Изобретение относится к прокатному производству, а точнее к устройствам, предназначенным для транспортирования и охлаждения горячего проката, у может быть использовано в технологических потоках станов горячей прокатки.
Целью изобретения является повышение эффективности использования охлаждающей жидкости.
Выполнение конструкции устройства обеспечивающей точное ориентирование потоков охладителя на перемещающийся по стеллажу прокат позволяет уменьшить площадь, повысить пропускную способность, улучшить механические . свойства и прямолинейность проката при снижении расхода охладителя.
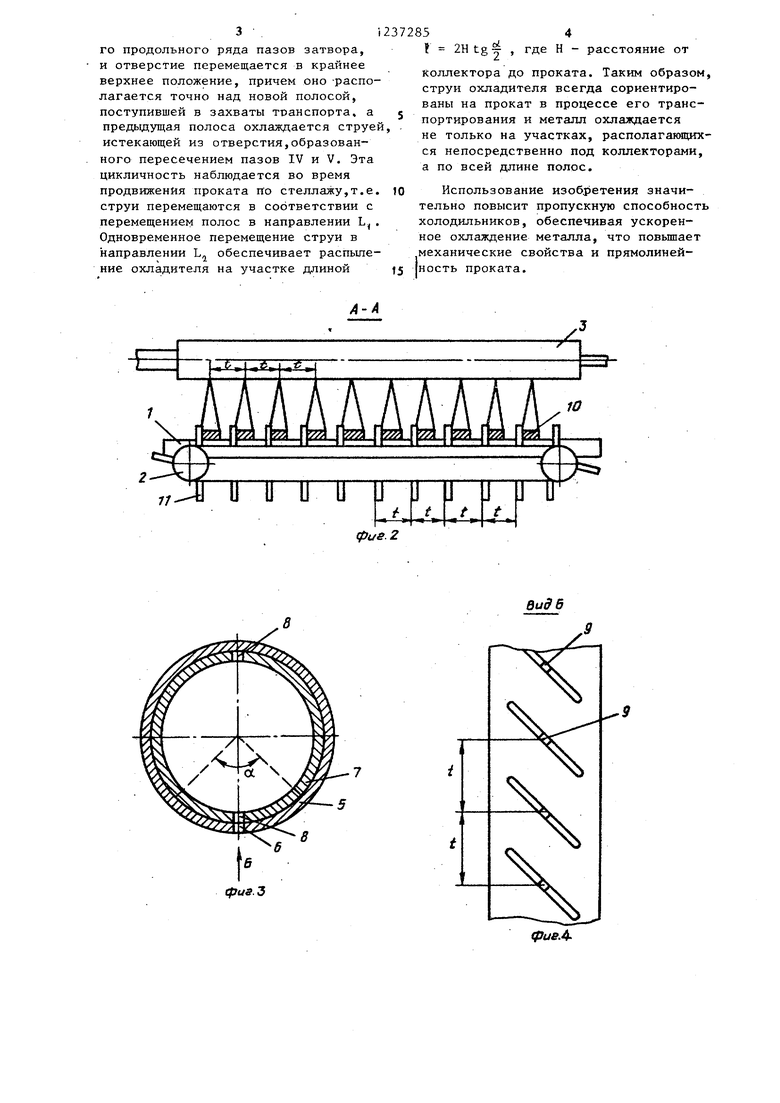
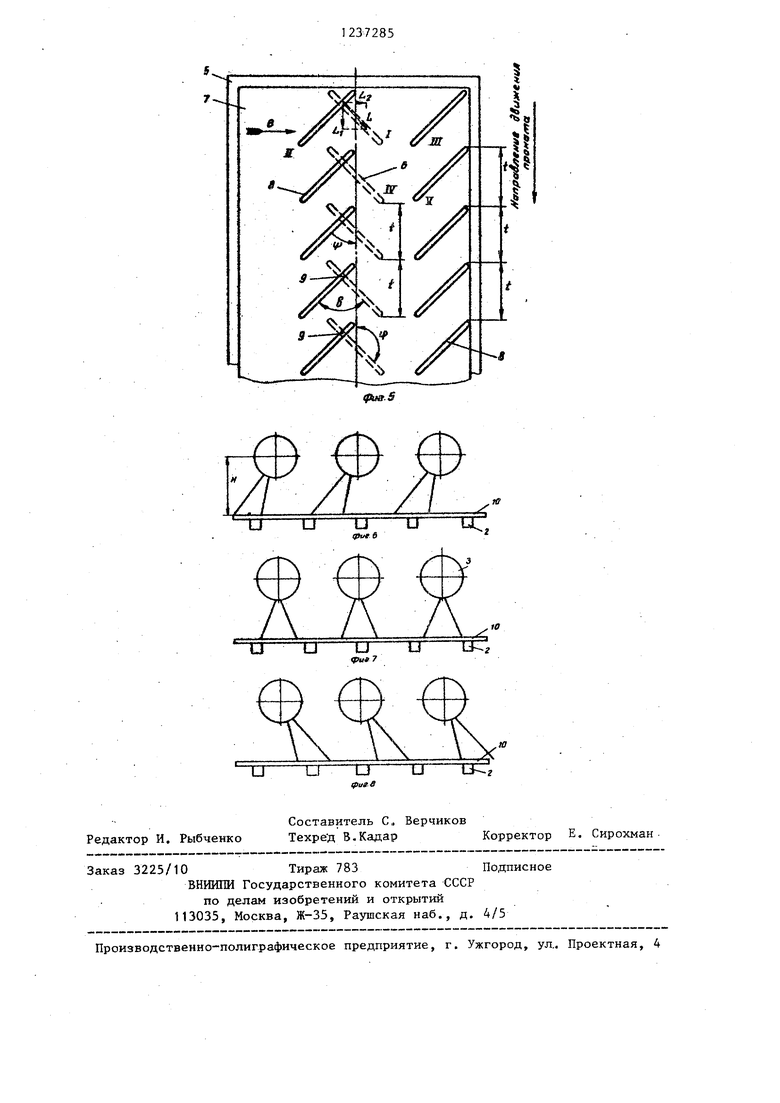
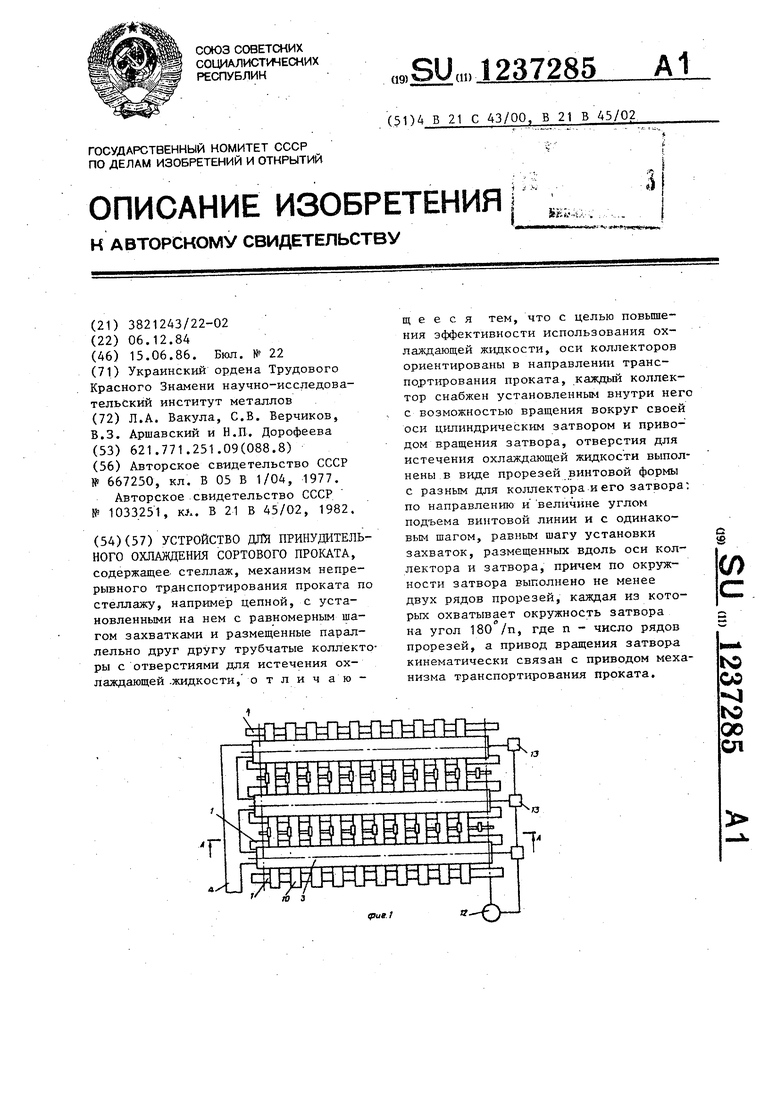
На фиг. 1 изображено устройство для принудительного охлаждения сортового проката, в плане; на фиг.2 - разрез А-А на фиг, 1; на фиг. 3 - коллектор устройства для ускоренного охлаждения, поперечный разрез; на фиг, 4 - вид Б на фиг. 3; на фиг. 5 - развертка корпуса и затвора коллектора, вид со стороны затвора; на фиг. 6 - расположение факелов охладителя по длине проката, в начальный момент; на фиг, 7 - то же, в промежуточный момент; на фиг, 8 - то же, в конечный момент.
