Изобретение относится к машинострое- чию и может быть использовано для автоматизации загрузочных операций технологического оборудования с помощью промышленных роботов.
Цель изобретения - повышение надеж- ности работы устройства за счет обеспечения постоянного уровня верхней заготовки в кассете и уменьшения погрешности углового положения заготовок.
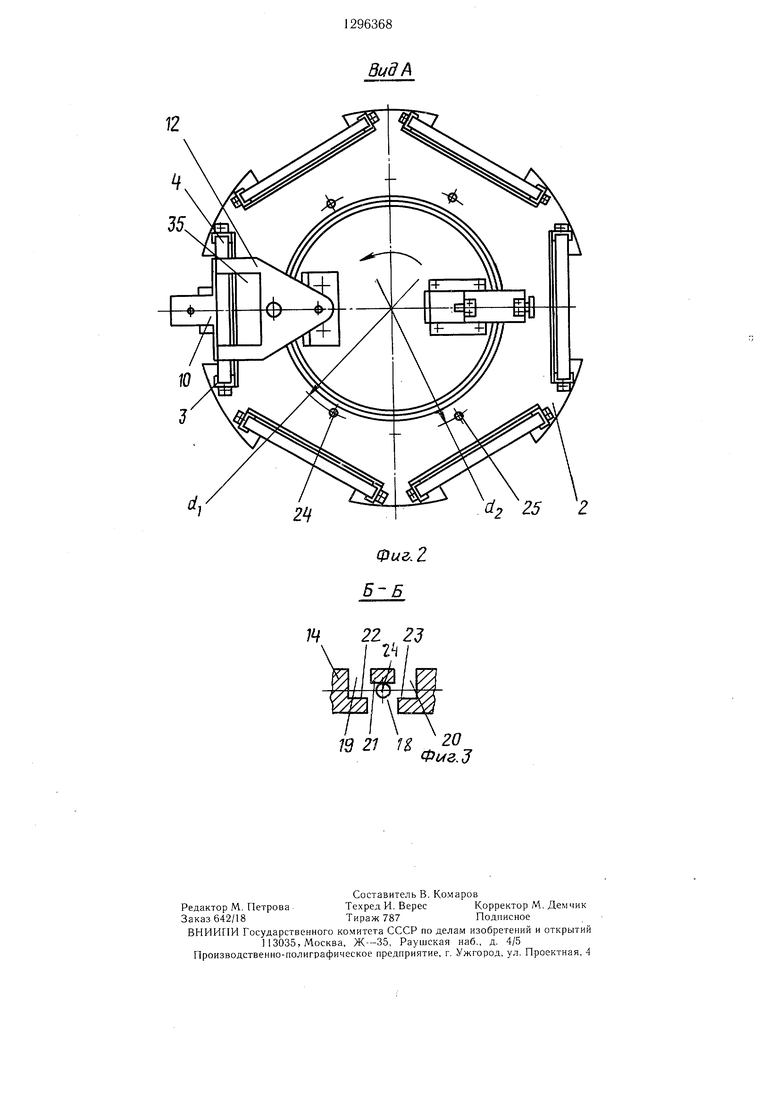
На фиг. 1 показано устройство, обш,ий вид, разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. I.
Устройство содержит станину 1, на которой установлен поворотный стол 2 с шестью кассетами 3, заполненными заготовками 4. На станине 1 под поворотным столом 2 раз- .мещеп пневмоцилиндр 5 подъема заготовок и пиевмоцилиндр 6 поворота стола. Сверху ia станине 1 через ее кронштейн закреплен дополнительный пневмоцилиндр 7, а на по
верхности станины 1 закреплен пневмо- 20 стола.
цилиндр 8 механизма фиксации c i o.na 2 вВ исходном положении все кассеты 3
рабочем положении. На штоке 9 цилиндра 5 загружаются заготовками 4. Воздух под дав25
30
закреплен прижим 10, над которым на штоке 11 цилиндра 7 закреплен л пор 12, на штоке 13 цилиндра 8 закреплена тяга 14, а шток 15 цилиндра 6 выполнен в виде зубчатой рейки, находяшейся в зацеплении с ;пестеренкой 16, закрепленной па поворотном столе 2 через обгонную муфту 17.
