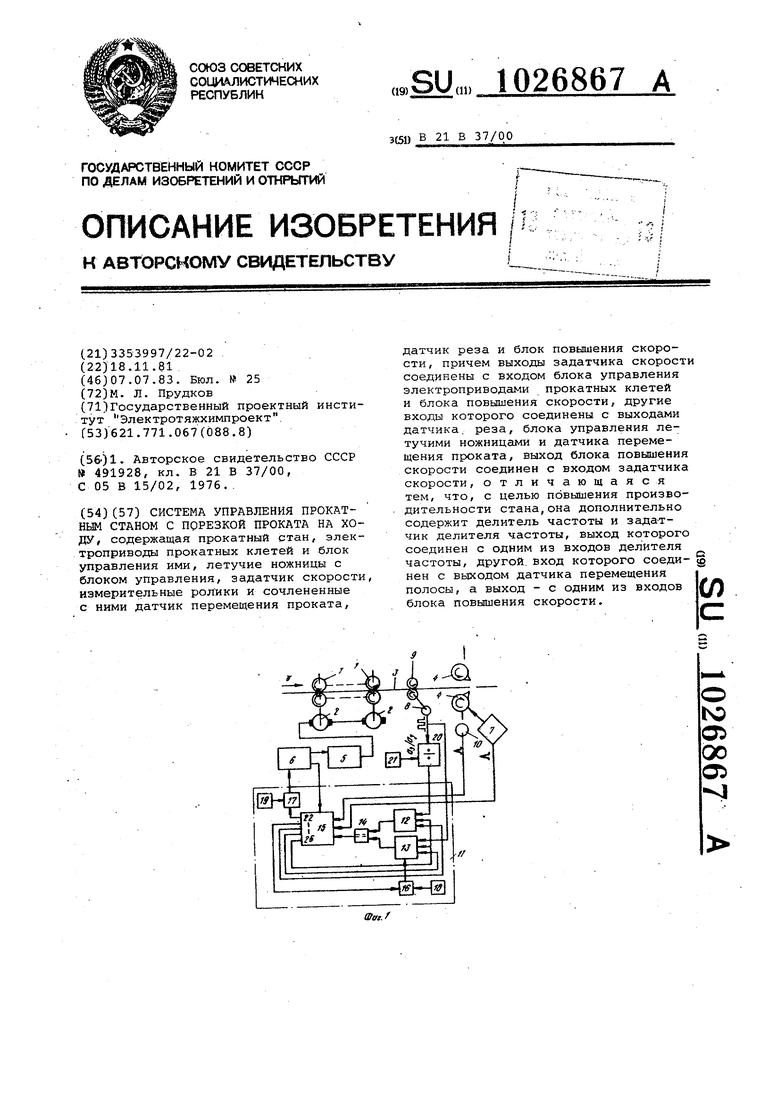
Изобретение относится к автоматиза ции прокатного производства и может бцть использовано для управления автоматизированными многодвигательны ми, электроприводами прокатных станов Наиболее близкой к изобретению по технической сущности и достигаемому результату является система управления станом с порезкой проката на ходу, содержащая прокатный стан, электроприводы прокатных клетей, прокат, летучие ножницы, блок управления электроприводами прокатных , задатчик скорости, блок упра ле}ния летучими ножницами, датчик пер мегцения проката, измерительные ролики;, датчик реза, блок повышения скорости , причем выходы задатчика скороСти соединены с входом блока управ электроприводами прокатных кле тей и блока повышения скорости, другие входы которого соединены с выходами датчика реза, блока управлени)5, лэтучими ножницами и датчика перемещения Проката, выход блока повышерия скорости соединен с входом задатчика скорости 1 , Однако известная система не по зврляет использовать возможность раб ты; на повышенных скоростях стана в интервале между резами и использовать возможности повышения произво;йительности стана за счет превьлаающИй темп ускорения темпа замедления Целью изобретения является повышейие производительности стана. Поставленная цель достигается тем что система управления станом с порезкой проката на ходу, содержащая прокатный стан, электроприводы прокатных клетей и блок управления ими, летучие ножницы с блоком управления, задатчик .скорости, измерительные ролики и .сочлененные с ними датчик перемещения проката, датчик реза и блок повышения скорости, причем выхо ды задатчика скорости соединены с входом блока управления электроприводами прокатных клетей и блока повышения скорости, другие входы которого соединены с выходами датчика реза,блока управления летучими ножницами и датчика перемещения проката,вы ход блока повышения скорости соедине с входом задатчика скорости, дополне на делителем частоты и задатчиком де лителя частоты, выход которого соединен с входом делителя частоты, другой вход которого соединен с выходом дат чика перемещения полосы, а выход - с одним из входов блока повышения скорости . На фиг. 1 приведена блок-схема лредложенной системы управления станом с порезкой проката на ходу; на fiif. 2 - временные диаграммы скорости стана и управляющих сигналов. Система управления фиг. 1) содержит прокатный стан 1, электроприводы 2 прокатных клетей, прокат 3, летучие ножницы 4, блок 5 управления электроприводами прокатных клетей, задатчик 6 скорости, блок 7 управления летучими ножницами, датчик 8 перемещения проката, измерительные ролики 9, датчик 10 реза, блок 11 повышения скорости, содержащий счетчики 12 и 13, элемент 14 сравнения, узел 15 : управления, ключи 16 и 17, задатчики 18 длины и 19 приращения скорости. Система содержит также делитель 20 частоты и задатчик 21 делителя, причем входы узла 15 управления соединены с выходами датчика 10 реза блока 7 управления летучими ножницами 4, элемента 14 сравнения и задатчика 6 скорости, вЪаход 22 узла 15 управления соединен с управляющим входом ключа 17, выход которого соединен с входом задатчика 6 скорости, другой вход ключа 17 соединен с выходом задатчика 19 приращения скорости, выход 23 узла 15 управления соединен с управляющим входом ключа 16, выход которого соединен.