Устройство для принудительного охлаждения сортового проката состоит из стеллажа 1, собственно устройства для ускоренного охлаждения и механизма 2 непрерывного транспортирования. Устройство для ускоренного охлаждения проката расположено сверху над .стеллажем и состоит из трубчатых коллекторов: 3 и системы 4 для подвода охладителя. Коллекторы выполнены в виде корпуса 5 с продольным рядом щелевиднмх отверстий 6 и вращающегося внутри него цилиндрического затвора 7 со сквозными пазами 8, Отверстия 6 и пазы 8 выполнены по винтовым линиям с углами подъема Ы и Y соответственно, причем угол охвата ими образующих корпуса «
180°
, где п - количество рядов пазов затвора. Количество рядов определяется из технологических параметров и должно быть не менее двух. Пересечение пазов и щелей под углом S образует отверстия 9 для вьпсода охладителя, расположенные непосредственн
над прокатом 10 с шагом, равным шагу укладки полос в захватах 11 механизма транспортирования. Привод 12 механизма транспортирования через редукторы
13 кинематически связан с затворами коллекторов.
Устройство работает следующим образом.
Горячий прокат с линии стана поступает на приемное устройство и затем поштучно подается на стеллаж, захватывается механизмом транспортирования, перемещается вдоль технологической оси, охлаждаясь до требуемой
5 температуры, и выдается на отводящий рольганг, Охлаждение проката осуществляется принудительной подачей охладителя в виде струйных потоков,Жидкость из системы для подвода охладителя
0 поступает внутрь коллекторов устройства для ускоренного охлаждения и, проходя через отверстия 9, формируется в струи, -истекающие на полосы проката. При этом в любой момент време5 ни каждое из отверстий находится непосредственно над полосой проката и в процессе ее трансптирования син- хронно перемещает ся, сопровождая прокат и орошая его по всей длине,
Q Такое перемещение обеспечивается поворотом затвора 7 относительно корпуса 5, При этом изменяется взаимное расположение пазов 6 и 8 и, как следствие, изменяется положение отверстия 9,Например,при вращении затвора в указанном стрелкой В направлении отверстие для выхода охладителя,образованное пазом 1 в корпусе и пазом 11 в затворе, перемещается в направлении L. Поскольку вектор L расположен под углом к оси коллектора, сложное движение отверстия можно рассматривать как сумму перемещений в направлении оси L, и по дуге цилиндра L,, Соотношение величин L, и L определяе тся углом ч , а скорости перемещения в этих направлениях - углом S между пазами корпуса и затвора и угловой скоростью вращения затвора.
Скорость перемещения в направлении L должна быть равной скорости перемещения полос прокати, по стеллажу, что обеспечивается синхронизацией работы затвора и механизма непрерыв ного транспортирования. После того как отверстие пройдет крайнее нижнее по схеме положение, в пересечение с пазом I вступает паз III из второ0
0
го продольного ряда пазов затвора, и отверстие перемещается в крайнее
лагается точно над новой полосой, поступившей в захваты транспорта, а предыдущая полоса охлаждается струей истекающей из отверстия,образованного пересечением пазов IV и V. Эта цикличность наблюдается во время продвижения проката по стеллажу,т.е. струи перемещаются в соответствии с перемещением полос в направлении L. Одновременное перемещение струи в направлении L. обеспечивает распыление охладителя на участке длиной
37285
5 , - Ю t5
2Н tg у , где Н - расстояние от
коллектора до проката. Таким образом, струи охладителя всегда сориентированы на прокат в процессе его транспортирования и металл охлаждается не только на участках, располагающихся непосредственно под коллекторами, а по всей длине полос.
