Изобретение относится к прокатному производству и может быть использовано для управления электроприводом летучих ножниц непрерывного прокат- ного стана, разрезающих движущийся прокат на куски заданной длины.
Целью изобретения является снижение тепловых потерь в якорной цепи двигателя.
Согласно предлагаемому способу величину ускорения ножей выбирают в зависимости от длины отрезаемого проката и его скорости в сэответствии с выражением
6ULV2
L
(L,- 2 ), (1)
при этом величину перепада скорости определяют из условия
iV - p.j V,dt.(L,,dt),(2)
где L,Lj-Lj. - величина перемещения
проката, соответствующая части времени t, цикла порезки, в течение которого ножницы движутся с пониженной скоростью, отрабатывая заданное рассогласование длины uL; L- - путь, проходимый ножаС
ми ножниц на синхронной с прокатом скорое- ти;
V - скорость проката. При постоянной скорости подачи проката выражения (1) и (2) принимают соответственно вид
t; (3)
п п
М t Д t. (м
Р -П
При этом энергия потерь определится следующим образом:
tn
Э
ПАО I 1
п
ЛАр
.,.,,. 5«Ь . u dt .
.1 L U л
,.,.2|,„. .-1.1-1,
19
- 12Я -,(5)
где q коэффициент пропорциональности, отражающий электродинамические характеристики привода (момент инерции, сопротивление якорной цепи и др.). Тепловые потери энергии в электроприводе по известному способу при одинаковых параметрах порезки (т.е. величинах &L и V) на 12,5% больше, чем по предлагаемому.
Покажем, что при произвольном законе изменения скорости подачи полосы предлагаемый способ обеспечивает гарантированную порезку заданной мерной длины проката. Для этого вычислим тормозной путь, проходимый ножницами, путем интегрирования вьфаже0
ния tn
(2)
для
tn
приращения
t
скорости:
dt
).а,°t-I °
- Jv.dt) dt. оJ
(6)
Введение в переменной
и
выражение (6) новой (7)
и ее дифференциала
30
dU
V,dt
(8)
дает:
tr
juV.dt - (L,-U)dU
(9)
Обратная подстановка в выражение (9) выражений (7) и (8) с учетом соотношения
ti.
h
dt
(10)
45
дает tn
- ,-(L,-2 - AL, (11)
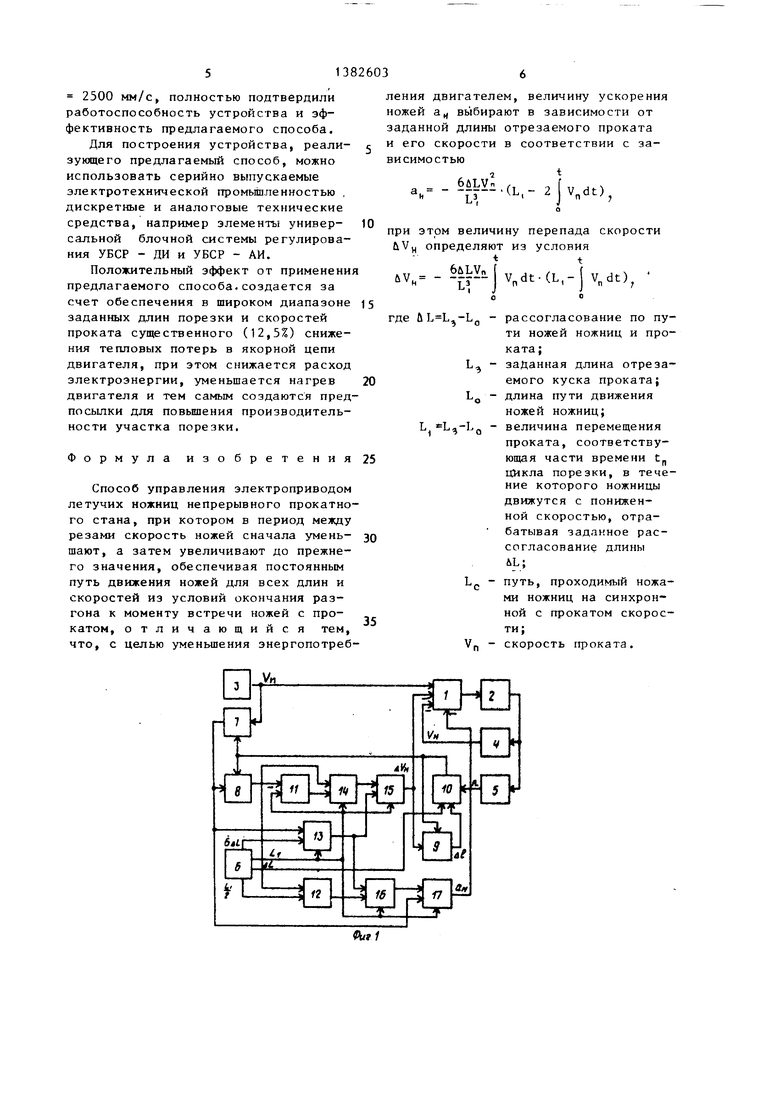
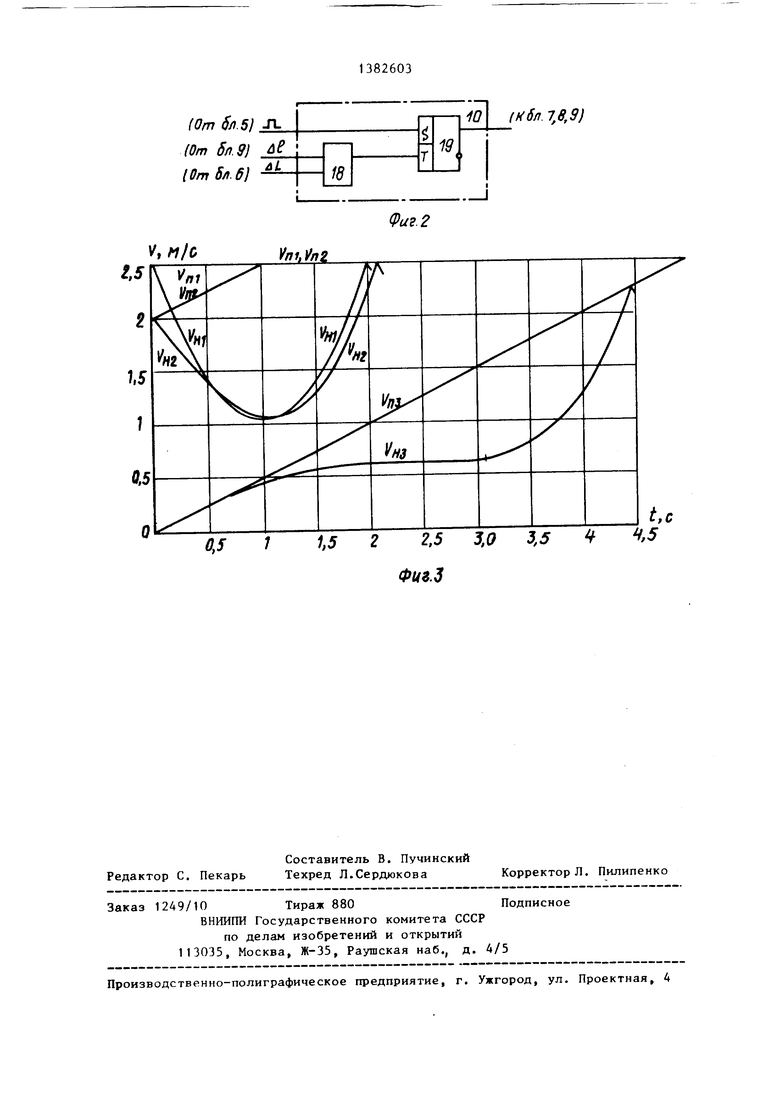
На фиг. 1 представлено устройство для реализации предлагаемого способа; на фиг. 2 - блок коммутации; на фиг. 3 - тахограммы работы летучих ножниц, полученные в результате цифрового моделирования.
