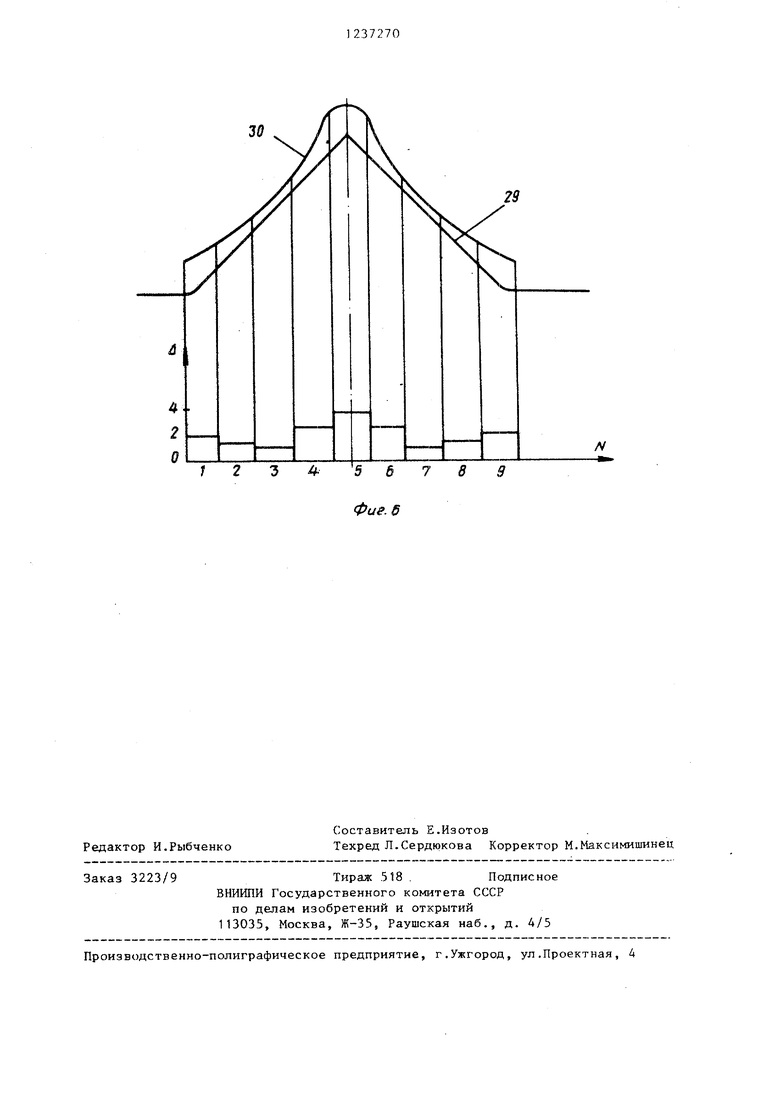
На фиг. 6 представлен ручей 29, нарезанный на верхнем валке, а характер износа калибра по ширине пред- ставлен кривой 30. Ниже показана диаграмма средней величины износа & на соответствующем участке N.
По величине среднего износа Д калибр разделен на девять участков, следовательно, предполагается установка девяти стержней. На диаграьше показан средний износ в относительных единицах. Наименьший износ, принятый за единицы, наблкздается на участках, формуншщх полки угловой стали, а наибольший износ - в вершине калибра и в местах его разъема, где относительные коэффициенты износа соответственно равны 3,5 и 2.
Расчет жесткости упругих элементов и УСИЛИЯ поджатия их к валку
Y,- -6;
ь
P-H .Si,
F V.
где j - жесткость упругого элемента i-ro стержня;
площадь сечения i -го смазочного стержня{ средняя окружная скорость вра щения валка на i -м участке калибра;
- коэффициент трения на поверхности валка и смазочного стержня на i-м участке калибра;
S| - величина сжатия упругого элемента в процессе работы устройства;
р - усилие, создаваемое механизмом поджатия;
- показатель, характеризуюв степень износа смазывающего стержня;
ь - число смазывакяцнх стержней 8,, толщина слоя смазки, наносимого в секунду.
Для нанесения на поверхность ручья равномерного смазочного слоя толщиной 2 мкм, который должен возобновляться каждую секунду, при у«;ловии использования смазочных стержней квадратного сечения 17,,4 мм (эквивалентных круглым стержням диаметром 20 мм) необходимы упругие элементы жесткостью 25 Н/мм и общее усилие поджатия-956 Н. Величина сжатия упругих элементов по участкам составит, нм:
Участок: 1 и 9 3,94
2и 8 4,1
3и 7 4,3
А и 6 А,45 5 4,65
Устройство можно использовать для смазки ручьев любой формы путем набора пакета не только из одинаковых стержней, но и из стержней разной ширины. В случае необходимости типовые стержни могут быть подвергнуты механической обработке для получения необходимой ширины.