Использование изобретения значительно повысит пропускную способность холодильников, обеспечивая ускоренное охлаждение металла, что повышает механические свойства и прямолинейность проката.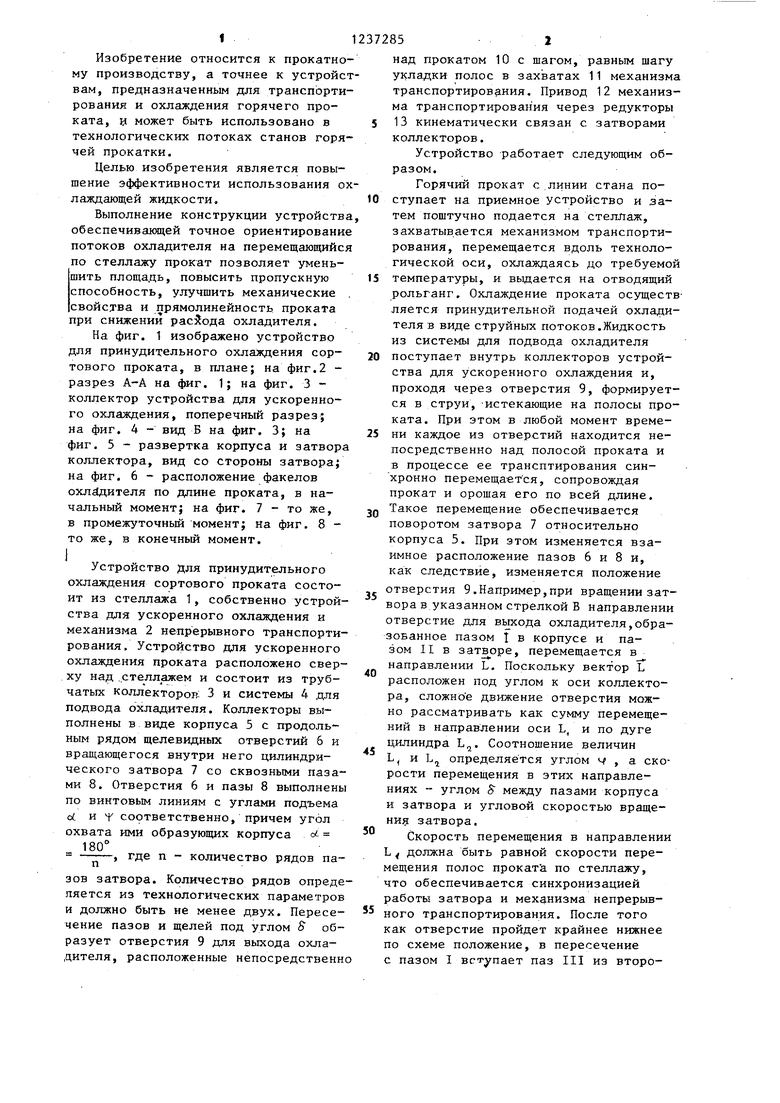
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для смотки сортового профиля | 1983 |
|
SU1144741A1 |
| Коллектор для охлаждения полос | 1984 |
|
SU1146114A1 |
| Устройство для регулируемого охлаждения проката | 2022 |
|
RU2783436C1 |
| Устройство для охлаждения проката | 1980 |
|
SU990833A1 |
| Устройство для газожидкостной обработки металла | 1986 |
|
SU1369845A1 |
| Устройство для охлаждения листового проката на рольганге | 1986 |
|
SU1411069A1 |
| Устройство для охлаждения движущегося проката | 1980 |
|
SU889173A1 |
| Способ охлаждения прокатных валков | 1981 |
|
SU980884A1 |
| Устройство для охлаждения сортового проката | 1987 |
|
SU1811929A1 |
| Устройство для охлаждения движущегося проката | 1980 |
|
SU884780A1 |
{fJuS.Z
fi Р и 11
ГлГ.Г. .Г
(рие.4LJUUU
ytt/f в
.
. 0
UU
TT
jr ur
If at в
Редактор И. Рыбченко
Составитель С„ Верчиков
Техре д В.Кадар Корректор Е. Сирохман
Заказ 3225/10Тиргш 783Подписное
ВНИИ1Ш Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул.. Проектная, 4
U
| Распылитель | 1977 |
|
SU667250A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство для охлаждения проката цилиндрической формы | 1982 |
|
SU1033251A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