Для фиксации стола 2 в штоке 13 цилиндра 8 выполнен Т-образный паз с участками 18, 19 и 20 и рабочими стенками 21, 22 и 23, а па поворотном столе 2 закреплены штыри 24 и 25. Штыри 24 запрессованы, : отверстия, выполненные в столе 2 па окружности диаметром dj, что обеспечивает возможность их перемешения по участкрм 35 18 и 9 Т-образного паза и их взаимодеГ- етвия при этом с рабочими стенками 2 и 22 этого паза, что соответствует рабочему положению стола 2. Штыри 25 запрессова- ,мы в отверстия, выполненные в столе 2 на олружности диаметром d, которая больше окружности диаметром ds на длину хода штока 13 цилиндра 8, что обеспечивает воз- ложность леремеш,ения штырей 25 по участкам 18 и 20 Т-образного паза и их взаимо40
ление.м подастся в полости цилиндров 5, 7 и 8 и в штоковую полость цилиндра 6. При этом упор 12 поднят штоком 1 цилиндра 7 в крайнее верхнее положение, прижим 10 опушен штоком 9 цилиндра 5 в крайнее нижнее положение, шток цилиндра 8 вдвинут и занимает крайнее левое положение, а штырь 24 прижат к стенке 2i Т-образного паза усилием цилиндра 6, переданного через п:естерепку 16 и через обгонпую .муфту 17 noBOpOTHOiviy столу 2.
Нажимается кнопка «Пуск пульта управления (не показан), и воздух одновременно подается в нижнюю полость цилиндра 5 и в верхнюю полость цилиндра 7 и, со- ответствешю, другие полости этих цилиндров соединяются с атмосферой. Шток 11 с упором 12 оп скается и зани.мает самое шжнее положение, а шток 9 поднимает прижим 10, вверх и прижимает верхнюЕО заготовку к упору 12. В нижнем положении упор 12 давит на датчик 32, от которого команда через пульт управления поступает к промышленному роботу. Рука робота выдвигается и опускается, а схват 36 захватывает загодействия при этом с рабочими степка.ми 21 45 товку 4, прижатую к упору 12. После этого
и 23, что соответствует следуюп1ему рабочему положению стола 2.
Прижим 10, упор 12 и тяга 14 снабжены штапгами 26, 27 и 28, исключаюшими пово- |)от соответствующих штоков 9, 11 и 13 и обеспечиваюших с прижимом 10 , упором 12 и тягой 14 включение в крайних положениях соответственно датчиков 29 и 30, 31 и 32, 33 и 34. Датчики 29 и 30 закреплены па корпусе цилиндра 5, датчики 31 и 32 -
50
промышленный робот подает команду через пульт управления на подъем вверх штока 11 с упором 12 и опускание штока 9 с прижимом 10 вниз, для чего воздух подается в нижнюю полость цилиндра 7 и в верхнюю по.лость цилиндра 5 и, соответственно, другие полости этих цилиндров полости соединяются с атмосферой. Одповременно с подъемом упора 2 промышленный робот поднимает схват 36 с зажатой заготовкой 4
па корпусе цилиндра 7, датчики 33 и 34 -55 вверх, а так как длина хода цилиндра 7
па корпусе цилиндра 8. Включение датчиковбольше вертикального хода руки робота,
обеспечивает заданную пультом управле-то в верхнем положении штока 11 упор 12
ПИЯ (не показан) устройства последователь-не соприкасается с заготовкой 4, сжатой в
ность работы пневмоцилиндрОв. На упоре 2 выполнен паз 35, обеспечиваюш,ий свободное прохождение схвата 36 руки промр ш- ленпого робота для захвата заготовки. Длина хода штока Г цилиндра 7 больше вертикального хода руки робота, а плошадь поршня цилиндра 7 больше плошади поршня цилиндра 5, что обеспечивает при нижнем постоянном положении упора 12 и верхнем переменном положении прижима 10 постоянный уровень верхней за ;отовки 4 в кассете 3. Постоянный уровень верхней заготовки 4 в кассете 3 - это нижний уровень схвата 36 руки робота, а так как длина хода штока 11 больше вертикального хода руки робота, то в верхнем положении штока 11 упор 12 не касается заготовки, зажатой в схвате 36.
Работа устройства состоит из последовательного чередования двух циклов: цикла «Подача заготовки и цикла «Поворот
5
0
5
0
ление.м подастся в полости цилиндров 5, 7 и 8 и в штоковую полость цилиндра 6. При этом упор 12 поднят штоком 1 цилиндра 7 в крайнее верхнее положение, прижим 10 опушен штоком 9 цилиндра 5 в крайнее нижнее положение, шток цилиндра 8 вдвинут и занимает крайнее левое положение, а штырь 24 прижат к стенке 2i Т-образного паза усилием цилиндра 6, переданного через п:естерепку 16 и через обгонпую .муфту 17 noBOpOTHOiviy столу 2.
