«
Изобретение относится к сварке, Е; частности к подкладкам для формирования обратной стороны шва при односторонней сварке плавлением криволинейных замкнутьгк поверхностей типа труб, преимущественно в длинноменых трубопроводах,
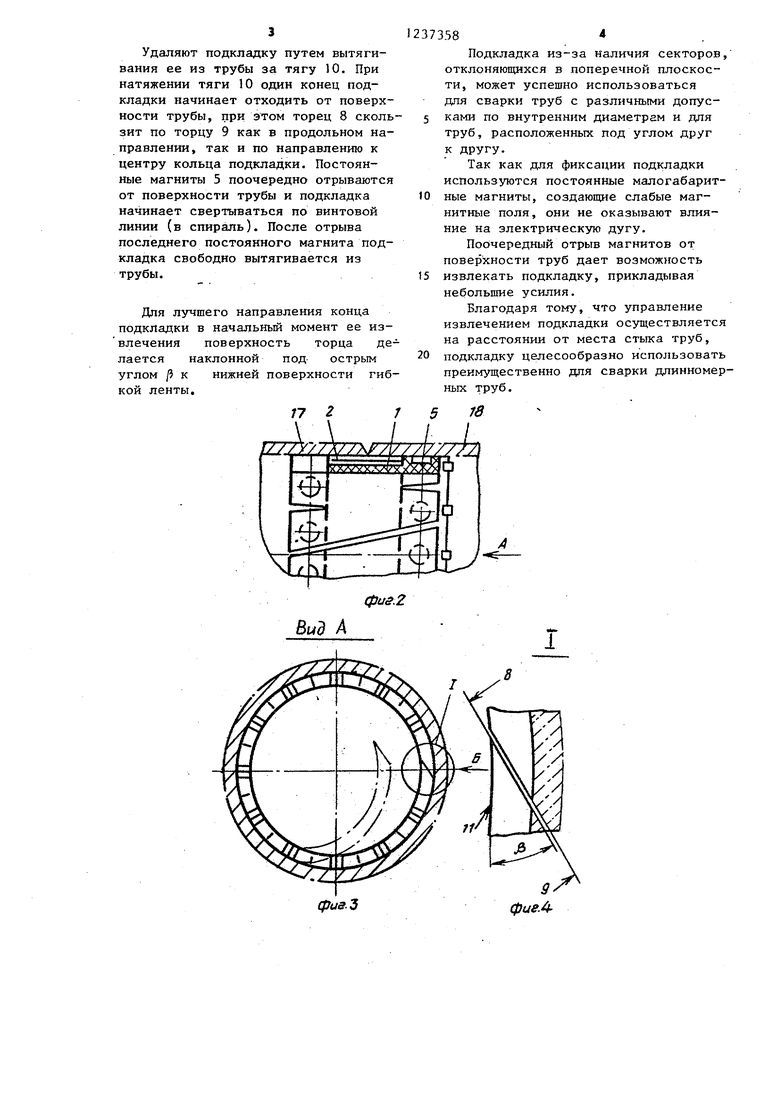
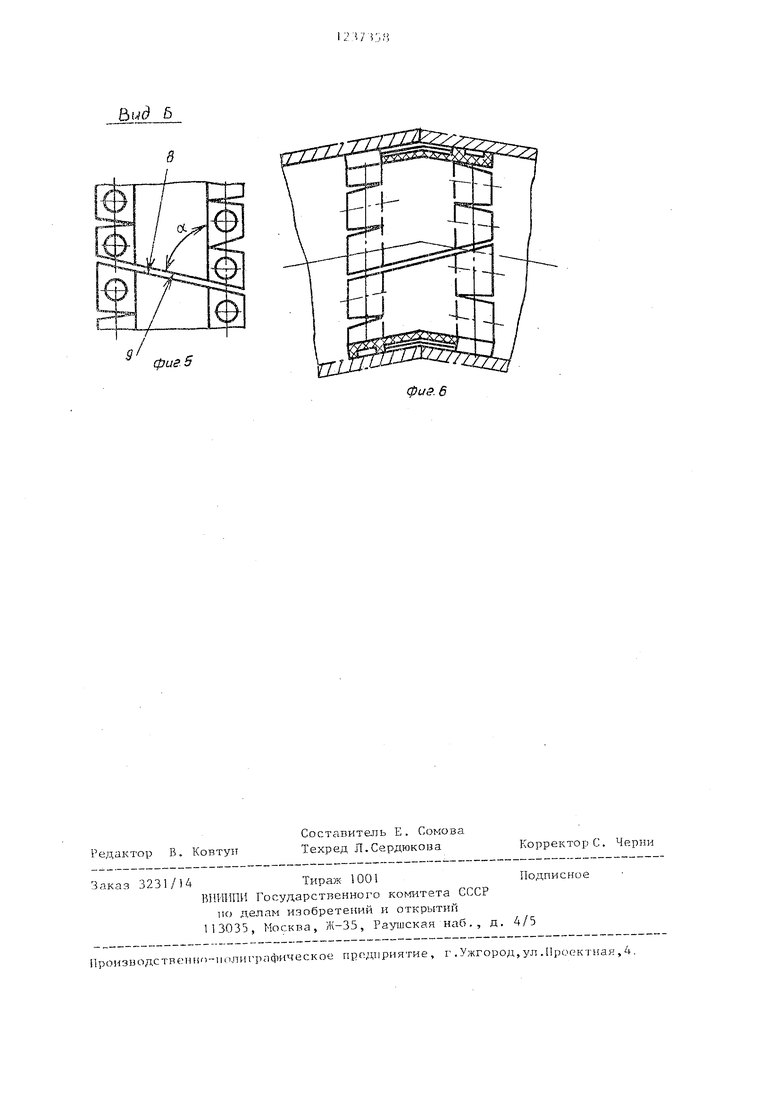
На фиг, 1 представлена подкладка дд1я формировании обратной стороны кгеа, развернутый вид; на фиг. 2 - подкладка, свернутая в кольцо и установленная в свариваемые трубы, продольный разрез; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - узел Г на фиг. 3; на фиг. 5 - вид Б на фиг. 3 на фиг. 6 - подкладка, установленная в свариваемых трубах, расположенных под углом друг к другу.
Подкладка для формирования обратной стороны шва состоит из подложки в виде гибкой ленты Г, выполненной из эластичного материала (например, термостойкой резины). Вдоль продольной оси к гибкой ленте 1 крепится клеем постоянной липкости формирующий элемент 2, выполненньш в виде, например, стекловолоконной ленты. Гибкая лента 1имеет клиновиные поперечные прорези 3, протяженностью до формирующего элемента 2, расположенные в шахматном порядке и образующие секторы 4. На секторах установлены в потайных пазах постоянные магниты 5. Последние могут размещаться не на каждом секторе, а выборочно. Формирующий элемент 2 и постоянные магниты 5 установлены на гибкой ленте 1 заподлицо с ее наружной поверхностью.
Продольные кромки 6 и 7- гибкой ленты и ее торцы 8 и 9 взаимопараллельны, при этом оба торца 8 и 9 налонены к продольным кромкам на угол об .