с входом счетчика 13, другой вход ключа 16 соеди- . нен с выходом 18 задатчика длины, выход 14 узла 15 управления соединен с входом Запрет счетчика 12, другой вход которого соединен с выходом делителя 20 частоты, выход 25 узла 15 управления соединен с входом Запрет счетчика 13, другой вход которого соединен с выходом датчика 8 перемещения .проката, шины гашения счетчиков 12и 13 соединены с выходом 26 узла 15 управления, выходы счетчиков 12 и 13 соединены с входами элемента 14 сравнения, выход задатчика 6 скорости соединен с входом блока 5 управления, входы делителя 20 частоты соединены с выходами задатчика 21 делителя и датчика 8 перемещения полосы. Система работает следующим образом. В момент времени О (.фиг. 2) в узел 15 управления из блока 7 управления етучими ножницами подается игнал приближения ножей 4 к прокату 3, что вызывает появление сигнала на выходе 23 узла 15 управления и на управляюем входе ключа 16 и ввод в счетчик 13величины мерной длины.проката 3 от задатчика 18 длины, исчезновение сиг-нала запрета на выходе 25 узла 15 управления и на входе счетчика 13 и . поступление на счетный вход счетчика 13 от датчика В перемещения проката импульсов, вычитаемых из содержимого счетчика 13. В момент времени d 1ФИГ. 2), т.е. когда происходит поез очередной мерной длины, от датика 10 реза на вход узла 15 управлеия подается сигнал, в результате чего на его выходе 22 появляется сигнал управ-ления ключом 17 и начинает ся разгон стана 1 до скорости Da определяемой задатчиком 19 приращения скорости, исчезает сигнал запре та на выходе 24 узла 15 управления и счетчик 12 начинает счет импульсов от датчика 8 перемещения проката, частоты которых в делителе 20 ча тоты делятся на величину а , задаваемую задатчиком 21(o,.,av, - вели чины соответственно замедления и ус корения стана . По окончании разгона стана 1 до повышенной скорости в момент времени на выходе задатчика 6 скорости, связанном с входом узла 15 управления, исчезает сигнал, который существует в период разгона. При этом на выходе 24 узла 15 управления появляется сигнал запрета и счетчик 12 прекращает счет -импульсов от дат.чика 8 перемещения проката 3. За время (f- разгона стана 1 в счетчик 12 записывается число Вз, , равное отрезку пути, на который перемещается прокат 3 в последующем промежутке времени г.