Изобретение относится к MaujuHocTpoe- нию и может быть использовано при изго- товлепии мпогозаходных резьб.
Цель изобретения - рас1пирение технологических возможностей за счет автоматического парезания многозаходных резьб путем периодическог о поворота па задапп1)|й угол копира с novionibio муфты относительно обрабатываемого изделия.
На фиг. 1 изображена припциииальиаи схема гидрокопировального резьботокар- ного станка; на фиг. 2 - разиертка поверхности ведуп1.ей по,: умуфты.
Предлагаем1)|й станок cocToiri из привода 1 вращения обрабатываемою изделия 2. Привод 1 связан безлюфтовой зубчатой передачей 3 с резьбовым коппром 4. Зубчатая передача 3 обеспечивает синхронное врапхе- ние копира и обрабатываемого изделия в одном нанравлении д.чя обработки резьбы, сов- падак)1пе11 ю направлению с резьбовым копиром и в ир()тивополож1 ом направлении для обработки резьбы иротивоположпого направления. Копир 4 снабжен му(})той. выполненной в виде ведомой нолу.муфты 5, ве- ду1пей полумуфты 6 и нодвижпого П1липе- вого стакана 7. Ведомая по;1у.муфта 5 жестко связана с зубчатым ко.чесом 8. Ш.лпневой стакан 7 ноднружинен и размещен внутри ведущей нолумуфты 5 с возможностью осевого неремещения по 1плицам 9, спабжен гидроцилиндром привода К), а с внутренней сто- пальцем 11 для взаимодействия с ни- лообразным назом 12 ведунхей полу муфты 6. Паз 12 оборудован нс)Д |ружиненньгми собачками 13, которые обеспечивают движение пальца 11 по пазу в одном нанравлении. Количество одинаковых элементов равно чиелу заходов обрабатываемой многозаход- ной резьбы. Ведун1ая нолумуфта 6 жестко соединена с копиром 4. На станине 14 уета- новлена каретка нродольного хода 15 и гидроцилиндр 16 ее привода. На каретке 15 установлена каретка 17 поперечного хода с при водом от клинового копира 18, управляемого гидроцилиндром 19 полость которого гидравлически соединена е полостями гидроцилиндров 20 и 21 механизма поперечной подачи. На каретке 17 установлена донолни- тельная каретка 22 поперечного хода с закрепленным на ней обрабатывающим инструментом 23.
Каретка 22 неремен1аетея относптелыю каретки 17 клиновым кониром 24, управляемым гидроцилипдром 25. который связан с гидроцилиндром 26. Шток последпего жестко связан с щупом 27. На станине 14 установлены ограничители возвратного хода 28 и рабочего хода 29 в виде золотников, торцовые полости которых гидравлически связаны между собой. Ограничитель 29 рабочего хода жестко связан с золотником 30 управления гидроцилиндром 16 привода каретки 14 нродольного хода и через храповой механизм 31 - с золотником 32 управления
гидроцилимдра.ми 20 и 21. На чертеже для у юбства чтения ог раничитель 29 показан двойным. 3o;iOTH iK 32 через дополнительный храповой кеханиз.м 33 связан с золотником 34. Каналы золотников 30, 32 и 34, связанные с системой давления, обозначеп Р, а с С1 стемой слива - С . Кана,т 35 золо1Т1ика 30 соед.ипеп с программным устройством 36,
капал 37 с .левой полостью гидроцилипдра 16, канал 38 с правой, капал 39 с
нижней по, 1остью гидроцилиндра 26 niyna 27. Золотник 32 подпружинен. Канал золотника 32 связан с полостями гидроцилипдров 40 отвода собачек храпового механизма 31 через дроссель 41 и с гидроцплиндром 10 уп5 равления новоротной муфтой. Канал 42 соединен с г идроцилиндром 20, канал 43 с гидроцилиндром 21. Каналы 44, 45 и 46 соеди- не1П)1 с программпым устройством 36. Канал 47 золотника 34 соединен с программным устройством 36. Дополнительный храповой ме0 хапизм 33 снабжеп гидроцилиндрами 48 отвода собачек.. Поршни гидропнлиндров 48 подпружинены, а нолости соединены с программным устройством 36. Золотник 34 снабжен ре улируемым упором 49. Храповой ме5 ханпзм 33 взаимодействует с выступом 50 зо.ютпика 32.
