1
Изобретение относится к обработке металлов давлением, в частности к области автоматизации штамповочного производства для обслуживания прессов при работе их с промьшшенными роботами.
Цель изобретения - упрощение конструкции и повьшение надежности работы устройства для подачи плоских заготовок в рабочую зону пресса.
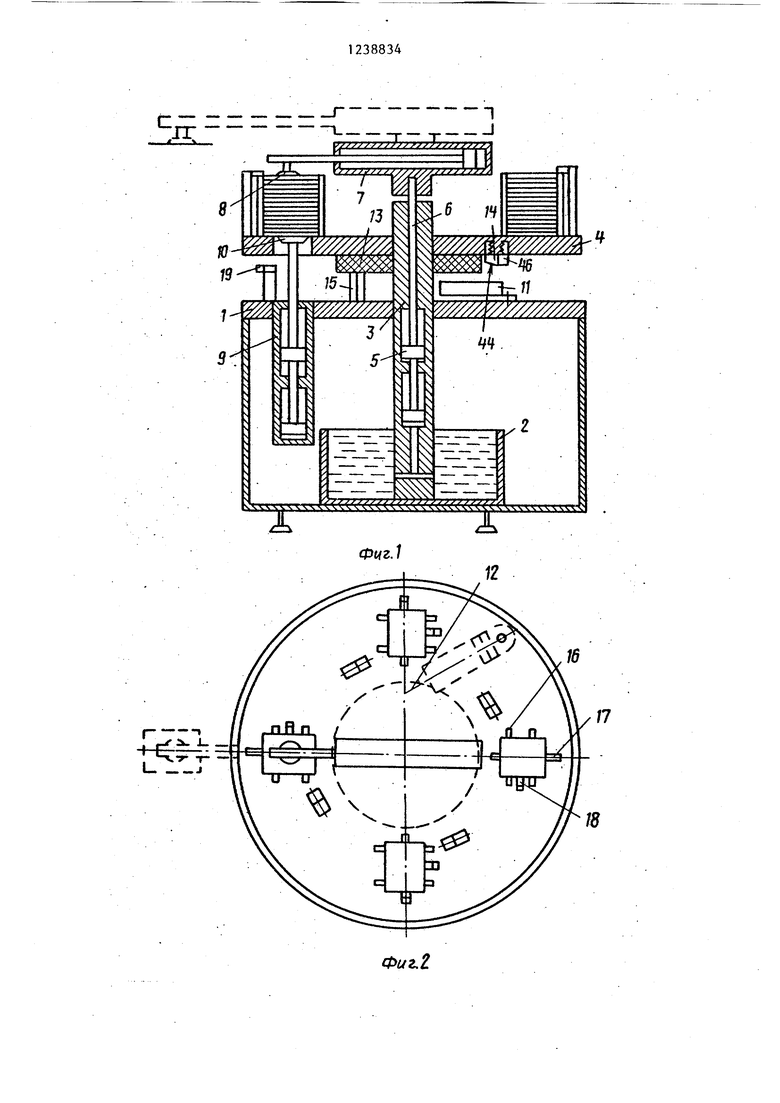
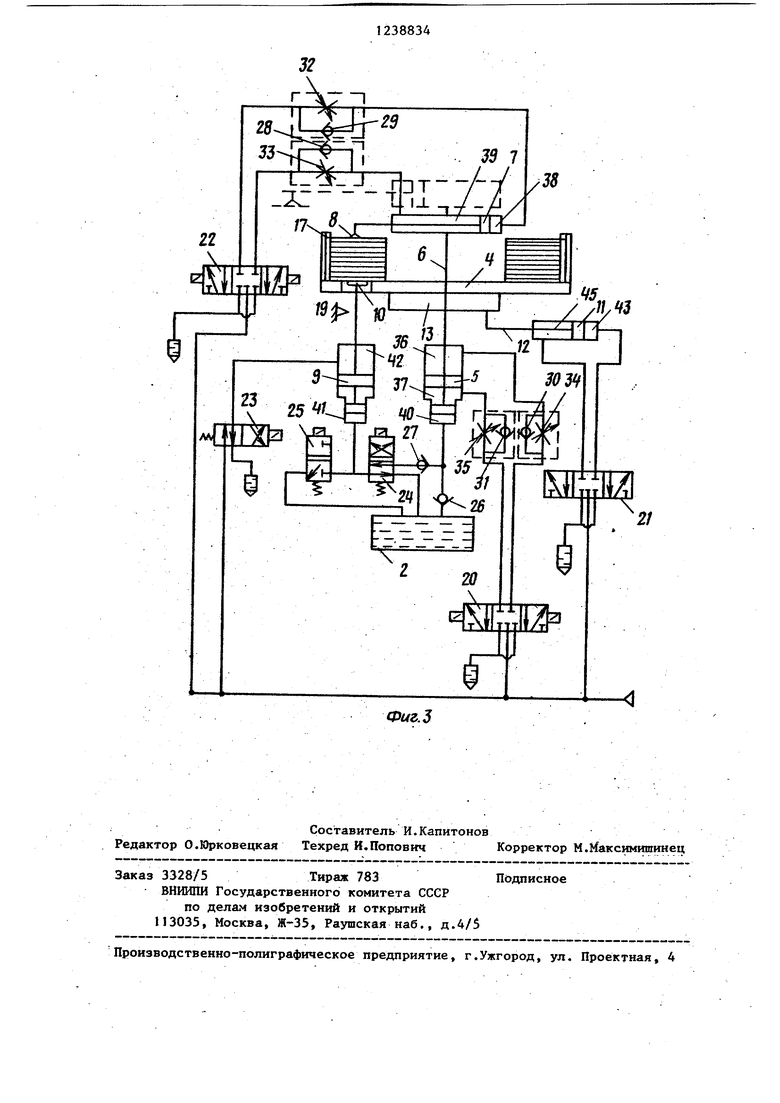
На фиг.1 показана схема устройства; на фиг.2 - то же, вид сверху; на фиг.З - пневмогидравлическая схема устройства.
Устройство,содержит станину 1, смонтированный в ней гидробак 2, стойку 3, которая является осью поворотного, стола 4, промьшшенный роЬот, состоящий из силового пнев- моцилиндра 5, смонтированного в стойке 3, штока 6, силового пнев- моцилиндра 7, закрепленного на штоке 6, и схвата 8, механизм перемещения плоских заготовок из стопы состоит из силового пневмогидроцилинд- ра 9, закрепленного на станине 1, и толкателя 10. Механизм поворота стола состоит из пневмоцилиндра 11, корпус которого связан со станиной 1, а .шток I2 - с фрикционной муфтой 13, взаимодействующей с поворотным столом 4, подпружиненных собачек 14, расположенных по окружности стола и взаимодействующих с постоянньм упором 15, закрепленным на станине 1. .
Сменные кассеты 16 расположены по окружности поворотного стола, датчик 17 контроля наличия верхней заготовки в исходном положении и датчик 18 контроля наличия плоских загот 5вок в кассете установлены на столе 4, датчик 19, дающий команду . на поворот стола, укреплен на станине.
Пневмогидравлическая схема состоит из пиевмораспределителей 20 - 23, гидрораспределителей 24 и 25, обратных клапанов 26-31 и дросселей 32-35.
Устройство работает следующим образом.
Включают пневмораспределитель 20. Сжатый воздух поступает в полость 36 силового пневмоцилиндра 5. Схват 8 вместе со штоком 6 опускается на уровень захвата верхней заготовки, определяемый датчиком контроля верхней заготовки в исходном положении. Происходит схват заготовки (привод схва238834
20
та не показан), и датчик привода схвата подает команду на переключе ние пневмораспределителя 20. Сжатый воздух поступает в полость 37 силового пневмоцилиндра 5. Схват 8 вместе со штоком 6 поднимается на определенный уровень.
Включается конечный выключатель (не показан), который подает команду
fQ на переключение пневмораспределителя 22. Сжатый воздух поступает в полость 38 силового пневмоцилиндра 7. Схват 8, закрепленный на штоке силового пневмоцилиндра 7, вместе с заго-.
j товкой перемещается в рабочую зону пресса. Включается конечный выключа тель, (не показан), который подает команду на переключение пневмораспрв делителя 20. Сжатый воздух поступает в полость 36 силового пневмогидро- . цилиндра 5. Схват 8 вместе с заготовкой опускается на уровень сброса заготовки в трафарет (не показан), который совмещен с уровнем захваj, та верхней заготовки. Происходит сброс заготовки, и датчик привода схвата подает команду на переключе- ние пневмораспределителя 20. Сжатый воздух поступает в полость 37 силового пневмоцилиндра 5. Схват вместе со штоком 6 поднимается в исходное положение. Включается конечный выключатель (не показан), который подает команду на переключение пневмораспределителя 22. Сжатый воздух пос35 тупает в полость 39 пневмоцилиндра 7.
Схват 8 возвращается в исходное положение. Включается конечный выключатель не показан), который подает команду на переключение пневмораспределителя 20. Сжатый воздух поступает в полость 36 силового пневмогидг роцилиндра 5. Схват 8 вместе со штоком 6 опускается на уровень захвата верхней заготовки.. Затем цикл манипуляций промьшшенного робота повторяется в той же последовательности. Подъем стопы заготовок на уровень захвата верхней заготовки происходит ,во время манипуляций промьшшенного
50 робота.