-а замедления стана 1. Это достигается за счеттого, что счетчик 12 записывает отрезсж пути проката 3 при разгонестана 15 уменьшенный ва /Оураз, соответствующий отрезку пути 5э, проката 3 при замедлении стана, поскольку отрезки Si, и i;, связаны соотношением ,a,,/aз В момент времени г , когда числа, записанные в счетчике 12 и списанные в счетчике 13, становятся равными, элементом 14 сравнения подается сигнал на вход узла 15 управления. По этому сигналу на выходе 22 узла 15 управления снимается сигнал включения ключа 17, задатчик 19 приращения скорости отключается от задатчика 6 скорости и стан 1 начинает замедляться до прежней скорости с темпом за- медления а, на выходе 26 узла 15 управления появляется импульс гашения счетчиков 12 и 13. После этого цикл повторяется. Таким образом, за счет дополнения системы делителем частоил и задатчиком делителя.частоты, Зсмедление стана с повышенной скорости заканчивается непосредственно перед входом .ножей в разрезаемый прокат, т.е. максимально используется работа на повышенной скорости и тем самым повышается производительность стана. При годовой производительности стана 200 тыс. т проката в год увеличение производства проката при использовании предлагаемой системы по сравнению с известной составляет около 17 тыс. т в год.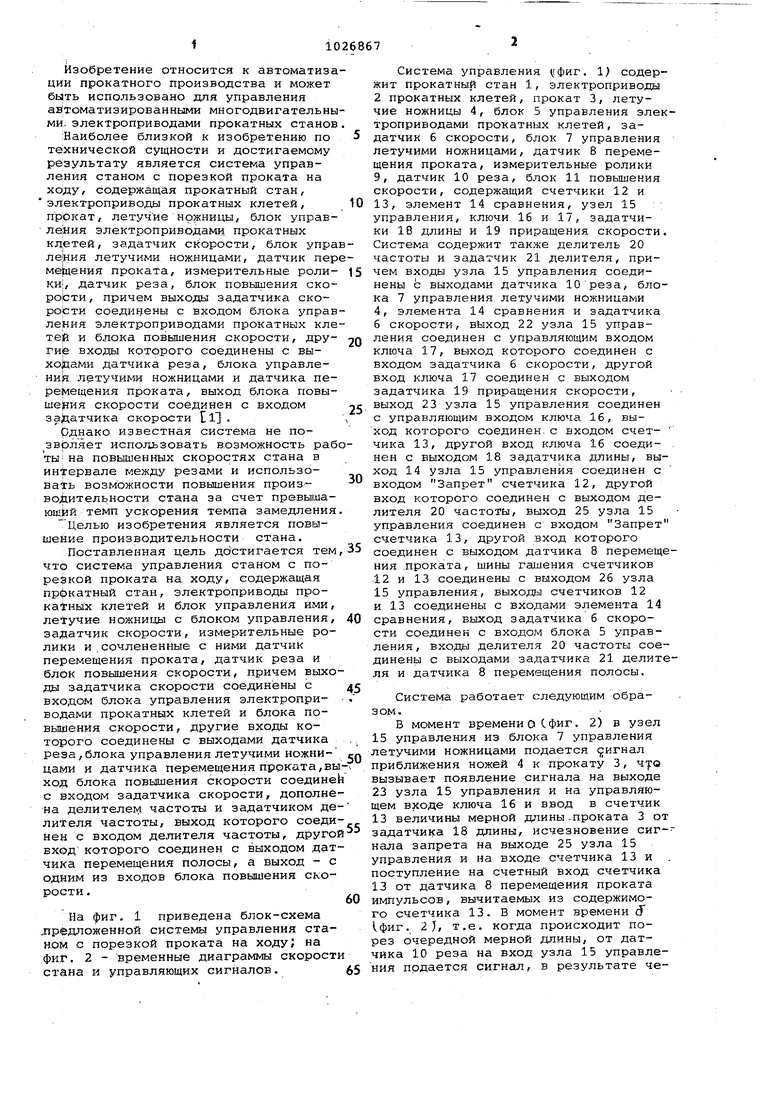
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство согласования скоростей проката и вращения барабана летучих ножниц | 1979 |
|
SU872066A1 |
| Система управления приводом многоклетьевого профилегибочного стана с порезкой проката на ходу приводными летучими ножницами | 1982 |
|
SU1049200A1 |
| Устройство к стану для мерной резки проката | 1981 |
|
SU1152728A1 |
| Устройство управления летучими ножницами | 1983 |
|
SU1159733A1 |
| Система управления раскроем раската на летучих ножницах | 1986 |
|
SU1391813A1 |
| Система управления приводом многоклетьевого профилегибочного стана с порезкой проката на ходу приводными летучими ножницами | 1984 |
|
SU1220890A2 |
| Система управления приводом летучих ножниц | 1987 |
|
SU1523269A1 |
| Система управления приводом летучих ножниц | 1984 |
|
SU1260121A1 |
| Устройство управления летучими ножницами | 1984 |
|
SU1299717A1 |
| Устройство для управления летучими ножницами сортопрокатных и трубных станов | 1974 |
|
SU546439A1 |
СИСТЕМА УПРАВЛЕНИЯ ПРОКАТНЫМ СТАНОМ С ПОРЕЗКОЙ ПРОКАТА НА ХОДУ, содержащая прокатный стан, электроприводы прокатных клетей и блок управления ими, летучие ножницы с блоком управления, эадатчик скорости, измерительные ролики и сочлененные с ними датчик перемещения проката. датчик реза и блок повышения скорости , причем выходы задатчика скорости соединены с входом блока управления электроприводами прокатных клетей и блока повышения скорости, другие входы которого соединены с выходами датчика, реза, блока управления летучими ножницами и датчика перемещения проката, выход блока повышения скорости соединен с входом задатчика скорости, отличающаяся тем, что, с целью повышения производительности стана,она дополнительно содержит делитель частоты и задатчик делителя частоты, выход которого соединен с одним из входов делителя частоты, другой, вход которого соеди- § нен с выходом датчика перемещения (Л полосы, а выход - с одним из входов блока повышения скорости. ts:) о оо о: