1
Изобретение относится к автоматизации штамповочных операций и может быть использовано для автоматической укладки плоских заготовок в стопы, а также для поштучной выдачи плоских заготовок из стоп устройством для отделения плоских заготовок от стопы и подачи их в зону обработки .
Известно устройство для размещения стоп плоских заготовок, содержащее смонтированную на станине робота к листоштамповочному прессу кассету и подъемный стол для размещения стопы плоских заготовок, механизм подъема стола, выполненный в виде силового цилиндра, плунжерный насос, механически связанный с приводом манипулятора робота и соединенный с подпорыневой полостью силового цилиндра 13.
В известном устройстве не предусмотрена возможность автоматической смены кассет со стопой плоских заГОТОВОК, что снижает производительность процесса поштучной выдачи плоских заготовок из кассет.
Кроме того, известное устройство невозможно использовать с различными механизмами для отделения верхней заготовки.от стопы.
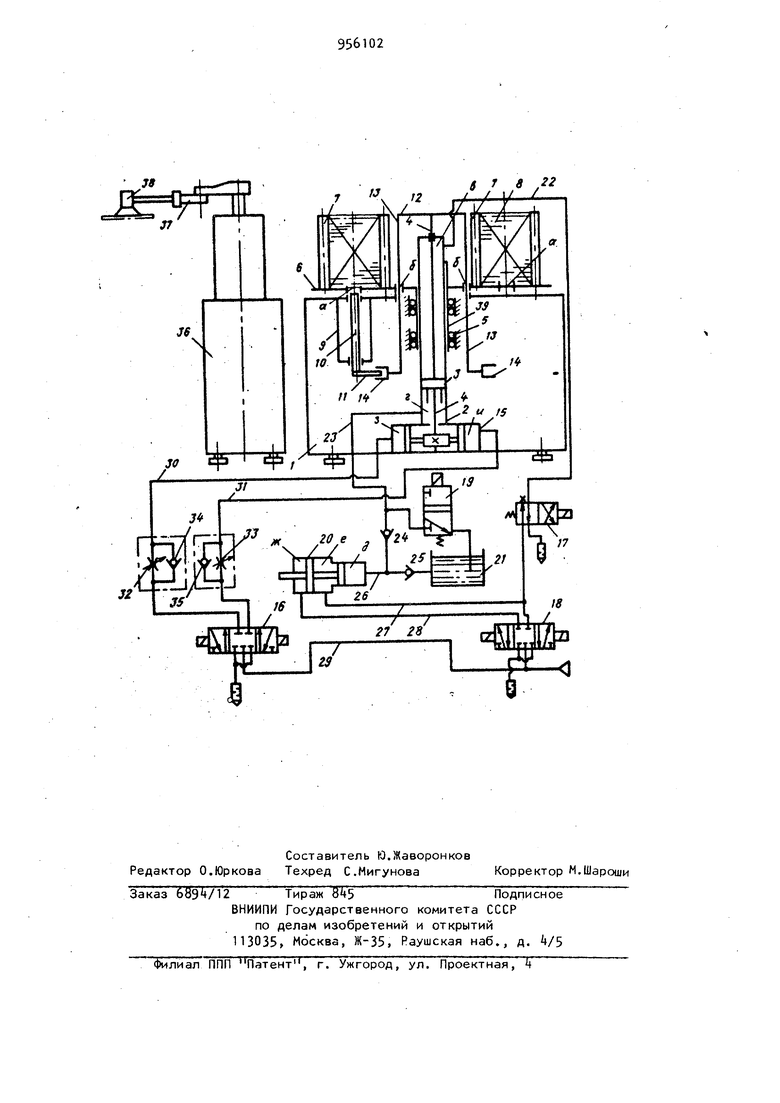
Ближайшим к изобретению по совокупности существенных признаков и достигаемому эффекту является устройство для поштучной выдачи плоских заготовок из стопы, содержащее смонтированный на основании при помощи оси поворотный стол, снабжен, ный приводом поворота и несущий расположенные по окружности кассеты для размещения стоп плоских заготовок, механизм перемещения стоп плоских заготовок в вертикальном направлении , включающий в себя закрепленный на основании с возможностью перемещения в вертикальном направлении и поочередного взаимодействия со сто39пами плоских заготовок толкатель, снабженный приводом перемещения 2. В этом устройстве для подъема стопы плоских заготовок необходимо регулировать положение груза механизма подъема, а при повороте стола необходимо опускать толкатель вниз вручную. Кроме того, привод поворота постоянно поджимает поворотный стол к толкателю, что приводит к износу, толкателя и поворотного стола, т.е. к снижению надежности работы устройства Целью изобретения является повышение надежности работы устройства. Цепь достигается тем, что в устройстве, содержащем смонтированный н основании при помощи оси поворотный стол, снабженный приводом поворота и несущий расположенные по окружности кассеты для размещения стоп плоских заготовок, механизм перемещения стоп плоских заготовок в вертикальном направлении, толкатель ко торого закреплен на основании с воз можностью перемещения в вертикально направлении и поочередного взаимодей ствия со стопами плоских заготовок и снабжен приводом перемещения, при вод перемещения выполнен в виде смо тированного на основании соосно с осью поворотного стола силового цилиндра, шток которого установлен с возможностью поворота, стержней, смонтированных на штоке по окружности, взаимодействующих с поворотным столом и несущих поочередно входящие в зацепление с толкателем упоры, количество которых равно количеству кассет, а привод поворота связан со штоком силового цилиндра. Привод поворота может быть выпол нен в виде горизонтального расположенного дополнительного силового ци линдра. На чертеже изображена схема устройства для поштучной выдачи плоских заготовок из стопы. Устройство содержит станину 1, смонтированный на ней вертикально .силовой цилиндр 2, включающий в себя поршень 3 со штоком k, смонтированный на станине 1 при помощи опор качения 5 поворотный стол 6, на котором по окружности смонтированы кас- 5S сеты, образованные стойками 7, между которыми размещаются стопы плоских заготовок 8. не , Поворотный стол 6 выполнен в виде диска с расположенными по окружности отверстиями. На станине 1 установлен механизм перемещения стоп плоских заготовок 8 в вертикальном направлении, содержащий смонтированный в вертикальных направлениях 9 с возможностью перемещения по ним и поочередного вхождения в отверстия а толкатель, выполненный в виде стержня 10, несущего упор 11. Стержень снабжен приводом пе|эемещения, содержащий закрепленный на штоке 4 диск 12, несущий вертикальные стержни 13. проходящие через отверстия б и несущие упоры, выполненные в виде вилок 14. На станине 1 закреплен привод поворота, выполненный в виде силового цилиндра 15, смонтированы пневмораспределители 16,17 и 18, гидрораспределитель 19, пневмогидромультипликатор 20 и бак 21. Полость в силового цилиндра 2 соединена трубопроводом 22 с пневмораспределителем 17, а полость г соединена трубопроводом 23 с пневмораспределителем 19 и через обратные клапаны 2 и 25 с баком 21. Полость д пневмогидромультипликатора 20 соединена трубопроводом 26 через обратный клапан 25 с баком 21 и через обратный клапан 2k с трубопроводом 23. Полость е пневмогидромультипликатора 20 соединена трубопроводом 27 с пневмораспределителями 17 и 18, а полость ж пневмогидромультипликатора 20 соединена трубопроводом 28 с пнеамораспределителем 18. Пневмораспределители 16 и 18 соединены между собой трубопроводом 29. Полости 3 и и силового цилиндра 15 соединены трубопроводами 30 и 31 через регулируемые дроссели 32 и 33 и обратные клапаны З и 35 соответственно. У станины 1 установлена станина робота 36, включающего в себя кисть 37 со схватом 33. Количество стержней 13 и вилок 14 равно количеству кассет. Стол 6 установлен в опорах качения 5 при помощи оси 39. Устройство для размещения плоских заготовок работает следующим образом Пневмогидромультипликатор 20 настраивают на подачу рабочей жидкости, обеспечивающей шаг подъема штока k силового цилиндра 2 равным тол щине заготовки 8. Включают привод робота Зб и пневмораспределитель 18. Сжатый воздух через пневмораспределитель 18 поступает в полость ж пневмогидромультипликатора 20. Из полости д пневмогидромультипликатора 20 рабочая жидкость объемно дозируемой порцией поступает через клапан 2Ц и трубопро вод 23 в полость г силового ЦИЛИНД-) Обратный клапан 25 и гидрораспределитель 19 закрыты. Поршень 3 со штоком k перемещаются вверх. При этом шток k поднимает диск 12 со стержнями 13 на шаг, равный толщине заготовки 8. Вилка 1 одного из стержней 13 взаимодействуют с упором 11 стержня 1Q и перемещает стержень 10 по направляющим 9 вверх. Стержень 10 входит в отверстие а стола 6 и воздействует на стопу заготовок 8, перемещая ее вверх между стойками 7. Верхняя заготовка 8 отделяется от стопы схватом 38 робота 36 и переносится в зону обработки (не показана), Пневмораспределитель 18 переключают. В полость е пневмогидромультипликатора 20 подается сжатый