Устройство содержит систему 1 автоматического регулирования скорости электродвигателя 2 летучих ножниц,, датчики 3 и А соответственно скорости проката и ножниц, датчик 5 поло
жения ножен ножниц (датчик реза), за датчик 6 отрезаемой длины проката, ключ 7, интеграторы 8 и 9, блок 10 коммутации, сумматоры 11 и 12, мно- жительно-делительные блоки (МДБ) 13-17, Компаратор 18 и триггер 19 входят в состав блока 10.
Устройство работает следующим образом.
Датчик 3 скорости полосы и датчик 4 скорости ножниц формируют для системы 1 автоматического регулирования скорости основные сигналы задания VP и обратной связи V по скорости, а остальная часть схемы предназначен для выработки в цикле порезки дополнительных сигналов, формирующих оптимальную в смысле энергетических потерь параболическую тахограмму - сигнала лУц задания приращения скорости ножниц и сигнала а задания ускорения, подаваемого на вход регулятора тока системы 1 для компенсации динамической ошибки регулирования скорости в системе 1,
Рассмотрим работу устройства в- цикле порезки. В исходном состоянии, соответствующем моменту, непосредственно предшествующему очередному резу, сигналы заданий ускорений привода а с выхода МДБ 17 и задания приращения скорости с выхода МДБ 15 равны нулю. Привод ножниц движется на синхронной с прокатом скорости благодаря работе системы 1 автоматического регулирования скорости ножниц,
В момент реза датчиком 5 положения
ножей формируется импульсный сигнал,
устанавливающий в единичное состояние триггер 19 блока 10 коммутации, и по сигналу с выхода блока 10 коммутации открывается ключ 7 и деблокируются ранее заблокированные интеграторы 8 и 9, При этом с помощью интегратора 8, сумматоров 11 и 12 и МДБ 13-17 начинают формироваться сигналы задания приращения скорости ножниц ЛУц (на выходе МДБ 15) и задания ускоре
ния привода а (на выходе МДБ 17) в соответствии с выражениями (2) и (1). На выходах интегратора 8, сумматоров 11 и 12 и МДБ 13, 14 и 16 при этом формируются следующие промежуточные сигналы:t
С lV„dt;
± т - г
t f
L,-I V,dt; о
(12) (13)
10
В выражении (14) коэффициент 2 учитывает заложенный в сумматоре 12 коэффициент пропорциональности.
Контроль отработки приводом ножниц заданного тормозного пути осуществляется интегратором 9, выходной сигнал которого фиксирует текущий тормозной
путь ножниц: t
Л1 I .
(18)
При достижении величиной &1 значения, равного дЬ, срабатывает компаратор 18 блока 10 коммутации и устанавливает триггер 19 в нулевое состояние, закрывая тем самым ключ 7, а также обнуляя и блокируя интеграторы 8 и 9, На этом цикл формирования оптимальной параболической тахограм- мы завершается. Следующий цикл начнется после прихода очередного импульсного сигнала от датчика 5 положения ножей.
Как следует из выражения (11), предлагаемый способ при произвольном законе изменения скорости проката обеспечивает гарантированную порезку куска проката заданной мерной длины. Помимо аналитического доказательства этого факта проведен анализ работы устройства, реализующего предлагаемый способ, при помощи методов цифрового математического моделирования на ЭВМ,
На фиг. 3 представлены полученные в результате цифрового моделирования три варианта тахограмм летучих ножниц: Vj, - при постоянной скорости подачи полосы (Vp,); V, - при движении полосы в цикле порезки с переменным ускорением, сначала равноускоренно, а затем с установившейся скоростью проката (Vpj ); V, - при линейном законе изменения скорости подачи проката (Уп),
Результаты цифрового моделирования, проведенного при условиях L) 5000 мм, LO 3079 мм и п.