При ходе Щтока 6 вверх рабочая жидкость дозируемой порцией из гидробака 2 через обратный клапан 26 всасывается в полость 40 силового пневмогидроцилиндра 5- При ходе штока 6 вниз рабочая жидкость через обратный клапан 27 и гидрораспредели
30
40
45
тель 24 поступает в полость 41 силового пневмогидроцилиндра 9.
В этот момент гидрораспредёлитель 25 и пневмораспределитель 23 перекрыты, шток силового пневмогидроци- линдра 9 вместе с закрепленным на нем толкателем 10 перемещается вверх на толщину заготовки. Датчик I7 фиксирует наличие верхней заготовки в исходном положении и подает коман- ду на гидрораспределитель 24, который перекрывает доступ рабочей жидкости в полость 41 силового пневмогидроцилиндра 9 , и при излишних манипуляциях промьшшенного робота в од- ном цикле рабочая жидкость вхолостую перекачивается в гидробак 2.
При захвате следующей заготовки датчик 17 контроля наличия верхней заготовки в исходном положении пода- ет команду на гидрораспределитель 24 который открывает доступ рабочей жидкости в полость 41 силового пневмогидроцилиндра 9, и цикл повторяется.
После снятия последней заготовки .толкатель 10 воздействует на датчик 18 контроля наличия заготовок в кассете, который подает команду на пневмораспределитель 23, гидрорас- предедитель 25 и пневмораспредели- тель 20.
Последний прекращает манипуляции тромьшленного робота, йневмораспре- делитель 23 открывает доступ сжатому воздуху в полость 42 силового пневмоцилиндра 9, поршень которого выдавливает рабочую жидкость из полости 41 через открытый гидрораспределитель 25 в гидробак 2.
Толкатель 10, выйдя из зоны пово- ротного стола 4, воздействует на датчик 19, соторый подает команду на пиевмораспределитель 21, гидрораспределитель 25 и пневмораспределитель 23.
5 О 5
20
25 зо
,,
5
Гидрораспределитель 25 и пневмораспределитель 23 перекрываются. Пневмораспределитель 21 переключается, и сжатый воздух поступает в полость 43 силового пневмоцилиндра I 1 .
Шток силового пневмоцилиндра 11, подвижно связанный при помощи фрикционной муфты с поворотным столом 4, перемещается и поворачивает его на 90. В этот момент подпружиненная собачка 14 своей скошенной плоскостью 44 проскакивает над постоянным упором 15, и одновременно включается конечный выключатель (не показан) , который дает команду иа пневмораспределитель 2.
Последний переключается, и сжатый воздух поступает в полость 45 силового пневмоцилиндра 11. Шток силово- го пневмоцилиндра 11 перемещается возвращая фрикционную муфту 13 в исходное положение.
Поворотньй стол 4,увлекаемый «Ьрик- ционной муфтой в обратном направлении, надежно фиксируется, поджимаясь плоскостью 46 к постоянному упору 15.
Шток силового пневмоцилиндра 11 возвратившись в исходное положение, включает конечный выключатель (не показан), который дает команду на пневмораспределитель 20. Общий цикл работы устройства повторяется в той же последовательности.
Использование предлагаемого устройства для подачи плоских заготовок в рабочую зону пресса по сравнению с устройствами для поштучной выдачи заготовок, которые работают в паре с промьшшенным роботом, позволяет в целом упростить конструкцию обоих модулей и тем Самым повысить надежность их работы.
JE
т
ir
Фиг.1
ik. J,
IJ
Ю
J8
0UZ,Z
Составитель и.Капитонов Редактор О.Юрковецкая Техред И.Попович Корректор М.Максимишинец
Заказ 3328/5Тираж 783
- ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
Фиг.З
Подписное
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС СРАЩИВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЛЕЕНОГО БРУСА | 2001 |
|
RU2180883C1 |
| Пневмоэлектрогидравлический следящий позиционный привод подачи инструмента | 1974 |
|
SU488450A1 |
| Устройство для отделения листа от стопы и подачи его в зону обработки | 1985 |
|
SU1338940A1 |
| Устройство для поштучной выдачи плоских заготовок из стопы | 1981 |
|
SU956102A1 |
| Устройство для подачи заготовок | 1984 |
|
SU1207716A2 |
| Установка для формования полых оболочек (ее варианты) | 1982 |
|
SU1101312A1 |
| Устройство для подачи заготовок | 1985 |
|
SU1296368A1 |
| Устройство для поштучной выдачи и приема заготовок | 1986 |
|
SU1388162A1 |
| Автоматизированная линия штамповки деталей | 1986 |
|
SU1389914A1 |
| Многопозиционный пресс для штамповки изделий | 1991 |
|
SU1819177A3 |
| Устройство для поштучной выдачи плоских заготовок из стопы | 1981 |
|
SU956102A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