Нажимается кнопка «Пуск пульта управления (не показан), и воздух одновременно подается в нижнюю полость цилиндра 5 и в верхнюю полость цилиндра 7 и, со- ответствешю, другие полости этих цилиндров соединяются с атмосферой. Шток 11 с упором 12 оп скается и зани.мает самое шжнее положение, а шток 9 поднимает прижим 10, вверх и прижимает верхнюЕО заготовку к упору 12. В нижнем положении упор 12 давит на датчик 32, от которого команда через пульт управления поступает к промышленному роботу. Рука робота выдвигается и опускается, а схват 36 захватывает заго
промышленный робот подает команду через пульт управления на подъем вверх штока 11 с упором 12 и опускание штока 9 с прижимом 10 вниз, для чего воздух подается в нижнюю полость цилиндра 7 и в верхнюю по.лость цилиндра 5 и, соответственно, другие полости этих цилиндров полости соединяются с атмосферой. Одповременно с подъемом упора 2 промышленный робот поднимает схват 36 с зажатой заготовкой 4
схвате 36 робота. В верхнем положении упора 12 срабатывает датчик 34, от которого команда через пульт управления поступает в промышленный робот, его рука вдвигается и далее он перемещает заготовку 4 в технологическое оборудование. После того, как робот переместит схват 36 из-под упора 12, он подает команду на прижатие очередной верхней заготовки 4 к упору 12 в нижнем его положении. Устройство при этом работает, как при нажатии кнопки «Пуск пульта управления. Таким образом повторяется цикл «Подача заготовки и каждая заготовка 4 из кассеты 3, находящейся над прижимом 10, выдается устройством на один и тот же уровень и забирается промышленным роботом. После того, как все заготовки 4 будут удалены схватом 36 из этой кассеты 3, при очередном цикле «Подача заготовки штанга 26 надавит на датчик 30, цикл «Подача заготовки прервется, а штоки 9 и 11 цилиндров 5 и 7 возвратятся в исходное положение. При этом, когда прижим 10 надавит на датчик 29, а штанга 28 - на датчик 31, начинается цикл «Поворот стола. Пульт управления подает команду на цилиндр 8, и воздух поступает в его левую полость, а правая полость соединяется с атмосферой. В этот же момент обе гюлос- ти цилиндра 6 соединяются с атмосферой, и штырь 24 при перемещении штока 13 не давит на стенки 21 и 22 Т-образного паза, что исключает износ этих стенок и перемещение стола 2 под действием цилиндра 6, когда штырь 24 попадает в участок 19 Т-образного паза. Шток 13 перемещается вправо вдоль щтыря 24, который, оставаясь неподвижным, попадает из участка 18 в участок 19 Т-образного паза штока 13.
В крайнем правом положении штанга 27 давит на датчик 34 и пульт управления подает команду на цилиндр 6. Воздух подается в бес птоковую полость цилиндра 6, а его штоковая полость соединяется с атмосферой и он штоком 15 поворачивает шестеренку 16 по часовой стрелке, однако вращение на стол 2 не передается, так как штырь 24 упирается в стенку 22, а ролики обгонной муфты 17 расклиниваются и свободно обкатываются по ее корпусу. Цилиндр 6 подготовлен к рабочему ходу для поворота стола 2 на следующую рабочую позицию. Через время, достаточное для пол
ного выдвижения штока 15 и определенное временной задержкой в пульте управления, последний подает новую команду и воздух подается в штоковую полость цилиндра 6, а бесштоковая полость его соединяется с атмосферой. Шток 15 цилиндра 6 вращает шестеренку против часовой стрелки. Обгонная муфта 17 заклинивает и передает вращение столу 2. Штырь 24 через участок 19 выходит из Т-образного паза, а следующий за ним штырь 25 через участок 19 входит в этот паз и упирается в стенку 21. Цикл «Поворот стола заверщен и очередная кассета 3 с заготовками 4 подведена под упор 12. Через время, определенное временной задержкой в пульте управления, устройство начинает работать по циклу «Подача заготовки, а пустая кассета заменяется полной кассетой или заполняется деталями вручную. Когда из очередной кассеты 3 все заготовки 4 будут удалены, устройство опять начнет работать по циклу «Поворот стола, однако в этом случае в Т-образном пазу щтока 13 находится штырь 25. который выводится из него через участок 20 при вдви- жении штока 13.
10
25
Формула изобретения
1.Устройство для подачи заготовок, содержащее станину с поворотным столом, на котором размещены кассеты для заготовок, механизм шагового поворота стола, механизм подъема заготовок, .ме.ханизм установки верхнего положения заготовки и механизм фиксации поворотного стола, отличающееся тем, что, с целью повышения надежности работы устройства, механизм
фиксации поворотного стола выполнен в виде жестко связанной со щтоком размещенного на станине силового цилиндра планкой с Т-образным пазом, установленной с возможностью перемещения в радиальном
направлении и взаимодействия с дополнительно введенными щтырями, закрепленными на столе и поочередно расположенными на окружностях с разными диаметрами.