2500 мм/с, полностью подтвердили работоспособность устройства и эффективность предлагаемого способа.
Для построения устройства, реали- зующего предлагаемый способ, можно использовать серийно выпускаемые электротехнической промышленностью , дискретные и аналоговые технические средства, например элементы универ- сальной блочной системы регулирования УБСР - ДИ и УБСР - АИ.
Положительный эффект от применени предлагаемого способа.создается за счет обеспечения в широком диапазоне заданных длин порезки и скоростей проката существенного (12,5%) снижения тепловых потерь в якорной цепи двигателя, при этом снижается расход электроэнергии, уменьшается нагрев двигателя и тем самым создаются предпосылки для повышения производительности участка порезки.
Формула изобретения
Способ управления электроприводом летучих ножниц непрерывного прокатного стана, при котором в период между резами скорость ножей сначала умень- шают, а затем увеличивают до прежнего значения, обеспечивая постоянным путь движения ножей для всех длин и скоростей из условий окончания разгона к моменту встречи ножей с про- катом, отличающийся тем, что, с целью уменьшения энергопотребления двигателем, величину ускорени ножей а выбирают в зависимости от заданной длины отрезаемого проката и его скорости в соответствии с зависимостью
1 t
бйЬуг
м
(L
. - 2 j V,
dt)
при этом величину перепада скорости bV( определяют из условия
,dt.(L,-jV,dt),
де - рассогласование по пути ножей ножниц и проката;
L, - заданная длина отрезаемого куска проката;
LQ - длина пути движения
ножей ножниц;
L ,J-LQ - величина перемещения проката, соответствующая части времени t цикла порезки, в течение которого ножницы движутся с пониженной скоростью, отрабатывая заданное рассогласование длины ЛЬ;
LJ, - путь, проходимый ножами ножниц на синхронной с прокатом скорости;
Vf, - скорость 1фоката.
Фи2.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления электроприводом летучих ножниц | 1986 |
|
SU1433657A1 |
| Устройство управления электроприводом летучих ножниц | 1990 |
|
SU1750868A1 |
| Способ управления электроприводом летучих ножниц | 1984 |
|
SU1228979A1 |
| Устройство для управления летучими ножницами | 1984 |
|
SU1212716A1 |
| Устройство управления летучими ножницами | 1986 |
|
SU1470473A1 |
| Устройство управления летучими ножницами | 1985 |
|
SU1304994A1 |
| Система управления приводом летучих ножниц | 1984 |
|
SU1260121A1 |
| Система управления приводом летучих ножниц | 1987 |
|
SU1523269A1 |
| Устройство управления летучими ножницами с механизмом выравнивания скоростей | 1990 |
|
SU1712079A2 |
| Устройство для управления летучими ножницами с механизмом выравнивая скоростей | 1990 |
|
SU1712077A1 |
Изобретение относится к прокатному производству и может быть использовано для управления электроприводом летучих ножниц непрерывного прокатного стана, разрезающих движущийся прокат на куски заданной длины. Цель изобретения - снижение тепловых потерь в якорной цепи двигателя. Для достижения цели осуществляют резку проката на ходу на заданные мерные длины путем изменения скорости в промежутках между отдельными резами по параболической тахограмме с синхронизацией к моменту реза скоростей ножей ножниц и проката. При постоянной скорости подачи проката обеспечивается абсолютный минимум тепловых потерь в якорной цепи электропривода за счет выбора оптимальных величин ускорения и приращения скорости ножниц в зависимости от заданной длины резки и скорости проката. При любом произвольном законе изменения скорости подачи проката обеспечивается гарантированная резка кусков проката заданной мерной длины. 3 ил. (Л
V, ЛУ/С
Vni.VnZ
| Способ управления электроприводом летучих ножниц | 1984 |
|
SU1228979A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ управления электроприводом летучих ножниц | 1974 |
|
SU1022782A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