Для удаления подкладки к одному концу гибкой ленты (или-к обоим концам) крепится любым известным способом тяга 10. Крепление тяги 10 располагают у той продольной кромки которая составляет с торцом острый
угол oi . .
Если тяга 10 крепится к одному
концу гибкой ленты, то целесообразно для лучшего задания направления при движении конца подкладки в мо- мент ее удаления поверхность торца 8 выполнять наклонной под острым углом ( к нижней поверхности 11 згиб373582
кой ленты, а поверхность другого торца 9 вьтолнять параллельной поверхности торца 8. Величина угловое и р зависит соответственно от ширины и
5 толщины гибкой ленты.
Для более удобного заведения секторов в трубу на гибкой ленте установлено стяжное устройство, которое содержит стяжку 12 из проволочного
10 элемента, пропущенную в кольца 13, закрепленные на торце секторов, расйоложенных с одной стороны гибкой ленты 1. В этом случае тяга 10 крепится к крайнему кольцу 13. К
15 тяге 10 на гибком элементе 14 присоединена чека 15, которая устанавливается- в петлю 16 на конце стяжки 12. Длина гибкого элемента 14 меньше длины участка тяги 10 от места
20 крепления ее к крайнему кольцу 13 До места крепления гибкого элемента 14 к тяге 10.
Подкладку используют следующим образом.
25 в одну КЗ свариваемых труб, например трубу 17, устанавливают подкладку до ее середины, для чего подкладку свертывают в кольцо меньшего, диаметр.а, чем внутренний диа30 метр трубы 17.