2.Устройство по п. 1, отличающееся тем, что механизм установки верхнего положения заготовки в кассете выполнен в виде упора с пазом, установленного на станине над кассетой с возможностью возвратно- поступательного перемещения вдоль последней.
Qud/
12
a2 25 2
Щ 22 23
2
Ю 21 IB Фмг. J
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1984 |
|
SU1214290A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1532149A1 |
| Гибкий производственный модуль | 1988 |
|
SU1673395A1 |
| Устройство для подачи плоских заготовок в рабочую зону пресса | 1984 |
|
SU1238834A1 |
| Автоматизированная линия для многопереходной штамповки | 1986 |
|
SU1344471A1 |
| Гибкий производственный модуль | 1987 |
|
SU1541017A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Устройство для подачи заготовок | 1988 |
|
SU1576276A1 |
| Робот к листоштамповочному прессу | 1976 |
|
SU565818A1 |
| Устройство для размещения штучных заготовок | 1987 |
|
SU1473885A1 |
Изобретение относится к области машиностроения и .может быть использовано для автоматизации загрузочных операций технологического оборудования с по.мощью промышленных роботов. Целью изобретения является повышение надежности устройства в работе за счет обеспечения постоянного уровня верхней заготовки в кассете и уменьшения погрешности углового положения заготовок. Для этого заготовки 4. расположенные в кассетах 3. смонтированных на поворотном столе 2. подаются до упора 12, обеспечивающего постоянство верхнего уровня заготовок 4, а затем снимаются посредством схвата 36 промыш.генного робота. Фиксация поворотного стола осуше- ствляется посредством ппока 13 силового цилиндра 8, в котором вьп1о. Т-образш й паз, стенки 22 и 23 которого взаимодействуют со штырями 24 и 25, установ.чеиными на поворотном столе 2, пос.ледователыю расположенными на окружностях с разными диаметрами. 1 з. п. ф-лы, 3 ил. 36 ю со О5 со 05 00 сриг.1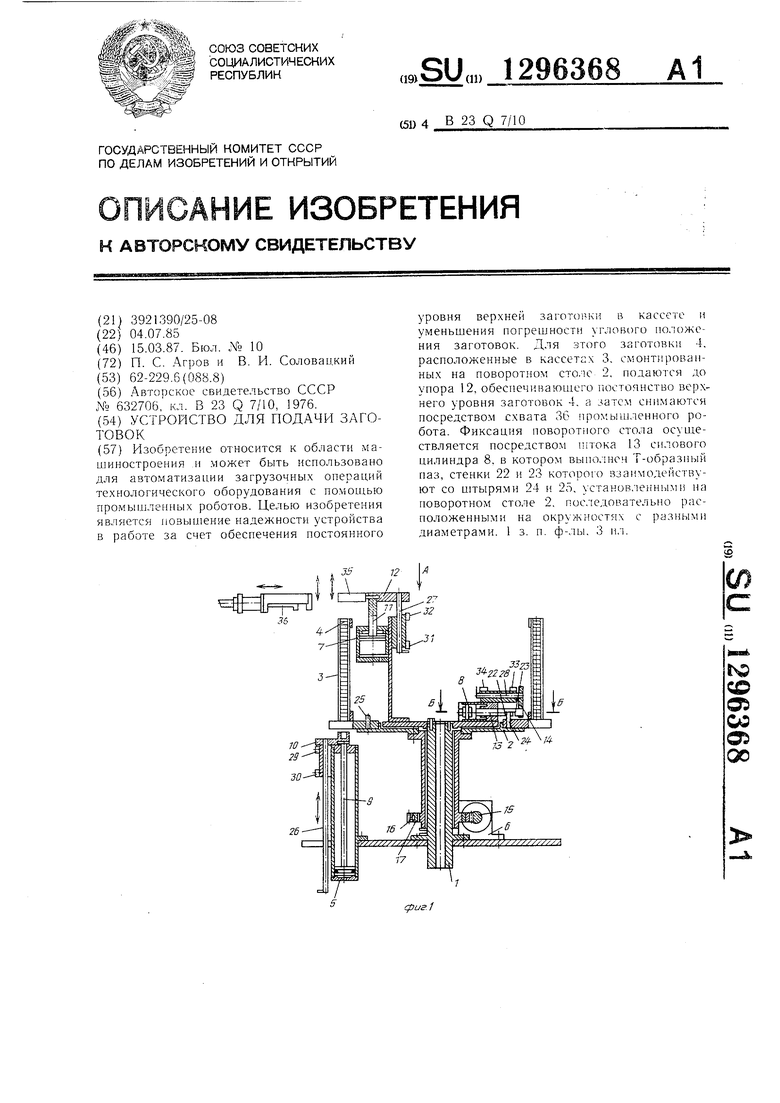
| Способ получения ионита, содержащего тиоловые группы | 1977 |
|
SU632706A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