Если участки, расположенные по ширине ручья, имеют различные виды или характер износа, в пакет устанавливают на соответствующих участках смазывающие стержни,.обладающие требуемыми смазочными свойствами. Например, для увеличения толщины смазочного слоя на данном участке устанавливаются стержни с повышенным содержанием ПАВ, которые увеличивают адгезию смазочного материала к поверхности валка. Смазывающие свойства стержней повьш1аются также за счет увеличения содержания графита.
Необходимое изменение смазывающих свойств стержней может быть достигнуто за счет изменения соотношения компонентов в известных смазывающих составах, Например в составе упомянутой- выше смазки.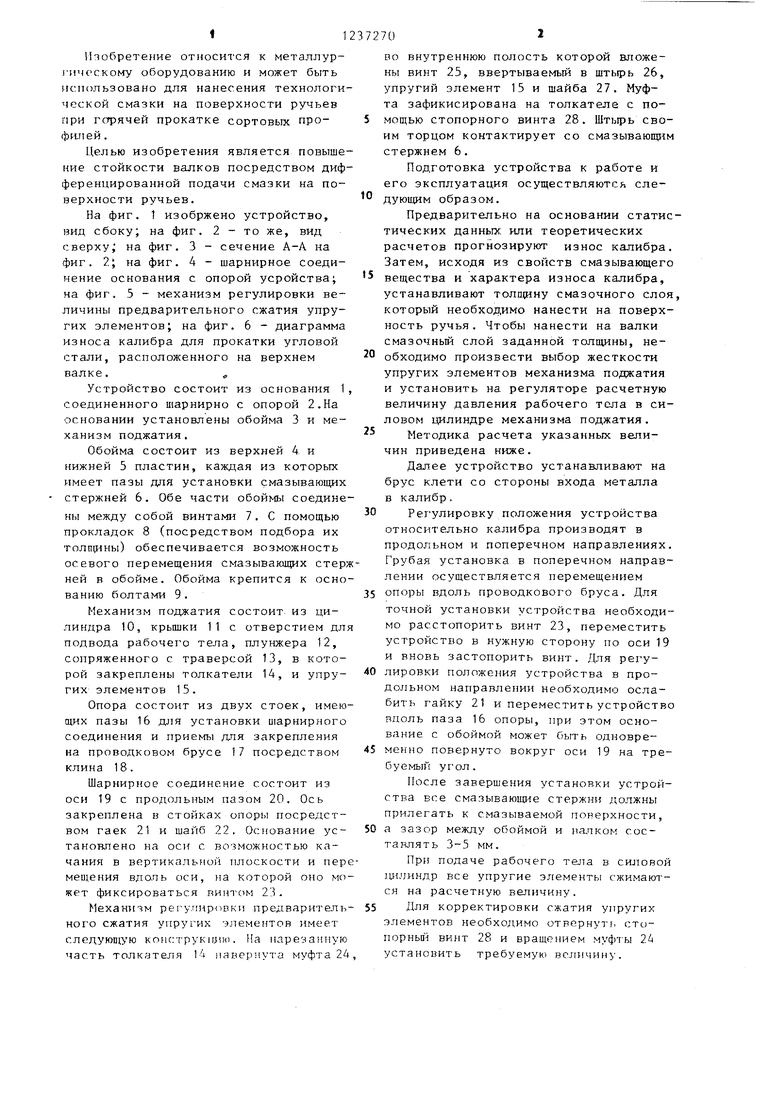
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ТВЕРДОЙ СМАЗКИ НА ПОВЕРХНОСТЬ РУЧЬЕВОГО КАЛИБРА | 1992 |
|
RU2025157C1 |
| СПОСОБ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ ПОВЕРХНОСТИ ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2183518C1 |
| Способ непрерывной прокатки и непрерывный многоклетьевой стан для его осуществления | 2015 |
|
RU2614974C1 |
| СПОСОБ ПРОКАТКИ И ПРОКАТНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2164177C2 |
| Выводная направляющая проводка | 1982 |
|
SU1045973A1 |
| Способ производства периодических профилей | 1985 |
|
SU1279724A1 |
| Узел валков прокатной клети | 1975 |
|
SU806182A1 |
| Узел валков для прокатки спаренных профильных полос | 1988 |
|
SU1533791A1 |
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253526C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ИЗДЕЛИЙ | 2009 |
|
RU2385194C1 |
R макс
f OH/rjyp
/4
фиг 2
8
4 6 6 6
/ / / /
фиг 3
22
z
фиеА
28
V//A
//////7//1
26
25 2 15Tf
Фиг. 5
/4t
29
Г 2 3 4 55789
Редактор И.Рыбченко
Составитель Е.Изотов
Техред Л.Сердюкова Корректор М.Максимишинец
Заказ 3223/9
Тираж 518 . Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-33, Раушсхая наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Фиё.6
| Горенштейн М.М | |||
| Трение и технологические смазки при прокатном производстве | |||
| Киев: Техника, 1972, с | |||
| Ребристый каток | 1922 |
|
SU121A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