За счет пружинящих свойств подкладка расправляется внутри трубы, а секторы гибкой ленты плотно прилегают к внутренней поверхности трубы.
3 Постоянные магниты 5 надежно фиксируют занятое подкладкой положение. Затем чеку 15 устанавливают в петлю 16 стяжки 12. Последняя с противоположной стороны вытягивается и лю40 бым способом закрепляется на крайнем кольце 13. При этом другой конец стяжки 12, имеющий петлю 16, зафиксирован от смещения чекой 15, а все сектора отогнуты к центру трубы и
45 зафиксированы стяжкой 12 в этом положении ,.
На всю выступающую из трубы 17 часть подкладки со сведенными секторами надвигают трубу 18, предв ари30 тельно пропустив тягу 10 в трубу 18. Для освобождения секторов от стяжки 12 дергают за тягу 10. Импульс передается через тягу 10 гибкому элементу 14. Чека 15 выходит из петли 16
55 и освобождает стяжку 12. Секторы под Действием упругих свойств распрямляются и плотно прилегают к внутренней поверхности трубы.
Удаляют подкладку путем вытягивания ее из трубы за тягу 10. При натяжении тяги 10 один конец подкладки начинает отходить от поверхности трубы, при этом торец 8 скользит по торцу 9 как в продольном направлении, так и по направлению к центру кольца подкладки. Постоянные магниты 5 поочередно отрываются от поверхности трубы и подкладка начинает свертываться по винтовой линии (в спираль). После отрыва последнего постоянного магнита подкладка свободно вытягивается из трубы.
Для лучшего направления конца подкладки в начальный момент ее из- влечения поверхность торца делается наклонной под острым углом / к нижней поверхности гибкой ленты.
37358
Подкладка из-за наличия секторов, отклоняющихся в поперечной плоскости, может успешно использоваться дпя сварки труб с различными допус- 5 ками по внутренним диаметрам и для труб, расположенных под углом друг к другу.
Так как для фиксации подкладки используются постоянные малогабарит- 10 ные магниты, создающие слабые магнитные поля, они не оказывают влияние на электрическую дугу.
Поочередный отрыв магнитов от поверхности труб дает возможность 15 извлекать подкладку, прикладывая небольшие усилия.
Благодаря тому, что управление извлечением подкладки осуществляется на расстоянии от места стыка труб, 20 подкладку целесообразно использовать преимущественно дпя сварки длинномерных труб.
физ.2
Вид А
физ-3
фиг 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для упаковки предметов в целлофановые и т.п. пакеты | 1956 |
|
SU113972A1 |
| Способ и устройство для сварки дугой | 1982 |
|
SU1050828A1 |
| Устройство для стыковой сварки труб из термопластов | 1980 |
|
SU1028516A1 |
| Стенд для сборки, сварки и рулонирования стальных сферических оболочек | 1975 |
|
SU522935A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТОНКОСТЕННЫХ СПИРАЛЬНОШОВНЫХ ТРУБ | 1972 |
|
SU422493A1 |
| ЗАЖИМНОЕ УСТРОЙСТВО ДЛЯ ГЕРМЕТИЧНОГО СОЕДИНЕНИЯ ГЛАДКИХ ТРУБ МЕЖДУ СОБОЙ | 2014 |
|
RU2649717C2 |
| Стенд для сборки,сварки и рулонирования стальных сферических оболочек | 1976 |
|
SU647091A1 |
| Подкладка | 1977 |
|
SU722714A1 |
| Устройство для удаления внутреннего грата при контактной стыковой сварке труб | 1985 |
|
SU1274892A1 |
| Способ подводной сварки с односторонним формированием шва | 1983 |
|
SU1140924A1 |

Редактор В. Ковту1т
Составитель Е. Сомова Техред Л.Сердюкова
Заказ 3231/14Тираж 1001Подписное
ВН.И1ШИ Государственного кo итeтa СССР
но делам изобретений и открь тнй 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Ироизводствегпю-нолиграфическое предприятие, г.Ужгород,ул.Проектная,4.
чОрректорС. Черни
| Подкладка для формирования обратной стороны шва при одностроронней сварке плавлением | 1977 |
|
SU732141A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ЛЕЧЕНИЕ ГЛАЗНЫХ БОЛЕЗНЕЙ | 2007 |
|
RU2472523C2 |
| Приспособление для нагрузки тендеров дровами | 1920 |
|
SU228A1 |