воздух, и рабочая жидкость из бака 21 через клапан 25 и трубопровод 26 поступает в полость д пневмогидромультипликатора 20. Затем переключают пневмораспределитель 18. После снятия последней заготовки 8 из одной из кассет пнеамораспределители 17 и 18 и гидрораспределитель 19 переключают. Сжатый воздух через пневмораспределители 17 и 18 поступает в полость в силового цилиндра 2. Рабочая жидкость через гидрораспределитель 19 из полости г силового цилиндра 2 вытесняется в бак 21. Шток ч силового цилиндра 2 с диском 12 и стержнями 13 перемещается в исходное положение. Стержень 10 пе ремещается вниз и выходит из отверстия а. Переключают пневмораспределители 16. Сжатый воздух поступает в одну из полостей силового цилиндра 15. Силовой цилиндр 15 поворачивает поршень 3 со штоком k. Шток k через дис 9 12 вращает стержень 13, который поворачивает стол 6 в опоре качения 5. При повороте стола 6 следующая кассета со стопой заготовок В располагается над стержнем 10. Затем цикл повторяется. Эффект от использования устройства заключается а повышении надежности работы. Формула изобретения 1.Устройство для поштучной выдачи плоских заготовок из стопы, содержащее смонтированный на основании при помощи оси поворотный стол, снабженный приводом поворота и несущий расположенные по окружности кассеты для размещения стоп плоских заготовок, механизм перемещения стоп плоских заготовок в вертикальном направлении, толкатель которого закреплен на ос-. новаНИИ с возможностью перемещения в вертикальном направлении и поочередного взаимодействия со стопами плоских заготовок и снабжен приводом перемещения, отличающееся тем, что, с целью повышения надёжности работы, привод пе ремещения выполнен в виде смонтированного на основании соосно с осью поворотного стола силового цилиндра, шток которого установлен с возможностью поворота, стержней., смонтированных на штоке по окружности, взаимодействующих с поворотным столом и несущих поочередно входящие в зацепление с толкателем упоры, количество которых равно количеству кассет, а привод поворота связан со штоком силового цилиндра 2,Устройство по п. 1, отличающееся тем, что привод поворота выполнен в виде горизонтально расположенного дополнительного силового цилиндра. Источники информации, принятые во внимание при экспертизе 1,Авторское свидетельство СССР № 565818, кл. В 25 J 1/00, В 21 О , 09.03.76. 2.Авторское свидетельство СССР N 517369, кл. В 21 D , 17.01.75 (прототип).
J9

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачи плоских заготовок из стопы | 1986 |
|
SU1404147A1 |
| Автоматизированная линия для обработки листовых деталей | 1987 |
|
SU1466845A1 |
| Устройство для подачи плоских заготовок в рабочую зону пресса | 1984 |
|
SU1238834A1 |
| Устройство для шаговой подачи стопы заготовок | 1984 |
|
SU1194544A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Устройство для размещения штучных заготовок | 1987 |
|
SU1473885A1 |
| Устройство для подачи заготовок | 1983 |
|
SU1103992A1 |
| Устройство для поштучной выдачи заготовок | 1986 |
|
SU1324728A1 |
| Робототехнический комплекс для штамповки деталей из штучных заготовок | 1987 |
|
SU1600895A1 |
| Устройство для подачи заготовок | 1981 |
|
SU984588A1 |