Станок работает следующи.м образо.м. При паладке стапка устанав,;1ивают копир 4, резьбовая канавка KOTOpoi o соответ0 ствует резьбе одного захода многозаходной резьбы изде;1ия. Уетанав;1ивают ведущую полумуфту 6 с пилообразным пазом, количество одинаковых элементов которого равно количеству заходов резьбы. Настраивают дополнительный храповой механизм 33
5 на количество заходов резьбы перемещепием унора 49. Устапавливают глубину чернового и чистового проходов. Включают привод совместного врап1еппя копира и изделия. Производится много проходиая автоматическая
обработка одного захода резьбы на всю длину. По окончании нос-леднего чиетового прохода золотпик 32 евоим упором с.местит через храповой механиз.м 33 золотник 34 на один Hiar, чем будет за(})иксировано окончание обработки одного захода резьбы. Зо5 лотник 32 открывает кана;| и жидкость начинает поступать в гпдронилиндр 10 управления поворотной муфтой, его поршень нере- мен1ает щлицевой стакан 7 влево. Палеп II, скользя по пплообразному пазу 12, поворачивает ведущую полумуф ту 6 отпосительно внешней полумуфты 5. Движение пальца 11 IO пплообразному пазу в одном направлении обеспечивают еобачки 13, которые нропус- кают палец только в одном панравлении. Дроссель 41 обеспечивает полный отвод
5 нлицевого стакана 7 до отвода собачек храпового .механизма 31 от рейки, т.е. до начала возвратного движения золотника 32. При возврате золотника 32 в псходн(;е по. о- жение он соединяет полость гидроцилиндра
0
10 через канал с системой слива. Под действием пружины шлицевой стакан и поршень перемещаются в правое исходное положение. Палец 1I поворачивает муфту 6. За один цикл работы (возвратно-поступательное пере.мешение Н1лицевого стакана), поворотная .муфта обеспечивает новорот ко- нира 4 относительно изделия 2 и его установку так, что обрабатывающий инструмент 23 при входе щупа 27 в винтовую канавку конира будет с.менюн по оси изделия на величину щага между заходами резьбы. Для обработки двухзаходной резьбы относительный поворот копира и изделия равен 180°, для обработки трехзаходной - 120° и т.д. После относительного поворота копира и изделия производится многопроходная обра
ботка второго захода резьбы на полный про- фпль. По окончании нос.педнего прохода обработки последнего захода резьбы золотник 32 смещает золотнпк 34 в ноложение, нри котором открывается его канал 47. Рабочая жидкость поступает в программное устройство 36, что служит сигналом окончания многопроходной обработки многозаходпой резьбы. Из программного устройства 36 рабочая жидкость подается в гидроцилиндры 48, П1ТОКИ которых при выходе отводят собачки от рейки храпового механизма 33. Золотник 34 возвращается в исходное положение на унор 49. Система автоматического управления приведена в исходное положение, станок готов для обработки следую- дего изделия.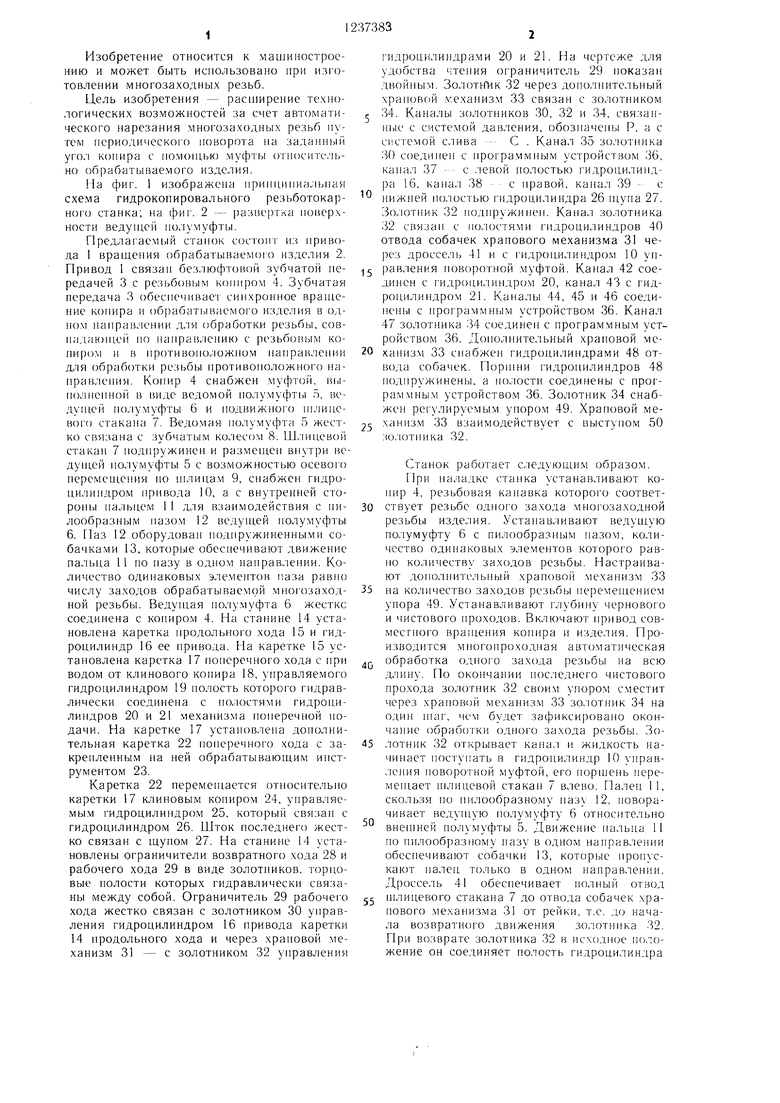
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидрокопировальный резьботокарный станок | 1985 |
|
SU1313601A1 |
| Гидрокопировальный резьботокарный станок | 1983 |
|
SU1140933A1 |
| МЕХАНИЗМ ДЛЯ МНОГОПРОХОДНОЙ ОБРАБОТКИ | 1973 |
|
SU383566A1 |
| Автоматический резьбонарезной станок | 1986 |
|
SU1335416A1 |
| РЕЗЬБОТОКАРНЫЙ ПОЛУАВТОМАТ С НЕРЕВЕРСИВНЫМ ШПИНДЕЛЕМ | 1969 |
|
SU241904A1 |
| Резьботокарный полуавтомат | 1986 |
|
SU1366330A1 |
| ЗУБОШЕВИНГОВАЛЬНЫЙ СТАНОК | 1969 |
|
SU254314A1 |
| Устройство для ориентированной подачи штучных изделий рядами | 1982 |
|
SU1074769A1 |
| Станок для шлифования лопаток | 1978 |
|
SU713086A1 |
| ГИДРОПРИВОД ТРАНСПОРТИРУЮЩЕГО ПОВОРОТНОГО | 1973 |
|
SU406752A1 |

6
П
Фиг. 2
| Гидрокопировальный резьботокарный станок | 1983 |
|
SU1140933A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
